一种重卡用车架连接架静压板铸造模具的制作方法
本技术涉及铸造模具,具体为一种重卡用车架连接架静压板铸造模具。
背景技术:
1、重卡用车架连接架是车架和驾驶室联结的关键部件,与方向机支架、板簧支座、摆臂支架、驾驶室悬置等多个零部件存在装配关系,因此,其结构的综合力学性能直接影响重卡汽车行驶安全。
2、由于重卡用车架连接架采用轻量化设计,壁厚相差较大,铸造工艺性较差,尤其是铸件中的安装凸台较多且厚大,孤立热节较多,形成缩孔缩松倾向较大;同时,重卡用车架连接架属于薄壁球墨铸铁件,且外形尺寸较大,在远离浇口一侧极易出现冷隔缺陷,这些原因导致在实际生产中该类产品废品率居高不下。
3、因此,我们提出一种重卡用车架连接架静压板铸造模具。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种重卡用车架连接架静压板铸造模具。
2、本实用新型公开的一种重卡用车架连接架静压板铸造模具,包括上模板和下模板,以及通过螺栓紧固方式分别装配在上模板和下模板上的浇注系统,所述上模板和下模板上各装配有二分之一铸件模具,所述浇注系统分布在铸件模具的两侧,所述上模中的铸件模具对应铸件热节部位均放置有冷铁,所述上模的一侧还安装有排气棒;所述浇注系统包括三个热冒口、两个冷冒口、浇口杯以及浇道a和浇道b。
3、进一步的,所述上模和下模的模具分型面为多级曲面分型,并从模具的型板面开始依次为第一至第九分型面。
4、进一步的,三个所述热冒口分布在浇口杯的两侧;且三个热冒口分别分布固定在第三分型面、第四分型面和第五分型面上。
5、进一步的,所述排气棒有两个,两个所述排气棒与两个所述冷冒口均布设在上模远离浇口杯的一端,且两个排气棒分别位于第七分型面和第八分型面上,两个冷冒口则位于第七分型面上。
6、进一步的,三个所述热冒口通过浇道a和浇道b与浇口杯连通,且三个所述热冒口的一侧均设有梯形的内浇口。
7、进一步的,所述上模中的铸件模具用来安装冷铁的热节部位设有安装座,所述安装座中心设有定位孔,所述定位孔的两侧过盈配合有强力磁铁,所述冷铁的底部对应定位孔的位置一体成型有定位凸台。
8、进一步的,所述下模板中的铸件模具的热节部位设有放置冷铁模型段,以便于在下模型腔的对应位置放置冷铁。
9、进一步的,所述下模中的铸件模具用来安装冷铁的热节部位设有冷铁放置加长段。
10、与现有技术相比,本实用新型的有益效果如下:
11、本实用新型采用多个热冒口对铸件进行“快充型,强补缩”,能够有效提高铸件的充型速度,并增强冒口补缩范围;而且配合采用定位凸台和强力磁铁将冷铁固定在上模中,保证了冷铁固定不移位,提高了铸件表面质量和尺寸精度,同时受冷铁激冷作用,还能有效消除铸件热节部位缩孔风险;另外,在铸件远端设计冷冒口,还能明显改善铸件的气孔、冷隔等缺陷,可大大降低铸件的废品率,从而降低生产成本。
技术特征:
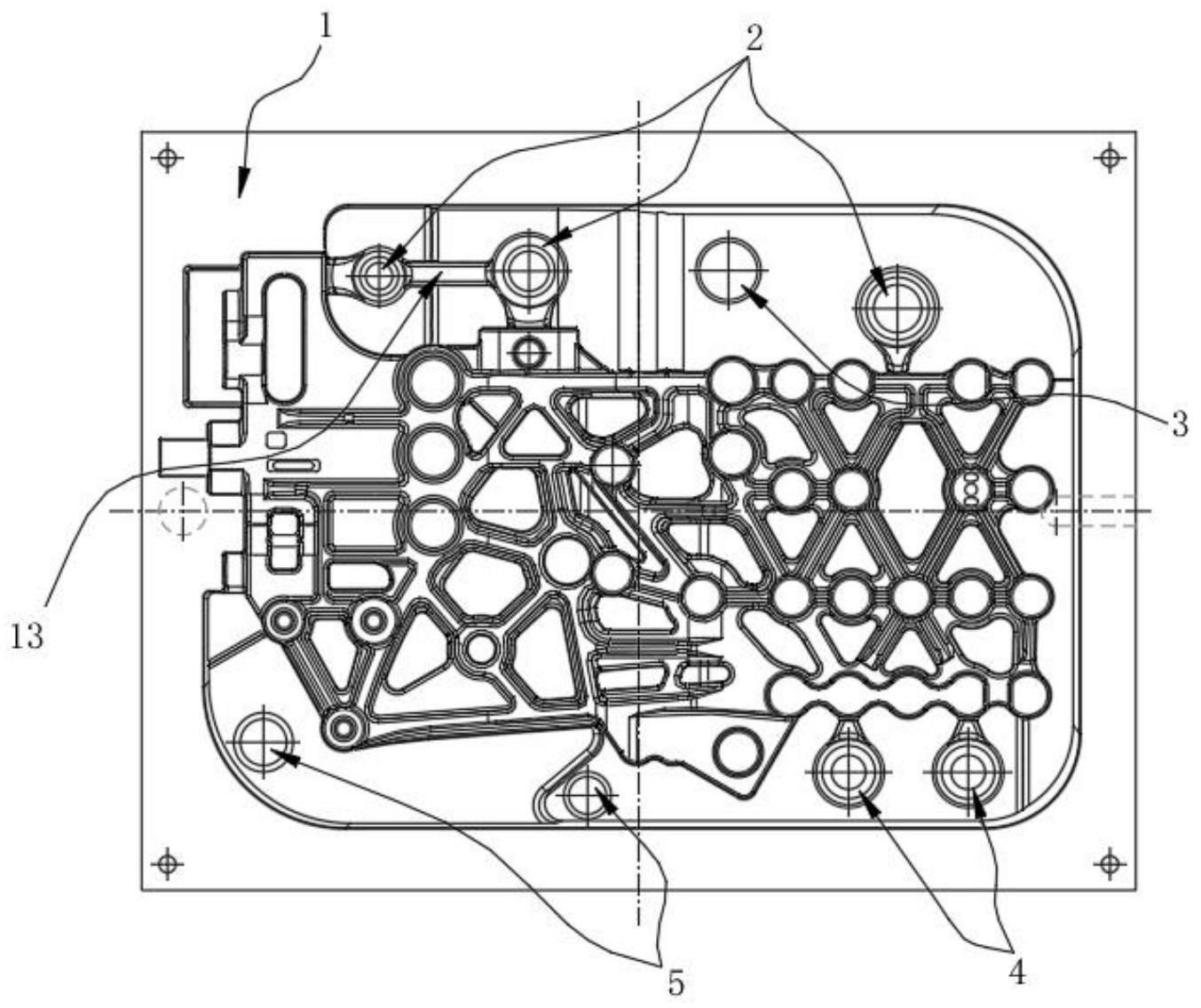
1.一种重卡用车架连接架静压板铸造模具,包括上模板(1)和下模板(6),以及通过螺栓紧固方式分别装配在上模板(1)和下模板(6)上的浇注系统,其特征在于:所述上模板(1)和下模板(6)上各装配有二分之一铸件模具(11),所述浇注系统分布在铸件模具(11)的两侧,所述上模板(1)中的铸件模具(11)对应铸件热节部位均放置有冷铁(7),所述上模板(1)的一侧还安装有排气棒(5);所述浇注系统包括三个热冒口(2)、两个冷冒口(4)、浇口杯(3)以及浇道a(12)和浇道b(13)。
2.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:所述上模板(1)和下模板(6)的模具分型面为多级曲面分型,并从模具的型板面开始依次为第一至第九分型面。
3.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:三个所述热冒口(2)分布在浇口杯(3)的两侧;且三个热冒口(2)分别分布固定在第三分型面、第四分型面和第五分型面上。
4.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:所述排气棒(5)有两个,两个所述排气棒(5)与两个所述冷冒口(4)均布设在上模板(1)远离浇口杯(3)的一端,且两个排气棒(5)分别位于第七分型面和第八分型面上,两个冷冒口(4)则位于第七分型面上。
5.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:三个所述热冒口(2)通过浇道a(12)和浇道b(13)与浇口杯(3)连通,且三个所述热冒口(2)的一侧均设有梯形的内浇口。
6.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:所述上模板(1)中的铸件模具(11)用来安装冷铁(7)的热节部位设有安装座,所述安装座中心设有定位孔(10),所述定位孔(10)的两侧过盈配合有强力磁铁(8),所述冷铁(7)的底部对应定位孔(10)的位置一体成型有定位凸台(9)。
7.根据权利要求1所述的一种重卡用车架连接架静压板铸造模具,其特征在于:所述下模板(6)中的铸件模具(11)的热节部位设有放置冷铁(7)模型段,以便于在下模型腔的对应位置放置冷铁(7)。
技术总结
本技术公开了一种重卡用车架连接架静压板铸造模具,涉及铸造模具技术领域,具体包括上模板和下模板,以及通过螺栓紧固方式分别装配在上模板和下模板上的浇注系统,上模板和下模板上各装配有二分之一铸件模具,浇注系统分布在铸件模具的两侧,上模板中的铸件模具对应铸件热节部位均放置有冷铁,上模的一侧还安装有排气棒。本技术采用多个热冒口对铸件进行“快充型,强补缩”,能够有效提高铸件的充型速度,并增强冒口补缩范围;而且还能有效消除铸件热节部位缩孔风险;以及明显改善铸件的气孔、冷隔等缺陷,可大大降低铸件的废品率,从而降低生产成本。
技术研发人员:丁以刚,何强,王欣
受保护的技术使用者:湖北丹江口志成铸造股份有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!