一种行星齿轮内孔磨装夹定位工装的制作方法
本技术属于机械加工,具体涉及一种行星齿轮内孔磨装夹定位工装。
背景技术:
1、行星类齿轮是传动装置中的核心零件,加工精度高,多为六级甚至五级精度,加工尺寸精度直接决定整个传动装置的使用寿命。现有行星齿轮内孔加工采用卧式磨床,多为使用卡盘夹住行星齿轮外圆再用节圆销打表找正后进行加工,加工效率低,质量一致性差。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型提出一种行星齿轮内孔磨装夹定位工装,以解决行星齿轮内孔精磨加工时加工效率低,质量一致性差的技术问题,实现行星齿轮精磨内孔工序的快速定位装夹以适应批量生产。
3、(二)技术方案
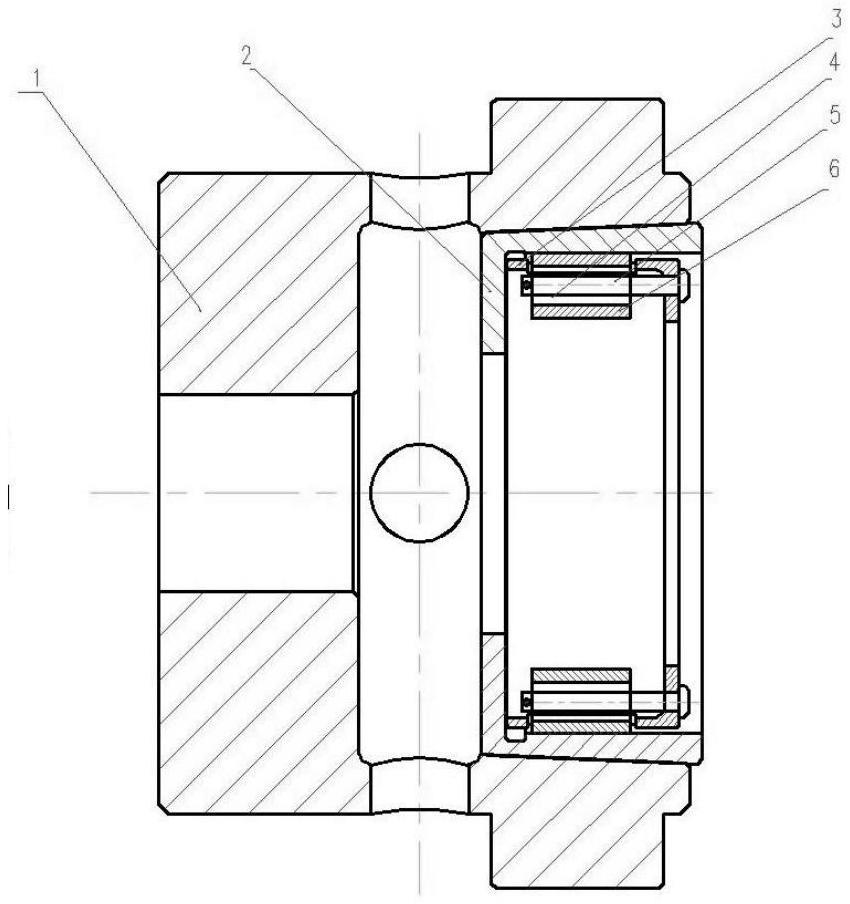
4、为了解决上述技术问题,本实用新型提出一种行星齿轮内孔磨装夹定位工装,该装夹定位工装包括夹具体、弹性锥套、保持架、开口销、销轴和滚柱;其中,
5、夹具体为旋转体结构,夹具体的后端中心位置加工有机床固定孔,用于与内孔磨床的卡盘固定连接;夹具体的前端中心位置加工有弹性锥套安装孔,机床固定孔与弹性锥套安装孔之间加工有退刀槽;夹具体的前端外周设置有环形凸台,凸台的前端面上加工有用于在装配完成后安装压板的螺纹孔;弹性锥套安装孔具有一定的斜度,其外端直径大于内端直径,斜度与弹性锥套的外圆斜度相同;
6、弹性锥套具有圆桶状结构,桶底部为弹性锥套的后端,压入至夹具体的弹性锥套安装孔底部,桶口部为弹性锥套的前端;弹性锥套的桶口部直径大于桶底部直径;弹性锥套的桶底加工有均匀分布且相通的开孔;
7、保持架具有圆桶状结构,桶口部为保持架的前端,桶底部为保持架的后端;保持架的外圆不具有斜度,保持架的桶底部中心位置加工有圆孔,圆孔外周加工有轴线与保持架的轴线平行的销轴孔,并分别穿入一个销轴;每个销轴上均套设有滚柱;每个销轴的底部设置有通孔,开口销通过通孔安装在销轴的底部,对滚柱进行固定;保持架的桶壁上加工有开口,滚柱从开口处露出并突出于保持架的外圆,使得滚柱能够对行星齿轮进行固定。
8、进一步地,弹性锥套的外圆斜度为2°23′±5′。
9、进一步地,弹性锥套压入至夹具体的弹性锥套安装孔后,桶口部边缘突出于夹具体的前端面。
10、进一步地,弹性锥套在制作时采用与夹具体配做的方式进行加工,两者的接触面积不少于90%。
11、进一步地,弹性锥套的材料为65mn弹簧钢。
12、进一步地,弹性锥套的桶壁上加工有一个与弹性锥套的轴线平行且贯通至桶底部的开槽,使弹性锥套在压入夹具体时具有一定的弹性,能够紧固在夹具体内,并防止保持架从弹性锥套内脱落。
13、进一步地,保持架由金属板材压制而成。
14、进一步地,开口的长度大于滚柱的长度。
15、进一步地,滚柱的表面粗糙度为0.4。
16、(三)有益效果
17、本实用新型提出一种行星齿轮内孔磨装夹定位工装,包括夹具体、弹性锥套、保持架、开口销、销轴和滚柱。该工装结构简单,组合方便,能够实现零件的快速装夹和拆卸,通过滚柱与保持架以及弹性锥套实现零件节圆的快速定位,保持架可以快速压紧和放松,以实现零件的快速装夹和拆卸,定位的滚柱中心在齿轮的节圆上,加工后孔的中心与节圆中心同轴,能够确保产品的尺寸一致性,提高行星齿轮类零件精磨内孔的尺寸一致性,在批产中能够很好地保证内孔加工要求,提高加工效率。
技术特征:
1.一种行星齿轮内孔磨装夹定位工装,其特征在于,所述装夹定位工装包括夹具体、弹性锥套、保持架、开口销、销轴和滚柱;其中,
2.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述弹性锥套的外圆斜度为2°23′±5′。
3.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述弹性锥套压入至夹具体的弹性锥套安装孔后,桶口部边缘突出于夹具体的前端面。
4.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述弹性锥套在制作时采用与夹具体配做的方式进行加工,两者的接触面积不少于90%。
5.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述弹性锥套的材料为65mn弹簧钢。
6.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述弹性锥套的桶壁上加工有一个与弹性锥套的轴线平行且贯通至桶底部的开槽,使弹性锥套在压入夹具体时具有一定的弹性,能够紧固在夹具体内,并防止保持架从弹性锥套内脱落。
7.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述保持架由金属板材压制而成。
8.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述开口的长度大于滚柱的长度。
9.如权利要求1所述的行星齿轮内孔磨装夹定位工装,其特征在于,所述滚柱的表面粗糙度为0.4。
技术总结
本技术提出一种行星齿轮内孔磨装夹定位工装,包括夹具体、弹性锥套、保持架、开口销、销轴和滚柱。该工装结构简单,组合方便,能够实现零件的快速装夹和拆卸,通过滚柱与保持架以及弹性锥套实现零件节圆的快速定位,保持架可以快速压紧和放松,以实现零件的快速装夹和拆卸,定位的滚柱中心在齿轮的节圆上,加工后孔的中心与节圆中心同轴,能够确保产品的尺寸一致性,提高行星齿轮类零件精磨内孔的尺寸一致性,在批产中能够很好地保证内孔加工要求,提高加工效率。
技术研发人员:赵宇翔,王成,王雪莲,雷文芳,王芳,张晶晶,冯卫,周佳琦,张亚宁
受保护的技术使用者:北京北方车辆集团有限公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!