一种应用于磨床的自动送料压紧装置的制作方法
本技术涉及钕铁硼磁体加工生产,特别涉及一种应用于磨床的自动送料压紧装置。
背景技术:
1、双端面磨床是一种高效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,根据结构可分为卧式和立式两种,根据送料方式,又可分为贯穿式、转盘式、往复式,由于磨削出的产品精度高,生产效率高,在生产磁性材料上应用比较多。
2、目前车间内,钕铁硼机械加工的过程中是通过双端面磨床来加工钕铁硼磁钢的端面尺寸,由于磁钢成型的时候,相邻2个端面不是相对垂直,目前现有的双端面磨床加工过程中也会跟着加工2个端面不是相对垂直,并不能加工修正垂直度,磁钢工件都是通过一块推一块的方式送进双端面磨床内加工,此种加工最大的缺点就是无法保证2个相邻面的垂直度。
技术实现思路
1、为了克服上述不足,本实用新型的目的是提供一种应用于磨床的自动送料压紧装置,其通过顶升机构将磁钢从自动送料上料装置上顶起来,再由侧推机构将磁钢推入夹紧工位,由压紧装置中夹紧机构对磁钢进行水平夹紧,同时由压紧机构对磁钢的上端面压紧,因将磁钢固定住,磁钢的下端面固定成水平端面,再通过移动机构将磁钢送至磨轮处加工,磨轮与水平端面是成垂直角度,则可以将磁钢的两侧端面加工成与水平端面垂直的端面。
2、本实用新型解决其技术问题的技术方案是:
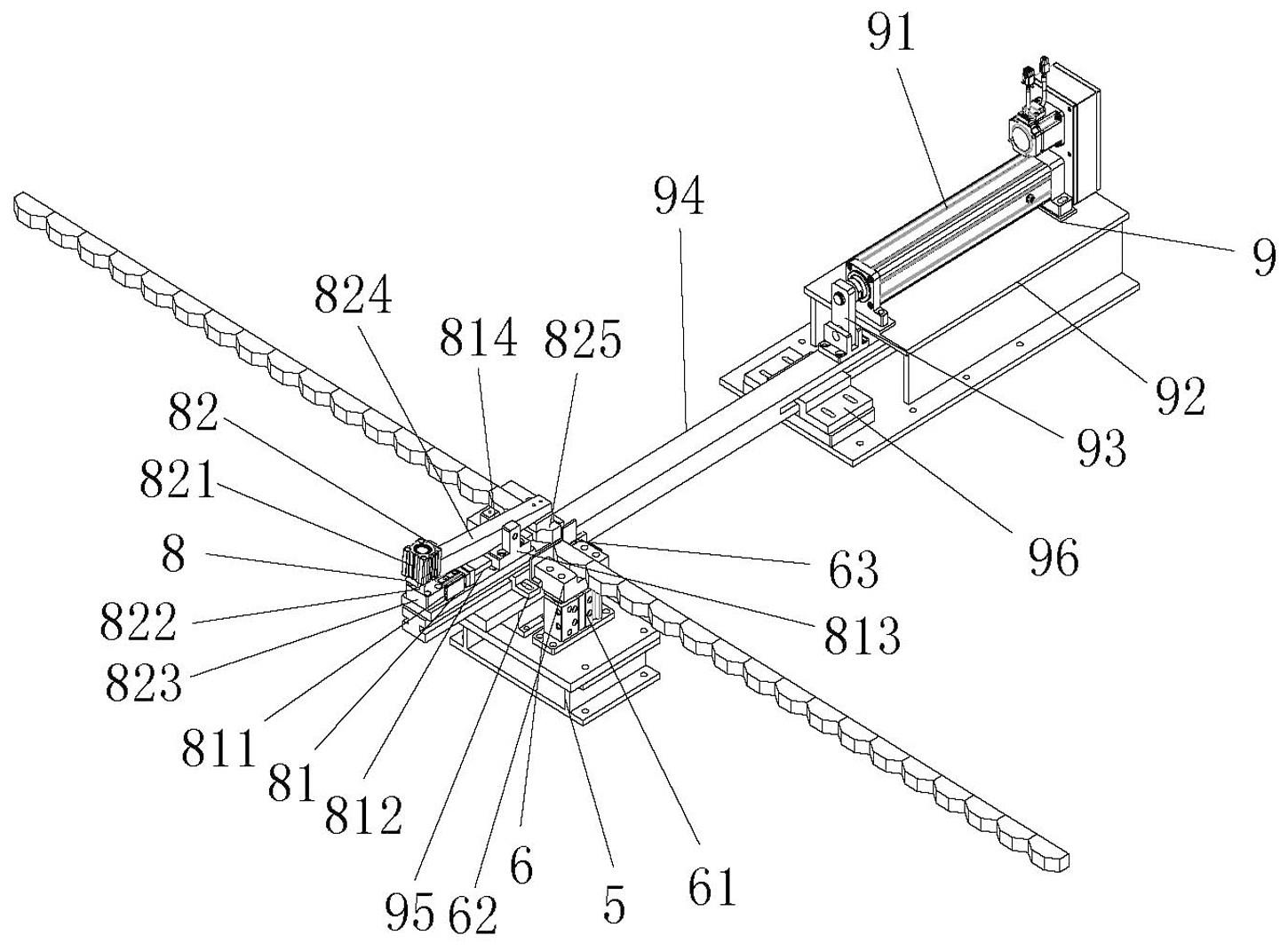
3、一种应用于磨床的自动送料压紧装置,其安装在双端面磨床的机体上,所述机体上设置有用于送料的自动送料上料装置、用于下料的下料输送装置及用于加工的磨轮,其中,包括安装在所述机体上的用于将所述自动送料上料装置上的磁钢顶起的顶升机构、用于将所述顶升机构顶起的磁钢推出去的侧推机构、用于压紧磁钢的压紧装置及用于带动所述压紧装置上的磁钢至所述磨轮处的移动机构;所述自动送料上料装置的位置高度低于所述下料输送装置的位置高度,所述压紧装置包括用于夹紧磁钢的夹紧机构和用于压紧磁钢的压紧机构,所述夹紧机构包括夹紧气缸、夹紧座和夹紧板,所述夹紧气缸与所述夹紧板连接,所述夹紧座与所述夹紧板连接,所述夹紧座上设置有凹槽,所述压紧机构包括压紧气缸、气缸连杆、压紧座、压紧连杆和铰接座,所述压紧座与所述铰接座均连接在所述移动机构上,所述压紧座处于所述夹紧气缸的一侧,所述铰接座处于所述夹紧座的一侧,所述压紧气缸连接在所述压紧连杆的一端且通过所述气缸连杆与所述压紧座连接,所述压紧连杆的另一端铰接在所述铰接座上,所述夹紧座与所述铰接座之间设置有用于存放磁钢的夹紧工位,所述压紧连杆的杆身卡入所述夹紧座的凹槽内。
4、作为本实用新型的一种改进,所述移动机构包括伺服电缸、安装座、连接块、滑动连杆、前调整块和后调整块,所述伺服电缸通过所述安装座连接在所述机体上,所述前调整块和后调整块均固定连接在所述机体上,所述伺服电缸通过所述连接块与所述滑动连杆连接,所述滑动连杆滑动连接在所述前调整块和后调整块上,所述压紧装置固定连接在所述前调整块上。
5、作为本实用新型的进一步改进,所述滑动连杆上设置有前滑道和后滑道,所述前调整块滑动连接在所述前滑道内,所述后调整块滑动连接在所述后滑道内。
6、作为本实用新型的更进一步改进,所述顶升机构包括连接在所述机体上的顶升气缸及与所述顶升气缸连接的顶升座,所述顶升座只能存放一个磁钢。
7、作为本实用新型的更进一步改进,所述顶升座处设置有用于感应磁钢的磁钢感应器。
8、作为本实用新型的更进一步改进,所述侧推机构包括连接在所述机体上的侧推气缸及与所述侧推气缸连接的侧推杆,所述侧推杆与侧推板连接。
9、作为本实用新型的更进一步改进,所述侧推板呈t型。
10、作为本实用新型的更进一步改进,所述自动送料上料装置上设置有用于输送磁钢的上料轨道。
11、作为本实用新型的更进一步改进,所述下料输送装置上设置有用于输送磁钢的下料轨道。
12、在本实用新型内,通过顶升机构将磁钢从自动送料上料装置上顶起来,再由侧推机构将磁钢推入夹紧工位,由压紧装置中夹紧机构对磁钢进行水平夹紧,同时由压紧机构对磁钢的上端面压紧,因将磁钢固定住,磁钢的下端面固定成水平端面,再通过移动机构将磁钢送至磨轮处加工,磨轮与水平端面是成垂直角度,则可以将磁钢的两侧端面加工成与水平端面垂直的端面;本实用新型在双端面磨床的基础上升级夹持部分及自动送料部分,从而解决了由于磁钢工件2个相邻面不垂直的问题,只需在双端面磨床上进行技术改进,不破坏双端面磨床的原有结构,本实用新型操作方便,实用性更好。
技术特征:
1.一种应用于磨床的自动送料压紧装置,其安装在双端面磨床的机体上,所述机体上设置有用于送料的自动送料上料装置、用于下料的下料输送装置及用于加工的磨轮,其特征在于,包括安装在所述机体上的用于将所述自动送料上料装置上的磁钢顶起的顶升机构、用于将所述顶升机构顶起的磁钢推出去的侧推机构、用于压紧磁钢的压紧装置及用于带动所述压紧装置上的磁钢至所述磨轮处的移动机构;所述自动送料上料装置的位置高度低于所述下料输送装置的位置高度,所述压紧装置包括用于夹紧磁钢的夹紧机构和用于压紧磁钢的压紧机构,所述夹紧机构包括夹紧气缸、夹紧座和夹紧板,所述夹紧气缸与所述夹紧板连接,所述夹紧座与所述夹紧板连接,所述夹紧座上设置有凹槽,所述压紧机构包括压紧气缸、气缸连杆、压紧座、压紧连杆和铰接座,所述压紧座与所述铰接座均连接在所述移动机构上,所述压紧座处于所述夹紧气缸的一侧,所述铰接座处于所述夹紧座的一侧,所述压紧气缸连接在所述压紧连杆的一端且通过所述气缸连杆与所述压紧座连接,所述压紧连杆的另一端铰接在所述铰接座上,所述夹紧座与所述铰接座之间设置有用于存放磁钢的夹紧工位,所述压紧连杆的杆身卡入所述夹紧座的凹槽内。
2.根据权利要求1所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述移动机构包括伺服电缸、安装座、连接块、滑动连杆、前调整块和后调整块,所述伺服电缸通过所述安装座连接在所述机体上,所述前调整块和后调整块均固定连接在所述机体上,所述伺服电缸通过所述连接块与所述滑动连杆连接,所述滑动连杆滑动连接在所述前调整块和后调整块上,所述压紧装置固定连接在所述前调整块上。
3.根据权利要求2所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述滑动连杆上设置有前滑道和后滑道,所述前调整块滑动连接在所述前滑道内,所述后调整块滑动连接在所述后滑道内。
4.根据权利要求1所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述顶升机构包括连接在所述机体上的顶升气缸及与所述顶升气缸连接的顶升座,所述顶升座只能存放一个磁钢。
5.根据权利要求4所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述顶升座处设置有用于感应磁钢的磁钢感应器。
6.根据权利要求1所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述侧推机构包括连接在所述机体上的侧推气缸及与所述侧推气缸连接的侧推杆,所述侧推杆与侧推板连接。
7.根据权利要求6所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述侧推板呈t型。
8.根据权利要求1所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述自动送料上料装置上设置有用于输送磁钢的上料轨道。
9.根据权利要求1所述的一种应用于磨床的自动送料压紧装置,其特征在于,所述下料输送装置上设置有用于输送磁钢的下料轨道。
技术总结
本技术涉及钕铁硼磁体加工生产技术领域,特别涉及一种应用于磨床的自动送料压紧装置;在本技术内,通过顶升机构将磁钢从自动送料上料装置上顶起来,再由侧推机构将磁钢推入夹紧工位,由压紧装置中夹紧机构对磁钢进行水平夹紧,同时由压紧机构对磁钢的上端面压紧,因将磁钢固定住,磁钢的下端面固定成水平端面,再通过移动机构将磁钢送至磨轮处加工,磨轮与水平端面是成垂直角度,则可以将磁钢的两侧端面加工成与水平端面垂直的端面;本技术在双端面磨床的基础上升级夹持部分及自动送料部分,从而解决了由于磁钢工件两个相邻面不垂直的问题。
技术研发人员:肖燕飞,罗广,关开功,王海东,周铁夫
受保护的技术使用者:金力永磁(包头)科技有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!