一种蓄电池极群极耳定位工装的制作方法
本技术涉及蓄电池生产,尤其涉及一种蓄电池极群极耳定位工装。
背景技术:
1、在生产铅酸蓄电池过程中,在铸焊前需要对极群进行整理,确保铸焊效果。
2、传统的铸焊,极群包封之后,直接入到模具当中,直接进行铸焊,因极群中极板和极耳的错位,导致焊接质量差,易出现虚假焊接、掉片情况。
技术实现思路
1、本实用新型针对现有技术存在的不足,提供了一种蓄电池极群极耳定位工装,具体技术方案如下:
2、一种蓄电池极群极耳定位工装,包括:
3、底座;
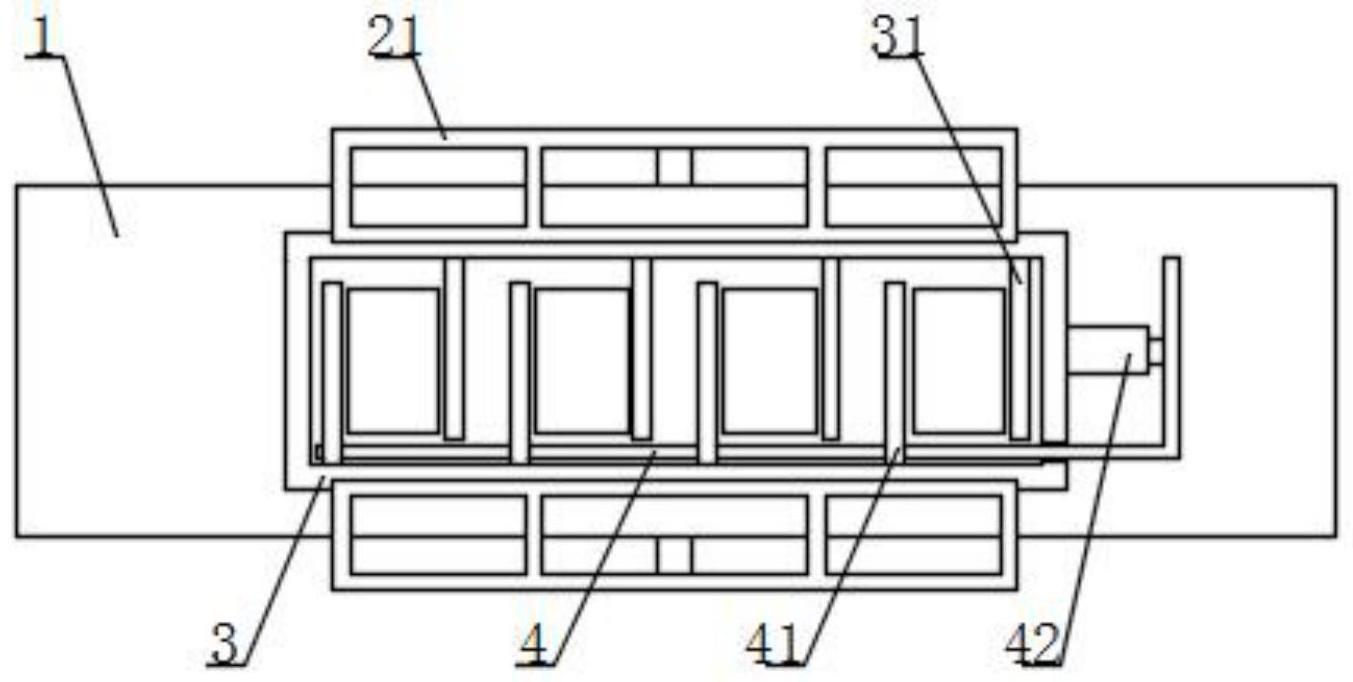
4、极群模盒,设置于底座上方,所述极群模盒内部设置有多组固定板;
5、限位件,所述限位件包括设置于极群模盒内部的多组压缩板,多组所述压缩板与多组固定板间隔分布,两组相邻的所述压缩板与固定板之间的空隙形成极群放置区域;
6、调整件,所述调整件包括设置于底座内部的两组气缸一,两组所述气缸一平行且反向设置,所述气缸一的输出端延伸至底座外部,所述气缸一的输出端延伸至底座外部的一端固定连接有挡板,所述挡板顶部垂直设置有调整板,两组所述气缸一驱动对应挡板向相互靠近的方向移动,以控制极群中的极板推动至放置区域的中部位置处。
7、气缸一会带动对应的挡板移动,使得极群模盒两侧的挡板向相互靠近的方向移动,在移动过程中,挡板会和极群接触,在力的作用下,极群中的极板会被挤压到极群放置区域的中部,这样极群的极耳就会被全部调整到一条线的位置,这样就能确保调整的后极群不会因为操作导致错位,然后通过极群模盒把极群运输到铸焊位置进行铸焊,确保铸焊的效果。
8、作为上述技术方案的改进,所述限位件还包括将多组压缩板串联的移动板,所述移动板的一端贯穿极群模盒并延伸至极群模盒的外部,所述极群模盒的外壁固定连接有气缸二,所述移动板延伸至极群模盒外部的一端与气缸二的输出端固定连接。
9、通过移动板带动多组压缩板移动,配合固定板,可以将极群快速的限位固定,让极群中的极板和极耳都处于极群放置区域的中心位置处,进一步提高焊接效果。
10、作为上述技术方案的改进,所述固定板具有一个自由端和一个固定端,所述固定板的固定端与极群模盒的内壁固定连接,所述固定板的自由端与极群模盒内壁之间的间距大于移动板的厚度。
11、可以有效的避免固定板干涉移动板的移动。
12、作为上述技术方案的改进,所述挡板的下端面与极群模盒上端面滑动连接。
13、本实用新型的有益效果:
14、通过气缸一带动对应的挡板移动,使得极群模盒两侧的挡板向相互靠近的方向移动,在移动过程中,挡板会和极群接触,在力的作用下,极群中的极板会被挤压到极群放置区域的中部,这样极群的极耳就会被全部调整到一条线的位置,这样就能确保调整的后极群不会因为操作导致错位,然后通过极群模盒把极群运输到铸焊位置进行铸焊,确保铸焊的效果。
技术特征:
1.一种蓄电池极群极耳定位工装,其特征在于,包括:
2.根据权利要求1所述的一种蓄电池极群极耳定位工装,其特征在于:所述限位件还包括将多组压缩板(41)串联的移动板(4),所述移动板(4)的一端贯穿极群模盒(3)并延伸至极群模盒(3)的外部,所述极群模盒(3)的外壁固定连接有气缸二(42),所述移动板(4)延伸至极群模盒(3)外部的一端与气缸二(42)的输出端固定连接。
3.根据权利要求1所述的一种蓄电池极群极耳定位工装,其特征在于:所述固定板(31)具有一个自由端和一个固定端,所述固定板(31)的固定端与极群模盒(3)的内壁固定连接,所述固定板(31)的自由端与极群模盒(3)内壁之间的间距大于移动板(4)的厚度。
4.根据权利要求1所述的一种蓄电池极群极耳定位工装,其特征在于:所述挡板(2)的下端面与极群模盒(3)上端面滑动连接。
技术总结
本技术涉及一种蓄电池极群极耳定位工装,包括:底座;极群模盒,设置于底座上方,所述极群模盒内部设置有多组固定板;限位件,所述限位件包括设置于极群模盒内部的多组压缩板,多组所述压缩板与多组固定板间隔分布,两组相邻的所述压缩板与固定板之间的空隙形成极群放置区域;本技术通过气缸一带动对应的挡板移动,使得极群模盒两侧的挡板向相互靠近的方向移动,在移动过程中,挡板会和极群接触,在力的作用下,极群中的极板会被挤压到极群放置区域的中部,这样极群的极耳就会被全部调整到一条线的位置,这样就能确保调整的后极群不会因为操作导致错位,然后通过极群模盒把极群运输到铸焊位置进行铸焊,确保铸焊的效果。
技术研发人员:周超峰,郑旭,刘荣耀
受保护的技术使用者:安徽理士电源技术有限公司
技术研发日:20230412
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!