一种非标沟槽刀片磨削工装的制作方法
本技术属于刀具工装,尤其涉及一种非标沟槽刀片磨削工装。
背景技术:
1、汽车涡轮增压器的涡轮端沟槽与法兰端沟槽角度与尺寸精度要求高,表面粗糙度要求高,但由于工件本身与夹具的结构限制,为避免刀具与工件本身和夹具的干涉,其加工刀具一般采用非标机夹式车刀。
2、目前加工涡轮壳沟槽的车刀均采用机夹硬质合金刀片结构,空间足够的情况下可采用标准切槽刀片。产品自身空间或与夹具间隙较小的情况下,采用非标切槽刀片,有双头沟槽刀片与单头沟槽刀片,而非标沟槽刀片磨削加工时刀片定位困难,装夹操作时间长。
技术实现思路
1、本实用新型提供一种非标沟槽刀片磨削工装,旨在解决上述存在的问题。
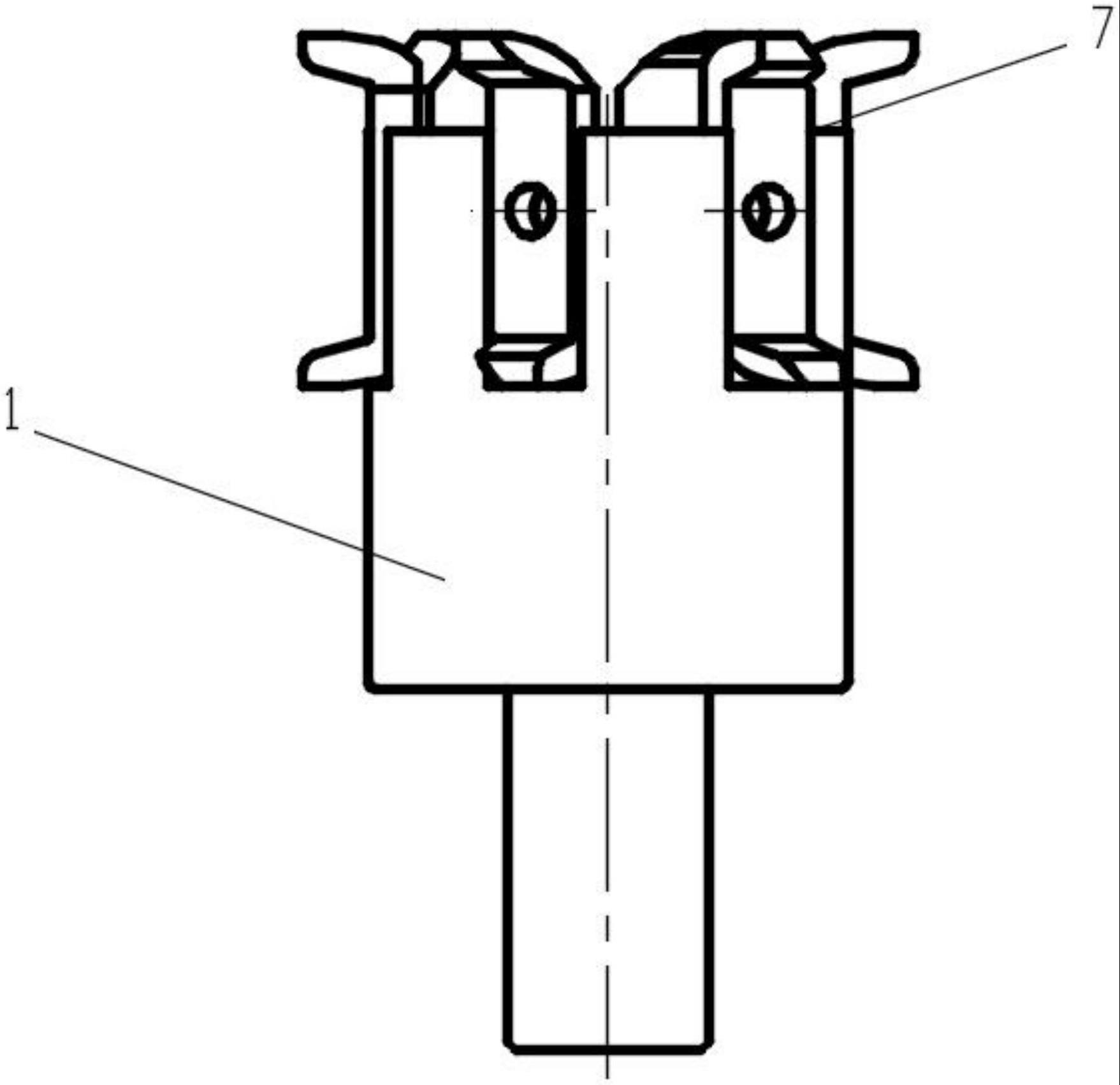
2、本实用新型是这样实现的,一种非标沟槽刀片磨削工装,包括夹具体,所述夹具体前端设置有刀头,所述夹具体后端设置有接口柄;所述刀头前端开设有多个刀槽,多个所述刀槽均布在所述刀头的周向上;每个所述刀槽内分别安装有沟槽刀片,所述刀槽内设置有定位面和螺纹孔,所述沟槽刀片通过固定螺钉固定在刀槽内。
3、进一步的,所述刀槽和沟槽刀片的数量均为六个。
4、进一步的,每个所述沟槽刀片的前刀面与所述夹具体的中心轴线位于同一平面内。
5、进一步的,所述接口柄和刀头一体成型。
6、进一步的,所述沟槽刀片为“[”型。
7、进一步的,所述接口柄用于连接磨床刀柄。
8、与现有技术相比,本实用新型的有益效果是:本实用新型提供一种非标沟槽刀片磨削工装,应用于槽刀刀刃修磨,能够快速定位且提高整体生产效率的高效工装;结构简单、操作方便,并且能够快速、准确的装夹、定位沟槽刀片,解决了非标沟槽刀片磨削加工时刀片装夹、定位困难的,加工效率低的问题。
技术特征:
1.一种非标沟槽刀片磨削工装,其特征在于:包括夹具体,所述夹具体前端设置有刀头,所述夹具体后端设置有接口柄;所述刀头前端开设有多个刀槽,多个所述刀槽均布在所述刀头的周向上;每个所述刀槽内分别安装有沟槽刀片,所述刀槽内设置有定位面和螺纹孔,所述沟槽刀片通过固定螺钉固定在刀槽内。
2.根据权利要求1所述的一种非标沟槽刀片磨削工装,其特征在于:所述刀槽和沟槽刀片的数量均为六个。
3.根据权利要求1所述的一种非标沟槽刀片磨削工装,其特征在于:每个所述沟槽刀片的前刀面与所述夹具体的中心轴线位于同一平面内。
4.根据权利要求1所述的一种非标沟槽刀片磨削工装,其特征在于:所述接口柄和刀头一体成型。
5.根据权利要求1所述的一种非标沟槽刀片磨削工装,其特征在于:所述沟槽刀片为“[”型。
6.根据权利要求1所述的一种非标沟槽刀片磨削工装,其特征在于:所述接口柄用于连接磨床刀柄。
技术总结
本技术公开一种非标沟槽刀片磨削工装,包括夹具体,所述夹具体前端设置有刀头,所述夹具体后端设置有接口柄;所述刀头前端开设有多个刀槽,多个所述刀槽均布在所述刀头的周向上;每个所述刀槽内分别安装有沟槽刀片,本技术提供一种非标沟槽刀片磨削工装,应用于槽刀刀刃修磨,能够快速定位且提高整体生产效率的高效工装;结构简单、操作方便,并且能够快速、准确的装夹、定位沟槽刀片,解决了非标沟槽刀片磨削加工时刀片装夹、定位困难的,加工效率低的问题。
技术研发人员:周乐安,钟成明
受保护的技术使用者:德阳杰创科技有限公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!