一种连铸坯头尾均温的水冷装置
本技术属于冶金行业连铸坯温度控制领域,具体涉及一种连铸坯头尾均温的水冷装置。
背景技术:
1、传统连铸-加热-轧制生产工艺通常是将连铸机出来的高温铸坯进行冷却后再进入加热炉,加热到满足开轧温度要求后进行轧制,在冷却再加热的过程中,铸坯的大量物理热白白浪费。为了降低能源消耗、减小环境污染,冶金企业开发了免加热直接轧制技术,并在全国多地的钢铁企业投入应用,目前主要用于小方坯棒线材的生产。与传统连铸-加热-轧制生产工艺相比,直接轧制工艺完全省去加热炉能源消耗,因此直接轧制工艺能够降低能耗,降低生产成本并达到显著节能减排的目标。
2、但是直轧工艺不具备加热炉的温度均匀功能,导致定尺铸坯的头部温度低于尾部。通常铸坯头尾温差为60℃~120℃,致使铸坯轧制后产品性能不稳定。以螺纹钢筋为例,力学性能波动最大可超过100mpa,而传统加热炉生产的钢筋力学性能波动范围小于30mpa,因此,连铸坯轧制前的头尾温差严重影响了钢材产品组织和性能的稳定性,降低了产品质量,制约了连铸直轧工艺技术的发展。
3、现有技术主要是通过增加保温罩长度或改变铸坯的拉动速度的方式,控制铸坯在保温罩内的停留时间及头尾时间间隔,从而实现整根连铸坯不同部位的温度均匀控制。上述方式增加了设备投资及运维难度,另外,改变铸坯的拉动速度需要对铸坯输送速度进行分段控制,影响了铸坯的输送速度,不利于提高生产效率。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供一种连铸坯头尾均温的水冷装置,该装置通过控制喷嘴的喷水量和喷水时间,保证连铸坯首尾温度的均匀性,同时保证铸坯输送速度不受影响,提高了生产效率。
2、为了达到上述目的,本实用新型采用的技术方案如下:
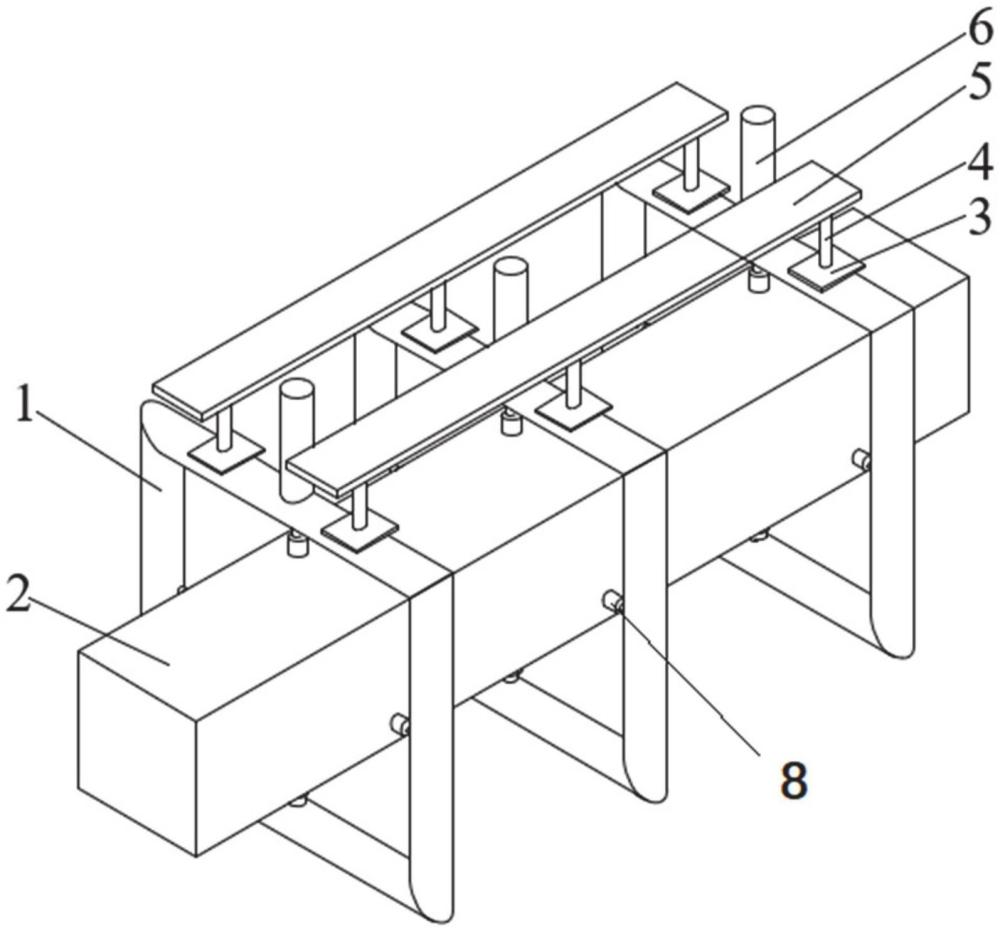
3、一种连铸坯头尾均温的水冷装置,包括若干同轴设置的环状冷却集管,环状冷却集管连接进水管,环状冷却集管内侧设置有若干喷嘴。
4、环状冷却集管之间的间距为120mm~200mm。
5、环状冷却集管为矩形框结构。
6、环状冷却集管截面为圆形。
7、环状冷却集管通过安装杆固定设置在固定架上。
8、安装杆上设置有安装板,安装板固定设置在环状冷却集管上。
9、固定架为两条,两条固定架平行设置。
10、环状冷却集管内侧设置有四个喷嘴,四个喷嘴分别位于环状冷却集管的四个边的中点上。
11、喷嘴通过支管固定设置在环状冷却集管上。
12、进水管位于两条固定架之间。
13、与现有技术相比,本实用新型所具有的有益效果如下:
14、本实用新型包括若干同轴设置的环状冷却集管,环状冷却集管连接进水管,环状冷却集管内侧设置有若干喷嘴。连铸坯从环状冷却集管的内部依次通过时,环状冷却集管通过喷嘴向连铸坯喷水进行降温,通过控制各环状冷却集管的喷嘴的喷水起止时间和喷水流量大小,用于保证连铸坯首尾温度的均匀性。降温过程中连铸坯保持向前运输,无需刻意停放,保证铸坯输送速度不受影响,保证了生产效率。
15、进一步的,环状冷却集管之间的间距为120mm~200mm,保证了降温的连续性,有利于连铸坯首尾温度的均匀性。
16、进一步的,环状冷却集管内侧设置有四个喷嘴,四个喷嘴分别位于环状冷却集管的四个边的中点上。可保证四个喷嘴刚好对应连铸坯的一个侧面,进一步保证了连铸坯首尾温度的均匀性。
技术特征:
1.一种连铸坯头尾均温的水冷装置,其特征在于,包括若干同轴设置的环状冷却集管(1),环状冷却集管(1)连接进水管(6),环状冷却集管(1)内侧设置有若干喷嘴(8);
2.如权利要求1所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述环状冷却集管(1)之间的间距为120mm~200mm。
3.如权利要求2所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述环状冷却集管(1)为矩形框结构。
4.如权利要求3所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述环状冷却集管(1)截面为圆形。
5.如权利要求1所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述安装杆(4)上设置有安装板(3),安装板(3)固定设置在环状冷却集管(1)上。
6.如权利要求1所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述环状冷却集管(1)内侧设置有四个喷嘴(8),四个喷嘴(8)分别位于环状冷却集管(1)的四个边的中点上。
7.如权利要求1所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述喷嘴(8)通过支管(7)固定设置在环状冷却集管(1)上。
8.如权利要求1所述的一种连铸坯头尾均温的水冷装置,其特征在于,所述进水管(6)位于两条固定架(5)之间。
技术总结
本技术属于冶金行业连铸坯温度控制领域,具体涉及一种连铸坯头尾均温的水冷装置。本技术包括若干同轴设置的环状冷却集管,环状冷却集管连接进水管,环状冷却集管内侧设置有若干喷嘴。连铸坯从环状冷却集管的内部依次通过时,环状冷却集管通过喷嘴向连铸坯喷水进行降温,通过控制各环状冷却集管的喷嘴的喷水起止时间和喷水流量大小,用于保证连铸坯首尾温度的均匀性。降温过程中连铸坯保持向前运输,无需刻意停放,保证了生产效率。
技术研发人员:吕明,薛魁,郭红民,董小健,习晓峰,张朝晖,许宏安,梁少鹏,方明,贺睿哲
受保护的技术使用者:西安建筑科技大学
技术研发日:20230418
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!