一种锤柄柔性仿形加工周向翻转装置的制作方法
本技术涉及日用工具加工,尤其涉及一种锤柄柔性仿形加工周向翻转装置。
背景技术:
1、锤子有着各式各样的形式,常见的形式是一柄把手以及顶部。顶部的一面是平坦的以便敲击,另一面则是锤头。锤子是主要的击打工具,由锤头和锤柄组成,锤柄一般采用木制的木棒加工而成,木棒经切削打磨为特定的锤柄造型,以便于使用者握持。目前用于加工锤柄的木棒主要靠人工进行车削,需要靠工人师傅的经验进行操作加工,加工切削不精准,切削工作量大且效率极低,大大地影响了生产效率。
2、因此,目前的锤柄加工过程中主要存在以下问题:1)目前锥柄主要靠人工进行车削,既需要靠工人师傅的经验进行操作加工;2)加工切削不精准,切削工作量大且效率极低,大大地影响了生产效率;3)一次仅能针对一个工件切削和抛光,工作效率很低,不适宜大规模生产;4)现有的削切机和抛光机仅具备纵向的自由度,面对具有锤柄曲面的加工工件,需要多次调整卡具位置才能进行完整的削切和抛光,工人的劳动强度大,生产效率低。
技术实现思路
1、本实用新型为解决现有打磨方式所存在的上述问题,提供一种打磨精度高、使用方便、操作简单、节省人力、测量效率高且智能化程度高的锤柄柔性仿形加工周向翻转装置。
2、为实现上述目的,本实用新型采用以下技术方案:
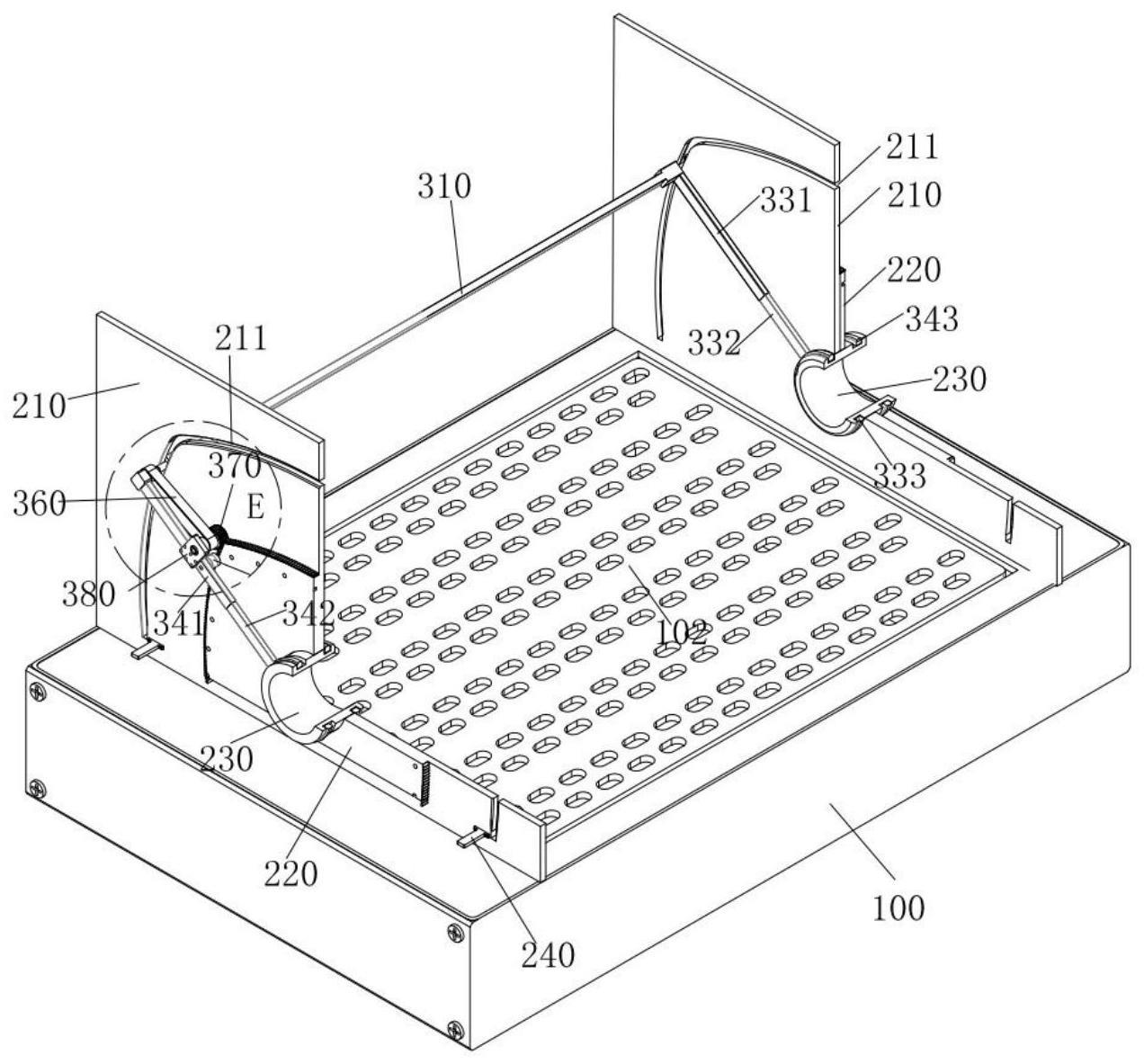
3、本实用新型提供一种锤柄柔性仿形加工周向翻转装置,包括安装于底座单元上的仿形支撑机构和周向翻转机构,其中:
4、所述仿形支撑机构为两组,呈镜像分别设置于所述底座单元的两端,且中部下端横向设置有用于穿设待加工木棒的固定套单元,周体上开设有以所述固定套单元为中心的倒u型仿形轨迹条孔;
5、所述周向翻转机构的顶端横向穿设于左右两组的所述倒u型仿形轨迹条孔内,且其两侧的下端分别可转动设置于所述固定套单元上,并可驱动其顶端以所述固定套单元内设置的加工木棒为中心沿所述倒u型仿形轨迹条孔进行周向翻转;
6、所述仿形支撑机构包括:
7、仿形板单元,所述仿形板单元竖向设置于所述底座单元一端的顶部,且其周体上开设有所述倒u型仿形轨迹条孔;
8、齿条传动单元,所述齿条传动单元呈倒u型结构设置于所述仿形板单元的外侧壁,且于位于周边的端面上设置有传动齿条;
9、固定套单元,所述固定套单元固定设置于所述仿形板单元和所述齿条传动单元中部下端的安装孔内,且其两端周体上分别开设有第一限位单元和第二限位单元;
10、检测单元,所述检测单元为两个,分别设置于所述仿形板单元外侧壁的两端,并靠近所述倒u型仿形轨迹条孔的端部布置;
11、其中,所述齿条传动单元外周边形状与所述倒u型仿形轨迹条孔的形状一致,且不同位置处的所述齿条传动单元外周边距外侧所述倒u型仿形轨迹条孔的间距相同;
12、所述周向翻转机构包括:
13、第一连接单元,所述第一连接单元为方形中空结构,且设置于两仿形板单元之间;
14、第二连接单元,所述第二连接单元为圆形长轴,其可转动设置于所述第一连接单元的内孔,且其两端活动穿设于两所述仿形板单元的倒u型仿形轨迹条孔内;
15、第一限位伸缩单元,所述第一限位伸缩单元为两个,分别设置于所述仿形板单元的内侧,其一端连接所述第一连接单元的端部,另一端可转动套设于固定套单元内侧端的第一限位单元;
16、第二限位伸缩单元,所述第二限位伸缩单元为两个,分别设置于所述仿形板单元的外侧,其一端连接所述第二连接单元的端部,另一端可转动套设于所固定套单元外侧端的第二限位单元;
17、周向仿形驱动单元,所述周向仿形驱动单元设置于所述第二限位伸缩单元上,其输出轴上依次设置有主动传动单元;
18、同步传动单元,所述同步传动单元的一端传动连接所述主动传动单元,另一端传动连接所述第二连接单元;
19、齿条传动单元,所述齿条传动单元设置于所述周向仿形驱动单元的输出轴的端部,其与所述齿条传动单元周体上的齿条啮合连接;
20、其中,启动所述周向仿形驱动单元,通过所述同步传动单元带动所述第二连接单元进行自转,以及通过所述齿条传动单元同步带动所述第二连接单元沿所述倒u型仿形轨迹条孔进行周向翻转。
21、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,还包括:
22、横向平移机构,所述横向平移机构设置于所述周向翻转机构的顶端,用于驱动径向打磨机构沿所述待加工木棒的长度方向进行移动。
23、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,还包括:
24、径向打磨机构,所述径向打磨机构连接所述横向平移机构且靠近中心位置的所述待加工木棒布置,用于驱动其端部的打磨机自动进给以贴近或远离所述待加工木棒。
25、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,所述底座单元的中部开设有收纳单元,所述收纳单元的顶部设置有过滤单元。
26、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,所述底座单元包括:
27、收纳单元,所述收纳单元用于收纳经所述径向打磨机构打磨后产生的木屑;
28、过滤单元,所述过滤单元可拆卸设置于所述收纳单元顶端的台阶上,用于过滤经所述径向打磨机构打磨后产生的木屑;
29、第一通气管和第二通气管,所述第一通气管和第二通气管间隔设置于所述底座单元的背部,且连通所述收纳单元;
30、防滑单元,所述防滑单元对应设置于所述底座单元底部的四角位置。
31、进一步优选地,在所述的锤柄柔性仿形加工周向翻转装置上,所述周向翻转机构还包括:
32、电机安装单元,所述电机安装单元固定于所述第二限位伸缩单元上端的侧壁,其上的安装孔内设置有电机轴承,所述电机轴承套设于所述周向仿形驱动单元的输出轴上;
33、支撑限位单元,所述支撑限位单元的一端设置于所述第二限位伸缩单元的内侧壁,另一端活动抵接于所述齿条传动单元外边缘的侧壁。
34、进一步优选地,在所述的锤柄柔性仿形加工周向翻转装置上,所述第二连接单元的两端分别设置有轴套单元、被动传动单元和第二连接套单元,其中:
35、所述轴套单元可转动套设于所述第二连接单元的一端,且位于对应的所述倒u型仿形轨迹条孔内;
36、所述被动传动单元固定套设于所述第二连接单元的一端,并位于所述轴套单元的外侧,且其与所述同步传动单元的另一端连接;
37、第二连接套单元通过轴承可转动套设于所述第二连接单元的端部,且其与所述第二限位伸缩单元的上端固定连接。
38、进一步优选地,在所述的锤柄柔性仿形加工周向翻转装置上,所述第一限位伸缩单元包括依次连接的第一上伸缩杆、第一下伸缩杆和第一限位套单元,其中:
39、所述第一上伸缩杆的顶端连接所述第一连接单元端部的第一连接套单元,下端与所述第一下伸缩杆可伸缩连接,且所述第一限位套单元可转动套设于所述第一限位单元上;
40、以及所述第二限位伸缩单元包括依次连接第二上伸缩杆、第二下伸缩杆和第二限位套单元,其中:
41、所述第二上伸缩杆的顶端连接所述第二连接单元端部的第二连接套单元,下端与所述第二下伸缩杆可伸缩连接,且所述第二限位套单元可转动套设于所述第二限位单元上。
42、进一步优选地,在所述的锤柄柔性仿形加工周向翻转装置上,还包括木棒夹持机构,其中:
43、所述木棒夹持机构设置于对应所述固定套单元的外侧端,用于夹紧固定所述待加工木棒。
44、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,还包括罩设于所述底座单元顶部的壳体单元,所述壳体单元包括:
45、料孔单元,所述料孔单元为两个,分别对应开设于所述壳体单元的左右两侧壁,且与内侧的所述固定套单元同轴线布置;
46、观察窗单元,所述观察窗单元设置于所述壳体单元的前侧壁;
47、除尘单元,所述除尘单元罩设于所述壳体单元的顶部。
48、进一步地,在所述的锤柄柔性仿形加工周向翻转装置上,还包括设置于所述壳体单元前侧壁的控制单元,其中:
49、所述控制单元分别与所述周向翻转机构、横向平移机构、径向打磨机构、检测单元和除尘单元电连接。
50、本实用新型的第二个方面是提供一种如上述所述装置的用于锤柄生产的柔性仿形加工方法,包括如下步骤:
51、(1)将待加工木棒从壳体单元两侧的料孔单元手动插入,置于仿形支撑机构的左右两固定套单元上,并采用木棒夹持机构夹紧固定待加工木棒;并调节径向打磨机构端部的打磨机位于待加工木棒的初始加工位置;
52、(2)通过控制单元控制横向平移机构和径向打磨机构相对待加工木棒左右移动或径向移动,同时启动打磨机对待加工木棒表面的初始位置进行打磨加工;
53、(3)通过控制单元启动周向仿形驱动单元,通过同步传动单元带动第二连接单元进行自转,以及通过齿条传动单元同步带动第二连接单元沿倒u型仿形轨迹条孔半圆形的周向转动,以对待加工木棒的上表面及两侧进行三维打磨加工;
54、(4)通过木棒夹持机构解除对待加工木棒的夹紧固定,同时手动将待加工木棒翻转180°,以使待加工木棒上加工后的表面朝下,未加工的一面朝上,然后采用木棒夹持机构夹紧固定待加工木棒;
55、(5)重复上述步骤(2)至(3)对待加工木棒未加工的上表面及两侧进行三维打磨加工,加工完成后,通过木棒夹持机构解除对待加工木棒的夹紧固定,手动取出加工后的木棒,并进行定长裁切,完成多根锤柄的仿形加工。
56、本实用新型采用上述技术方案,与现有技术相比,具有如下技术效果:
57、(1)采用特定的仿形支撑机构和周向翻转机构相互配合,通过同步传动单元带动第二连接单元进行自转,以及通过齿条传动单元同步带动第二连接单元沿倒u型仿形轨迹条孔半圆形的周向转动,实现对待加工木棒的上表面及两侧进行三维打磨加工;在此加工过程中采用径向打磨机构进行粗调整,利用仿形支撑机构严格限制待加工木棒外表面的最终加工形状,防止打磨误差过大;
58、(2)在打磨加工过程中通过翻转待加工木棒,实现对加工木棒双面的加工,加工木棒上定长的加工形状相同,通过定长裁切可实现同时完成多根锤柄的连续化打磨加工,打磨抛光效果高,大大提高了锤柄的生产效率,降低了人工成本;
59、(3)在仿形板单元上根据锤柄造型设计特定的倒u型仿形轨迹条孔,利用倒u型仿形轨迹条孔不同位置距中心点间距的不同来控制径向打磨机构相对木棒的打磨深度,从而在木棒表面打磨形成特定的造型;打磨加工的过程不需要人工过多的操作,大大的提高了加工效率,且各段打磨后的锤柄加工精度精准一致,适合大规模推广使用。
- 还没有人留言评论。精彩留言会获得点赞!