一种辅助压实装置的制作方法
本技术涉及滑动水口成型,具体为一种辅助压实装置。
背景技术:
1、随着快速、高效连铸和二次精炼技术及工艺的发展,滑动水口系统在现代钢铁冶炼过程中变得越来越重要,成为冶炼中不可缺少的部分,滑动水口是连铸机浇铸过程中钢水的控制装置,能够精确地调节从钢包到连铸中间包的水流量,使流入和流出的钢水达到平衡,从而使连铸操作更容易控制,冶炼中不可缺少的部分,滑动水口一般由驱动装置、机械部分和耐火材料部分(即上下滑板、下水口)组成。
2、现有专利技术cn202022111075.0中提出,由于在滑动水口成型前,需要人工用捣杆将物料捣实,以此增强滑动水口成型后的耐用性,因此就会导致工作人员劳动量的增加,并基于此提出了一种滑动水口成型的辅助压实装置,可将部分物料倒入下模内后,启动整平机构,整平机构将下模内的物料整平,然后启动驱动部,驱动部驱动捣板下滑,使得捣锤对下模内的物料进行捣实,由于不再需要人工对物料进行捣实,因此降低了工作人员的劳动量。
3、但该辅助压实装置在实际应用的过程中仍然存在一定的不足,虽然该辅助压实装置可通过捣锤对下模内的物料进行捣实来降低工作人员的劳动量,但投料工作仍然需要工作人员手动进行,仍然存在大量需要工作人员手动完成的工作,且该辅助压实装置中并未设置辅助产品从模具中移出的机构,导致完成压实成型后的滑动水口产品的收取操作较为繁琐,为此,我们设计了一种辅助压实装置来解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种辅助压实装置,解决了上述背景技术中提出的问题。
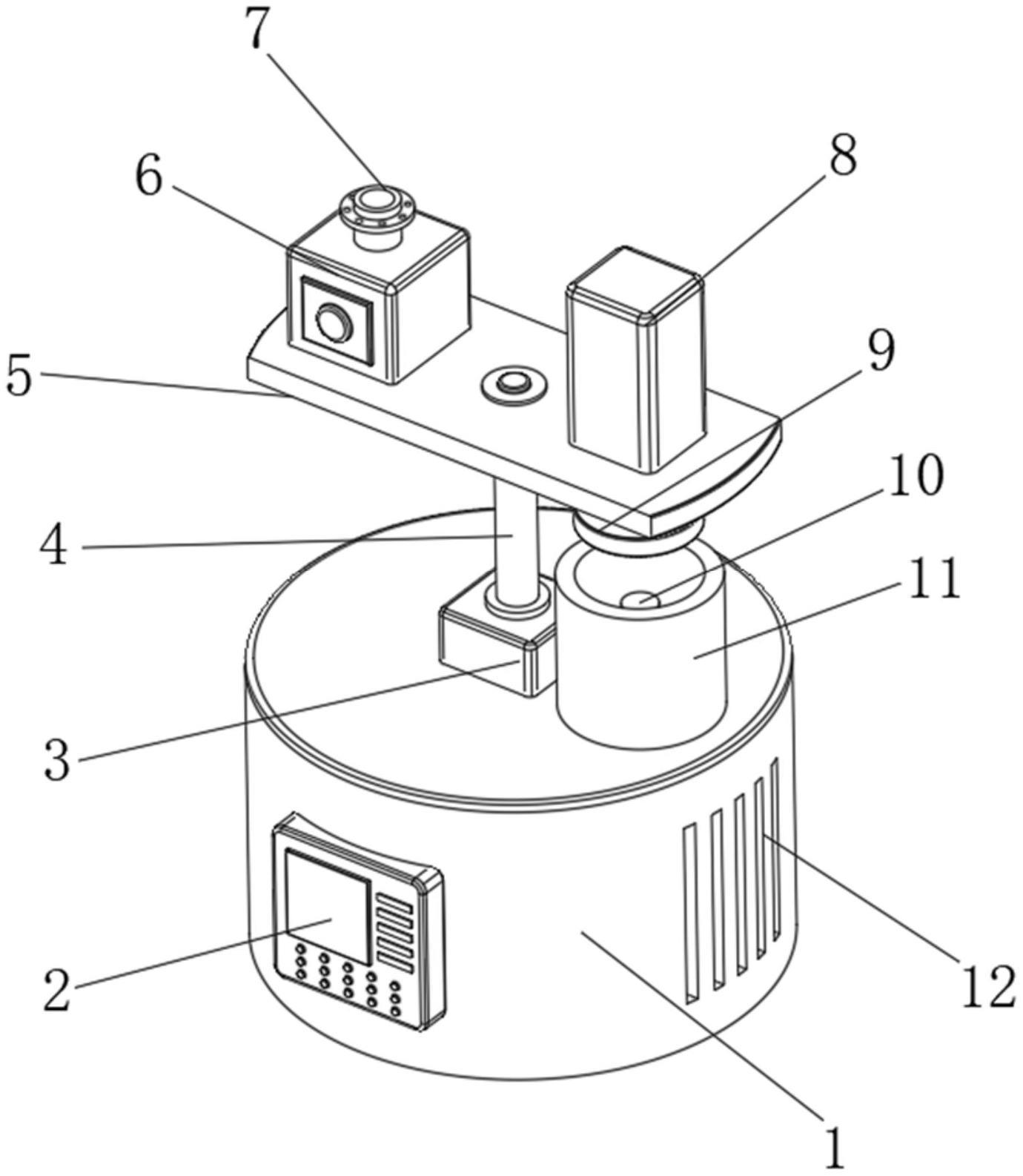
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种辅助压实装置,包括装配舱和液压伸缩柱,所述装配舱上固定套装有模具管,所述液压伸缩柱中活动套装有压实台,所述液压伸缩柱位于模具管的上方,且液压伸缩柱的驱动轴下方固定套装有压盘,所述装配舱中固定安装有伺服电机,且装配舱的顶部套装有与伺服电机位置相对应的减速器,所述伺服电机的驱动轴与减速器的输入轴之间相互关联,所述减速器的输出轴上套装有旋转轴,所述旋转轴的顶端套装有安装板,所述液压伸缩柱固定安装在安装板上,所述安装板上套装有与液压伸缩柱对称分布的灌料机构。
3、进一步的,所述压盘和压实台均与模具管之间相互匹配,且压实台的高度值小于模具管的高度值。
4、进一步的,所述装配舱中固定安装有位于模具管下方的电动推杆,所述电动推杆的驱动轴顶端与压实台的底部之间固定连接。
5、进一步的,所述灌料机构的顶部套装有输料管口,所述输料管口的外侧开设有均匀分布的连接孔。
6、进一步的,所述装配舱的外侧固定安装有控制器,所述控制器与伺服电机、电动推杆、灌料机构、液压伸缩柱之间均电性连接。
7、进一步的,所述装配舱的外侧开设有均匀分布的散热口,所述散热口的分布位置与控制器、伺服电机的位置相对应。
8、进一步的,所述电动推杆收缩状态下时压实台的底端与模具管的底端齐平,所述压实台顶端与模具管顶端之间的间距大于压盘的厚度值。
9、本实用新型提供了一种辅助压实装置,具备以下有益效果:
10、1、该辅助压实装置,通过伺服电机和减速器以及旋转轴和安装板的配合使用,使得该辅助压实装置在安装板上装配了液压伸缩柱和灌料机构,伺服电机工作后可通过其驱动轴带动减速器工作,减速器工作并减速后通过旋转轴带动安装板整体偏转,改变液压伸缩柱和灌料机构的位置,使得灌料机构可位于模具管的上方进行自动灌料,灌料外部后切换液压伸缩柱进行辅助压实,从而进一步的提升了该辅助压实装置工作过程中的自动化程度,进一步的降低了工作人员的劳动负担。
11、2、该辅助压实装置,通过电动推杆和压实台以及模具管的配合使用,使得该辅助压实装置在进行灌料压实工作的过程中,压实台在电动推杆的作用下保持套接在模具管中,配合模具管形成滑动水口成型的压实模具,完成压实成型后,压盘从模具管中退出,电动推杆工作并通过其驱动轴将压实台整体顶起,直至压实台带动定型后的滑动水口产品从模具管中移出,易于工作人员对其进行收取。
技术特征:
1.一种辅助压实装置,包括装配舱(1)和液压伸缩柱(8),所述装配舱(1)上固定套装有模具管(11),所述液压伸缩柱(8)中活动套装有压实台(10),所述液压伸缩柱(8)位于模具管(11)的上方,且液压伸缩柱(8)的驱动轴下方固定套装有压盘(9),其特征在于:所述装配舱(1)中固定安装有伺服电机(13),且装配舱(1)的顶部套装有与伺服电机(13)位置相对应的减速器(3),所述伺服电机(13)的驱动轴与减速器(3)的输入轴之间相互关联,所述减速器(3)的输出轴上套装有旋转轴(4),所述旋转轴(4)的顶端套装有安装板(5),所述液压伸缩柱(8)固定安装在安装板(5)上,所述安装板(5)上套装有与液压伸缩柱(8)对称分布的灌料机构(6)。
2.根据权利要求1所述的一种辅助压实装置,其特征在于:所述压盘(9)和压实台(10)均与模具管(11)之间相互匹配,且压实台(10)的高度值小于模具管(11)的高度值。
3.根据权利要求2所述的一种辅助压实装置,其特征在于:所述装配舱(1)中固定安装有位于模具管(11)下方的电动推杆(14),所述电动推杆(14)的驱动轴顶端与压实台(10)的底部之间固定连接。
4.根据权利要求1所述的一种辅助压实装置,其特征在于:所述灌料机构(6)的顶部套装有输料管口(7),所述输料管口(7)的外侧开设有均匀分布的连接孔。
5.根据权利要求3所述的一种辅助压实装置,其特征在于:所述装配舱(1)的外侧固定安装有控制器(2),所述控制器(2)与伺服电机(13)、电动推杆(14)、灌料机构(6)、液压伸缩柱(8)之间均电性连接。
6.根据权利要求5所述的一种辅助压实装置,其特征在于:所述装配舱(1)的外侧开设有均匀分布的散热口(12),所述散热口(12)的分布位置与控制器(2)、伺服电机(13)的位置相对应。
7.根据权利要求3所述的一种辅助压实装置,其特征在于:所述电动推杆(14)收缩状态下时压实台(10)的底端与模具管(11)的底端齐平,所述压实台(10)顶端与模具管(11)顶端之间的间距大于压盘(9)的厚度值。
技术总结
本技术公开了一种辅助压实装置,涉及滑动水口成型技术领域,包括装配舱和液压伸缩柱,所述装配舱上固定套装有模具管,所述液压伸缩柱中活动套装有压实台。该辅助压实装置,通过伺服电机和减速器以及旋转轴和安装板的配合使用,使得该辅助压实装置在安装板上装配了液压伸缩柱和灌料机构,伺服电机工作后可通过其驱动轴带动减速器工作,减速器工作并减速后通过旋转轴带动安装板整体偏转,改变液压伸缩柱和灌料机构的位置,使得灌料机构可位于模具管的上方进行自动灌料,灌料外部后切换液压伸缩柱进行辅助压实,从而进一步的提升了该辅助压实装置工作过程中的自动化程度,进一步的降低了工作人员的劳动负担。
技术研发人员:丁胜利,陈运喜,杨学彬,梁自强
受保护的技术使用者:偃师市诚鼎耐火材料有限公司
技术研发日:20230510
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!