一种新型低压铸造模具的制作方法
本技术属于铸造模具,具体地说,涉及一种新型低压铸造模具。
背景技术:
1、低压铸造是使液体金属在压力作用下充填型腔,以形成铸件的一种方法,由于所用的压力较低,所以叫做低压铸造,其大致工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管上升,通过浇口平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使开液管中未凝固的金属液流坩埚,再由气缸开型并推出铸件。
2、低压铸造工艺浇口一般自下而上,由产品最底部作为进水口,通过一定气体压力的驱动,将金属液压入模具,从而成型,浇口部分又可分为直浇道和横浇道,特殊类产品只有直浇道没有横浇道。
3、因为进水口在产品最底部,所以要保证在凝固过程中,进水口最后凝固。但是由于一般情况下浇口部分不会过大,会造成过早凝固,导致产品出现缺陷。现有技术将保温套外置于模具底部,从而起到一定的保温作用,但对于模具内部的浇口部分起到的保温作用有限,而且对于工艺出品率没有太大提高。
4、有鉴于此特提出本实用新型。
技术实现思路
1、为解决上述技术问题,本实用新型采用技术方案的基本构思是:
2、一种新型低压铸造模具,包括模座、模具本体、保温套,所述模具本体置于模座上部并与其相贴合,所述保温套设置于模座内部。
3、作为本实用新型的一种优选实施方式,所述模具本体下部设有模具内浇口,所述保温套设置于模具内浇口外围。
4、作为本实用新型的一种优选实施方式,所述模座内还固定有底盖板,所述底盖板对保温套进行限位并将其固定于模座内。
5、本实用新型与现有技术相比具有以下有益效果:
6、本实用新型,通过将保温套内置于模座内,使其可以加强模具内浇口的补缩性能,提高产品成品率,因为保温套内置,所以直浇道直径可以适当减小,从而提高产品工艺收得率。
7、本实用新型,利用保温套热导率远低于钢的特性,将保温套内置于模具中,更加接近于铸件本体,使得浇口部分的金属液的凝固时间比产品部分更长,这样有利于对产品的补缩,使得最后的缺陷远离产品部分,浇口部分可最后切除。
8、下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
技术特征:
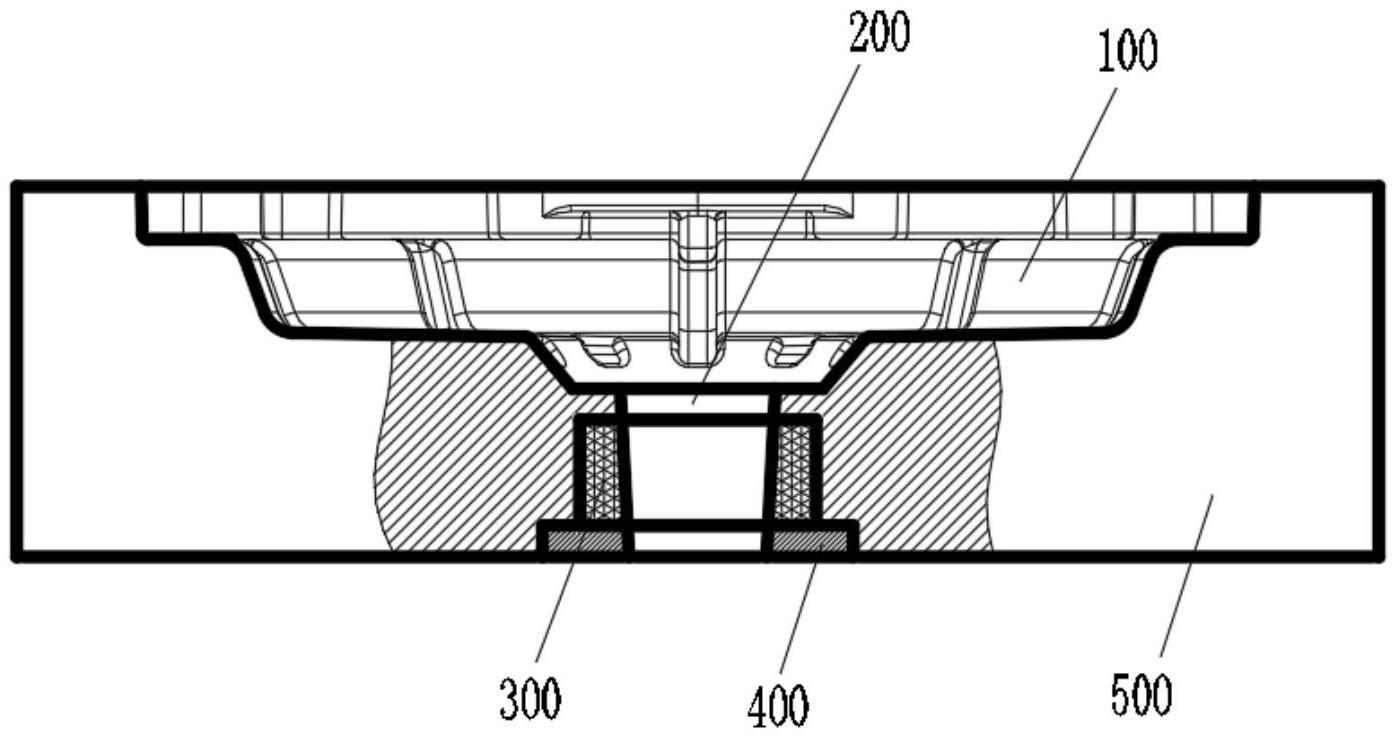
1.一种新型低压铸造模具,包括模座(500)、模具本体(100)、保温套(300),其特征在于,所述模具本体(100)置于模座(500)上部并与其相贴合,所述保温套(300)设置于模座(500)内部。
2.根据权利要求1所述的一种新型低压铸造模具,其特征在于,所述模具本体(100)下部设有模具内浇口(200),所述保温套(300)设置于模具内浇口(200)外围。
3.根据权利要求2所述的一种新型低压铸造模具,其特征在于,所述模座(500)内还固定有底盖板(400),所述底盖板(400)对保温套(300)进行限位并将其固定于模座(500)内。
技术总结
本技术涉及铸造模具技术领域,公开了一种新型低压铸造模具,包括模座、模具本体、保温套,所述模具本体置于模座上部并与其相贴合,所述保温套设置于模座内部,所述模具本体下部设有模具内浇口,所述保温套设置于模具内浇口外围,所述模座内还固定有底盖板,所述底盖板对保温套进行限位并将其固定于模座内。本技术,因为保温套内置,所以直浇道直径可以适当减小,从而提高产品工艺收得率,浇口部分的金属液的凝固时间比产品部分更长,这样有利于对产品的补缩,最后的缺陷远离产品部分,浇口部分可最后切除。
技术研发人员:王磊
受保护的技术使用者:南通共赢机械有限公司
技术研发日:20230324
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!