一种充电插头按键的成型模具的制作方法
本技术涉及插头按键加工,特别涉及一种充电插头按键的成型模具。
背景技术:
1、压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用最广泛的一种。
2、充电插头按键是一个细长且比较薄的配件,在压铸过程中,由于金属液会随着时间降温,液体温度降低后,流动的速度变慢,容易导致充电插头按键边沿处出现缺口和气泡,使得压铸的充电插头按键质量差,影响后续充电插头的使用。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种充电插头按键的成型模具,可保证金属液的流速,提高压铸效率和压铸质量。
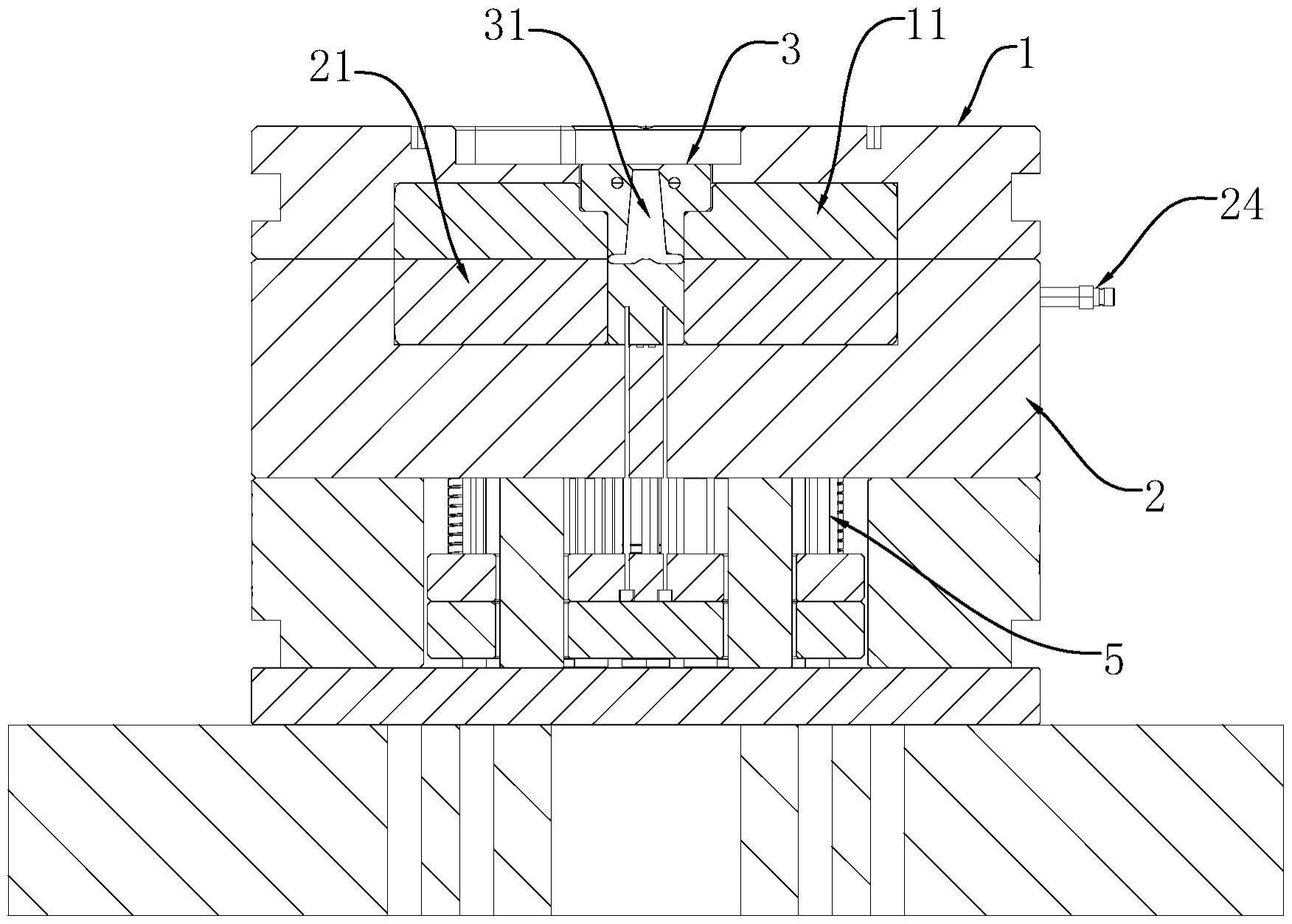
2、为此,本实用新型的技术方案是:一种充电插头按键的成型模具,包括前模架和后模架,后模架上固定有后模仁,前模架上配合设置有前模仁,前模仁和后模仁闭合后形成一型腔;所述前模架上设有浇口套,浇口套中间设有进浇口,浇口套内设有一热油流道,热油流道绕设在进浇口外侧,且热油流道连接第一热油进出口;所述后模架上设有与浇口套底部适配的凸台,凸台处连接进浇流道,浇口套通过进浇流道连通型腔,进浇流道分为多个支路,分别与型腔的上下端相连接。
3、在上述方案的基础上并作为上述方案的优选方案:所述浇口套内的热油流道为匚字型结构,两端分别连接第一热油进口和第一热油出口,进浇口位于热油流道中间。由于金属液从加热装置从取出,再到倒入浇口套过程中,温度已经有所降低,因此,在浇口套处重新对金属液进行加温或者避免金属液继续降温,方便金属液在进浇流道内流动。
4、在上述方案的基础上并作为上述方案的优选方案:所述浇口套内的进浇口为倒锥形结构,即进浇口朝向前模架一侧的口径小于朝向后模架一侧的口径。进浇口为倒锥形结构,方便脱模时,浇口套与内部金属液残留的废料分离。
5、在上述方案的基础上并作为上述方案的优选方案:所述后模架侧面设有第二热油进出口,后模仁内设有多个流道,与第二热油进出口相连通。为了保证浇筑的液体保持高温液态,后模架内会流入高温的热油,避免液体在流动过程中降温。
6、在上述方案的基础上并作为上述方案的优选方案:与型腔上端相连的支路数量大于与型腔下端相连的支路数量。因为金属液受重力作用,会先向下流动,因此上端设置的支路会比较多。
7、在上述方案的基础上并作为上述方案的优选方案:所述进浇流道分为6个支路,第一支路连接型腔中间位置,型腔上端连接第二支路、第三支路和第四支路,型腔下端连接第五支路和第六支路。
8、在上述方案的基础上并作为上述方案的优选方案:所述后模架上设有多个导柱套,前模架上设有多个导柱,导柱垂直于前模架,导柱插入导柱套内。导柱可以定位前模架和后模架的位置,使得前模架和后模架合拢时不错位,保证前模仁、后模仁闭合成一完整的型腔。
9、与现有技术相比,本实用新型的有益效果是:进浇流道设置了多个支路,保证型腔的每个位置都能填满,缩短液体流动距离,避免液体长时间流动而降温,防止出现缺口;在浇口套上设有热油流道,金属液在倒入浇口套时,持续被热油加温,使得金属液的流速变大,可缩短压铸时间,提高压铸效率和压铸质量。
技术特征:
1.一种充电插头按键的成型模具,包括前模架和后模架,后模架上固定有后模仁,前模架上配合设置有前模仁,前模仁和后模仁闭合后形成一型腔;其特征在于:所述前模架上设有浇口套,浇口套中间设有进浇口,浇口套内设有一热油流道,热油流道绕设在进浇口外侧,且热油流道连接第一热油进出口;所述后模架上设有与浇口套底部适配的凸台,凸台处连接进浇流道,浇口套通过进浇流道连通型腔,进浇流道分为多个支路,分别与型腔的上下端相连接。
2.如权利要求1所述的一种充电插头按键的成型模具,其特征在于:所述浇口套内的热油流道为匚字型结构,两端分别连接第一热油进口和第一热油出口,进浇口位于热油流道中间。
3.如权利要求1所述的一种充电插头按键的成型模具,其特征在于:所述浇口套内的进浇口为倒锥形结构,即进浇口朝向前模架一侧的口径小于朝向后模架一侧的口径。
4.如权利要求1所述的一种充电插头按键的成型模具,其特征在于:所述后模架侧面设有第二热油进出口,后模仁内设有多个流道,与第二热油进出口相连通。
5.如权利要求1所述的一种充电插头按键的成型模具,其特征在于:与型腔上端相连的支路数量大于与型腔下端相连的支路数量。
6.如权利要求5所述的一种充电插头按键的成型模具,其特征在于:所述进浇流道分为6个支路,第一支路连接型腔中间位置,型腔上端连接第二支路、第三支路和第四支路,型腔下端连接第五支路和第六支路。
7.如权利要求1所述的一种充电插头按键的成型模具,其特征在于:所述后模架上设有多个导柱套,前模架上设有多个导柱,导柱垂直于前模架,导柱插入导柱套内。
技术总结
本技术公开了一种充电插头按键的成型模具,包括前模架和后模架,后模架上固定有后模仁,前模架上配合设置有前模仁,前模仁和后模仁闭合后形成一型腔;所述前模架上设有浇口套,浇口套中间设有进浇口,浇口套内设有一热油流道,热油流道绕设在进浇口外侧,且热油流道连接第一热油进出口;所述后模架上设有与浇口套底部适配的凸台,凸台处连接进浇流道,浇口套通过进浇流道连通型腔,进浇流道分为多个支路,分别与型腔的上下端相连接。本技术在浇口套上设有热油流道,金属液在倒入浇口套时,持续被热油加温,使得金属液的流速变大,可缩短压铸时间,提高压铸效率和压铸质量。
技术研发人员:黄文虎,李利波,嵇和平
受保护的技术使用者:浙江岑锐金属科技有限公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!