真空精密铸造炉铸型升降装置的制作方法
本技术的实施例涉及一种真空精密铸造炉铸型升降装置的升降装置,特别涉及一种应用于真空精密铸造炉铸型升降装置的真空精密铸造炉铸型升降装置。
背景技术:
1、真空精密铸造炉通常采用多腔室结构,主体包括熔炼室、铸型室、加料室等,其中熔炼室完成金属母材通过感应线圈加热熔化成成份较为纯净的液态金属的过程;铸型室会根据熔炼要求的差异安置不同的模具进行金属液体的凝固;对于单晶定向凝固要求的产品,在熔炼室内放置保温坩埚,铸型室内将预热至一定温度的模壳通过升降机构送至熔炼室预热至要求温度,在熔炼室中将坩埚中具有一定过热度液态金属浇注到模壳中在保温包内维持一定的温度要求,通过拉晶机构实现铸件的定向凝固结晶,单晶结构仅在定向凝固炉基础上在模壳底部增加一套几何选晶结构即可。
2、要满足上述的凝固及定向凝固质量要求,对真空精密铸造炉的铸型升降提出高要求,现有技术中的驱动机构与升降机构并排设计,驱动机构带动滚珠丝杆旋转,滚珠丝杆通过辅助支架机构连通驱动机构,通过滚珠丝杆的上下往复运动同向带动升降机构运动,由于升降机构上放置有模壳及浇铸的金属液,在铸型升降高速运行中存在抖动等问题,模壳升降运行不稳定,降低了控制精度,最终影响产品质量。
技术实现思路
1、本实用新型的实施方式的目的在于提供一种真空精密铸造炉铸型升降装置,以解决精密铸造炉铸型高速升降抖动等安全性、产品质量的稳定性的问题。
2、为了实现上述目的,本实用新型的实施方式设计了一种真空精密铸造炉铸型升降装置,包括:
3、铸型室;
4、密封连接衬套,在所述铸型室的下部固定连接所述的密封连接衬套;
5、升降机构,所述升降机构沿着预设方向上贯穿所述密封连接衬套,所述升降机构的一端设置于铸型室内,
6、驱动机构,所述升降机构的另一端穿过所述密封连接衬套后与所述驱动机构的一侧连接;
7、密封机构,在所述的密封连接衬套的两侧,在所述升降机构与所述的密封连接衬套之间设置所述的密封机构;
8、支撑机构,设置在所述密封连接衬套的下方;所述的升降机构和所述驱动机构设置在所述支撑机构上方;
9、主控装置,所述主控装置控制所述驱动机构,驱动所述升降机构,沿着所述预设方向往复运动。
10、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的升降机构,还包括:
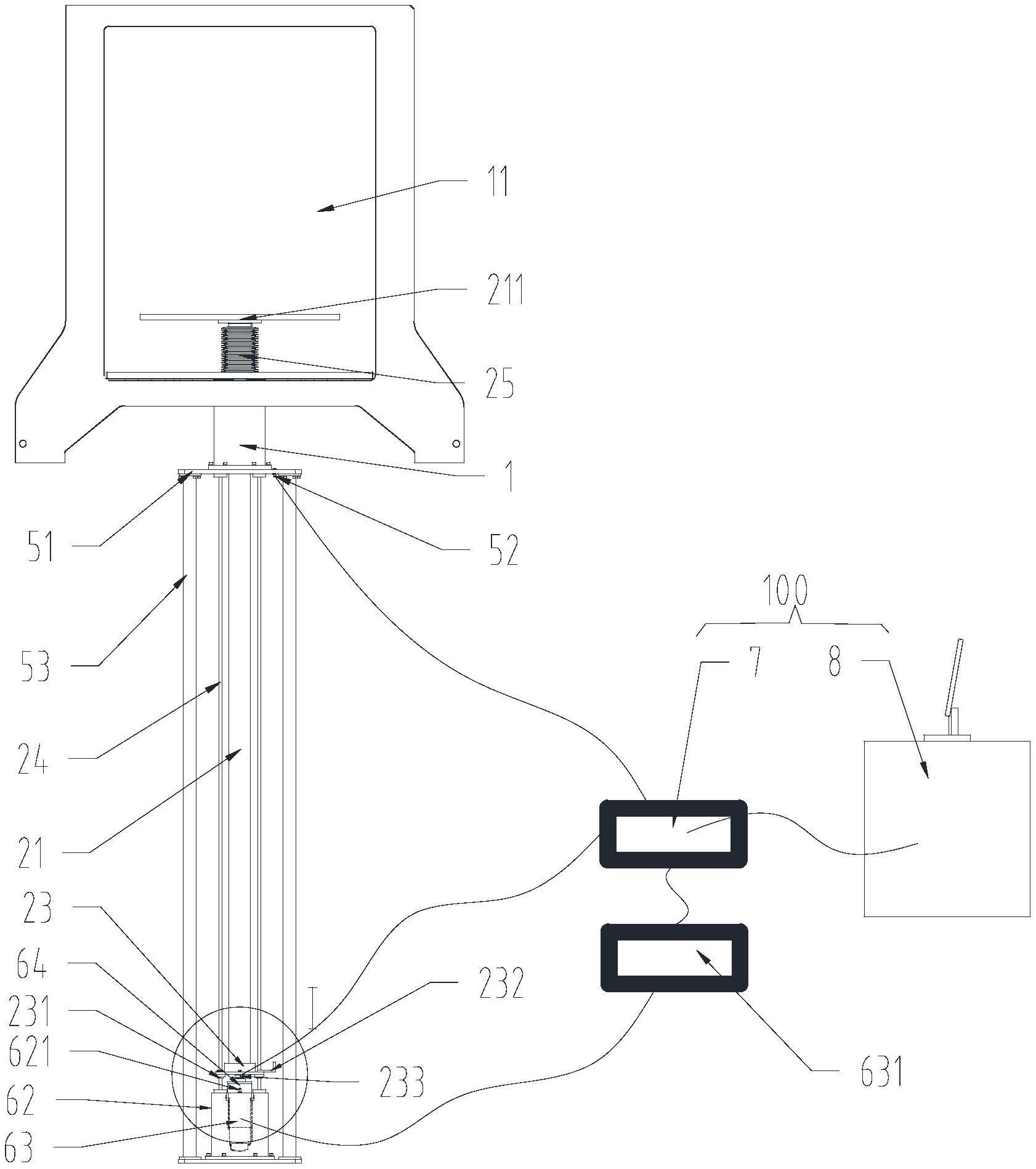
11、升降轴,所述升降轴的中心呈空管状;所述升降轴沿着所述铸型室11的中心轴线设置,从所述铸型室的中心轴线自上而下依次垂直贯穿所述铸型室、所述密封连接衬套、上支撑板;
12、模具托盘,在所述升降轴的上端固定连接所述模具托盘;
13、导柱法兰件,所述升降轴的下端固定在所述导柱法兰件的上方;
14、保护套,所述保护套的下端固定于所述的铸型室的底面;所述保护套的上端固定于所述模具托盘,所述保护套随所述升降轴垂直方向往复收缩运动并保护所述升降轴;
15、所述导柱法兰件呈凸形结构,所述导柱法兰件的一端通过螺栓固定于所述升降轴外侧的底部;
16、所述导柱法兰件的另一端在位于所述升降轴的中心线方向的两侧穿孔并通过滑动轴承件活动连接相应导向滑柱上,使所述导柱法兰件带动所述升降轴在所述导向滑柱上保持垂直方向往复运动;
17、所述上限位接近开关相对于所述导柱法兰件在垂直方向上对应位置设置有上限位接近开关感应板,在所述导柱法兰件的下端面设置有下限位接近开关感应板;
18、导向滑柱,在所述升降轴中心线方向相对位置垂直设置若干组所述导向滑柱,所述导向滑柱一端通过螺栓固定于上支撑板的下端面,所述的导向滑柱另一端通过螺栓固定于驱动安装罩的上端面;
19、滚珠丝杆,在所述升降轴中心空管内设置带螺纹状的所述滚珠丝杆,所述滚珠丝杆底端面通过联轴器与伺服电机连接;
20、所述滚珠丝杆的顶端面设置有导向柱,所述滚珠丝杆带动所述导向柱上下移动于升降轴中空管内;
21、滚珠螺母,在所述升降轴的轴心内侧下端固定有所述滚珠螺母,并通过螺旋密封圈密封固定在所述滚珠丝杆下端。
22、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的密封机构,还包括:
23、上密封机构和下密封机构;
24、在所述的密封连接衬套的上方,在所述升降机构与所述的密封连接衬套之间设置所述的上密封机构;
25、所述的密封连接衬套的下方,在所述升降机构与所述的密封连接衬套之间设置所述的下密封机构。
26、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的上密封机构,还包括:
27、上密封法兰件,所述上密封法兰件设置在所述密封连接衬套与所述的升降机构之间,通过螺栓固定于密封连接衬套上;
28、防尘圈固定法兰件,所述防尘圈固定法兰件设置在所述密封连接衬套的上方,所述防尘圈固定法兰件的下端面通过螺栓固定于所述上密封法兰件的上方;
29、防尘圈盖板,固定在所述防尘圈固定法兰件32的上方;
30、异性防尘密封圈,在所述防尘圈盖板下方、所述防尘圈固定法兰件与所述升降机构之间设置所述异性防尘密封圈;
31、第一o型密封圈和星型密封圈,在所述上密封法兰件31与所述升降机构2之间设置至少一个所述第一o型密封圈和若干个所述星型密封圈。
32、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的下密封机构包括:
33、下密封法兰件,在所述密封连接衬套的下方固定所述下密封法兰件;
34、第二o型密封圈,在所述下密封法兰件与所述升降机构及密封连接衬套之间分别设置若干组所述的第二o型密封圈。
35、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述支撑机构,还包括:
36、上支撑板,所述上支撑板固定于所述密封连接衬套的下方;所述上支撑板与所述升降机构同轴并在中心位上设置有上下贯穿的通孔,所述升降机构穿过所述的通孔,在所述上支撑板的下方设置有上限位接近开关;
37、支撑柱,在相对于升降机构的中心对称位置分别设置有若干根支撑柱,所述支撑柱的一端通过螺栓固定在所述上支撑板51的下方,
38、下支撑板,所述支撑柱的另一端固定连接所述下支撑板。
39、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的驱动机构,还包括:
40、驱动安装罩,所述驱动安装罩的一端固定于下支撑板,所述驱动安装罩另一端与升降机构同轴连接,所述驱动安装罩的上端面相对于下限位接近开关感应板,在垂直方向上对应设置下限位接近开关;
41、驱动组件,所述驱动组件设置于驱动安装罩内部,通过联轴器连接滚珠丝杆。
42、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的驱动组件还包括:伺服电机和联轴器;
43、所述伺服电机设置于驱动安装罩内部;
44、所述伺服电机通过联轴器连接滚珠丝杆。
45、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,在所述的伺服电机的内部设置伺服编码器,所述伺服编码器反馈升降轴的位置参数。
46、进一步,在本实用新型的真空精密铸造炉铸型升降装置中,所述的主控装置,还包括
47、plc控制器,在主控装置中设置所述的plc控制器;作为控制器;
48、pc人机界面,所述的plc控制器与所述的pc人机界面通讯连接,在所述pc人机界面内输入伺服电机的驱动速度及位置参数;
49、伺服驱动控制器,所述plc控制器与伺服驱动控制器通讯连接;所述伺服驱动控制器控制所述伺服电机的旋转速度;所述伺服驱动控制器与伺服编码器通讯连接,所述伺服编码器反馈升降轴的位置参数;
50、上限位接近开关及下限位接近开关;所述的plc控制器与所述的上限位接近开关及所述的下限位接近开关分别电性连接;
51、所述的伺服驱动控制器控制所述伺服电机旋转,所述伺服电机带动联轴器驱动滚珠丝杆旋转,所述滚珠丝杆的旋转带动滚珠螺母的相对旋转运动,驱动与滚珠螺母固定连接的所述升降轴;导柱法兰件沿着导向滑柱在垂直方向运动,实现铸型升降;在铸型升降过程中,所述上限位接近开关及所述下限位接近开关分别为膜壳升降的上、下极限位置,触发信号反馈至plc控制器,由plc控制器控制伺服电机启停,保护升降机构。
52、本实用新型的实施方式同现有技术相比,采用了在铸型室的下部固定连接密封连接衬套;升降机构沿着预设方向上贯穿密封连接衬套,升降机构的一端设置于铸型室内,升降机构的另一端穿过密封连接衬套后与驱动机构的一侧连接;在密封连接衬套的两侧,在升降机构与密封连接衬套之间设置密封机构;设置在所述密封连接衬套的下方;升降机构和驱动机构设置在支撑机构上方;主控装置控制驱动机构,驱动升降机构,沿着预设方向往复运动。
53、在本实用新型真空精密铸造炉铸型升降装置的升降过程均由plc控制器、pc人机界面来控制及动态显示操作,通过在pc人机界面输入铸型升降位置参数,plc控制器控制伺服驱动控制器驱动来驱动服电机旋转,伺服电机带动联轴器驱动滚珠丝杆旋转,滚珠丝杆的旋转带动滚珠螺母的相对旋转,由滚珠螺母带动升降机构垂直方向运动,实现铸型自动控制升降;
54、在本实用新型真空精密铸造炉铸型升降装置中的伺服编码器,反馈升降轴位置参数,实现升降机构的启停,同时在上支撑板下方设置有上限位接近开关,在驱动安装罩设置下限位接近开关,在铸型升降过程中,上限位接近开关及下限位接近开关分别为膜壳升降的上、下极限位置,触发信号反馈至plc控制器,由plc控制器控制伺服电机启停,保护升降机构,由上限位接近开关、下限位接近开关及伺服编码器实现升降机构的双重保护。
55、在本实用新型真空精密铸造炉铸型升降装置中的驱动机构设置在升降机构正下方,打破传统的驱动机构与升降机构并排设置,由驱动机构带动支持辅助装置再驱动升降机构运动,避免铸型升降高速运行中抖动,降低了控制精度,最终影响产品质量。
56、在本实用新型真空精密铸造炉铸型升降装置中的升降机构在铸型室受保护套及防尘圈盖板等防护,可防止浇铸过程中金属液飞溅和其他外来物划伤升降轴,保护升降轴。
57、在本实用新型真空精密铸造炉铸型升降装置中的整体结构设计紧凑,彻底解决铸型高速升降抖动等安全性问题,运行效率高,使用方便、操作简单。
58、上述的结构,解决了现有技术中的驱动机构与升降机构并排设计,驱动机构带动滚珠丝杆旋转,滚珠丝杆通过辅助支架机构连通驱动机构,通过滚珠丝杆的上下往复运动同向带动升降机构运动,由于升降机构上放置有模壳及浇铸的金属液,在铸型升降高速运行中存在抖动等技术问题,模壳升降运行不稳定,降低了控制精度,最终影响产品质量的弊端。
- 还没有人留言评论。精彩留言会获得点赞!