一种感应加热淬火线圈的制作方法
本技术涉及一种感应加热淬火线圈。
背景技术:
1、当前的旋转加热及连动冷却淬火使用连接淬火线圈,当前淬火线圈一般采用铜管加工制成,其截面呈长方形,感应线圈加热迅速,工件轴肩快速升温,工件轴肩倒角处易过热甚至烧熔,而轴颈穿过线圈时会误触线圈,线圈易损坏。
2、同时,线圈的底侧开设于若干个喷水孔,其喷淋孔中心线与圈底平面的夹角为45°,此类线圈在使用时,工件距喷淋孔的间距大,淬火效果不理想,经淬火后的工件硬度得不到技术要求,尤其是在对大直径阶梯轴零件进行淬火时,该问题尤为突出。
技术实现思路
1、本实用新型提出一种方便在工件任意位置取放的感应加热淬火线圈,同时缩小喷淋距离,增加冷却面积和范围,保证工件淬火后的应付和淬硬层深度效果。
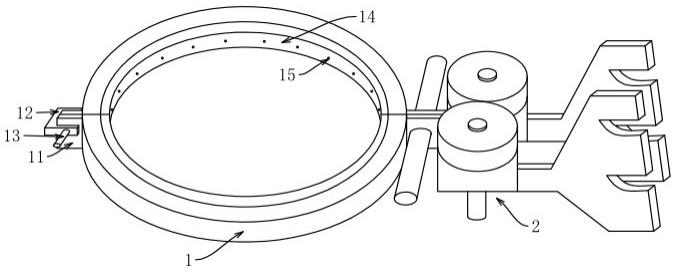
2、本实用新型的技术方案是这样实现的:一种感应加热淬火线圈,包括两个半圆形感应线圈,两个半圆形感应线圈分别与两个线圈支架铰接,两个线圈支架与感应线圈连接的端部呈“u”形开合铰接,两个感应线圈的自由端设置有用于对两个感应线圈进行卡合固定的扣合结构;
3、感应线圈为空心结构,感应线圈的底板上设置有进水孔,感应线圈内侧中部和下部设置有喷淋孔,感应线圈中部的喷淋孔向内且向下设置,感应线圈下部的喷淋孔向外且向下设置,感应线圈中部和下部喷淋孔与感应线圈的圆心轴之间的夹角为35°。
4、在上述方案的基础上,进一步改进如下,所述扣合结构包括铰接片、锁环和限位圆柱,所述铰接片固定在两个感应线圈的自由端部,锁环与任一铰接片铰接,限位圆柱与锁环卡合。
5、在上述方案的基础上,进一步改进如下,两个线圈支架与两个感应线圈连接的端部设置有铰销。
6、在上述方案的基础上,进一步改进如下,两个感应线圈的内圈设有台肩。
7、采用了上述技术方案,本实用新型的有益效果为:
8、(1)本实用新型通过设置两瓣半圆形感应线圈铰接成环形度工件进行加热,加热效率高,通过在线圈支架设置“u”形开合结构,使得线圈支架可带动两个感应线圈相对支架转动,进而控制感应线圈的开合操作,方便在工件的任意位置将其放入感应线圈之间,也便于工件相对感应线圈取出,结构简单,使用方便,具有很好的实用性和适用性。
9、(2)本实用新型通过设置感应线圈上喷淋孔的角度,有效缩小了喷淋距离,增加了冷却面积和范围,淬火后硬度和淬硬层深度效果更加理想。
技术特征:
1.一种感应加热淬火线圈,其特征在于,包括两个半圆形感应线圈,两个半圆形感应线圈分别与两个线圈支架铰接,两个线圈支架与感应线圈连接的端部呈“u”形开合铰接,两个感应线圈的自由端设置有用于对两个感应线圈进行卡合固定的扣合结构;
2.根据权利要求1所述的一种感应加热淬火线圈,其特征在于,所述扣合结构包括铰接片、锁环和限位圆柱,所述铰接片固定在两个感应线圈的自由端部,锁环与任一铰接片铰接,限位圆柱与锁环卡合。
3.根据权利要求1所述的一种感应加热淬火线圈,其特征在于,两个线圈支架与两个感应线圈连接的端部设置有铰销。
4.根据权利要求1所述的一种感应加热淬火线圈,其特征在于,两个感应线圈的内圈设有台肩。
技术总结
本技术提出了一种感应加热淬火线圈,包括两个半圆形感应线圈,两个半圆形感应线圈分别与两个线圈支架铰接,两个线圈支架与感应线圈连接的端部呈“U”形开合铰接,两个感应线圈的自由端设置有用于对两个感应线圈进行卡合固定的扣合结构,感应线圈为空心结构,感应线圈的底板上设置有进水孔,感应线圈内侧中部和下部设置有喷淋孔,感应线圈中部的喷淋孔向内且向下设置,感应线圈下部的喷淋孔向外且向下设置,感应线圈中部和下部喷淋孔与感应线圈的圆心轴之间的夹角为35°,本技术提供的淬火线圈,方便在工件任意位置放入或取下感应线圈,灵活方便,避免感应线圈损坏,同时缩小喷淋距离,增加冷却面积和范围。
技术研发人员:李书华,武黎明,侯晓东
受保护的技术使用者:南阳市红阳锻造有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!