射芯机行程控制装置的制作方法
本技术涉及电控制装置,尤其涉及一种射芯机行程控制装置。
背景技术:
1、射压式造型机是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。常用的有垂直分型无箱射压造型机和水平分型脱箱射压造型机。
2、射芯机动模开模行程为全程设计,在使用厚度小于300mm的模具时,每次开模取壳后需要等待动模开模到“n”位置后,才能启动合模按钮回到“1”位置完成合模,每次打壳都存在等待时间。
技术实现思路
1、鉴于此,本实用新型的目的在于,提供一种射芯机行程控制装置。
2、为了达到上述目的,进而采取的技术方案如下:
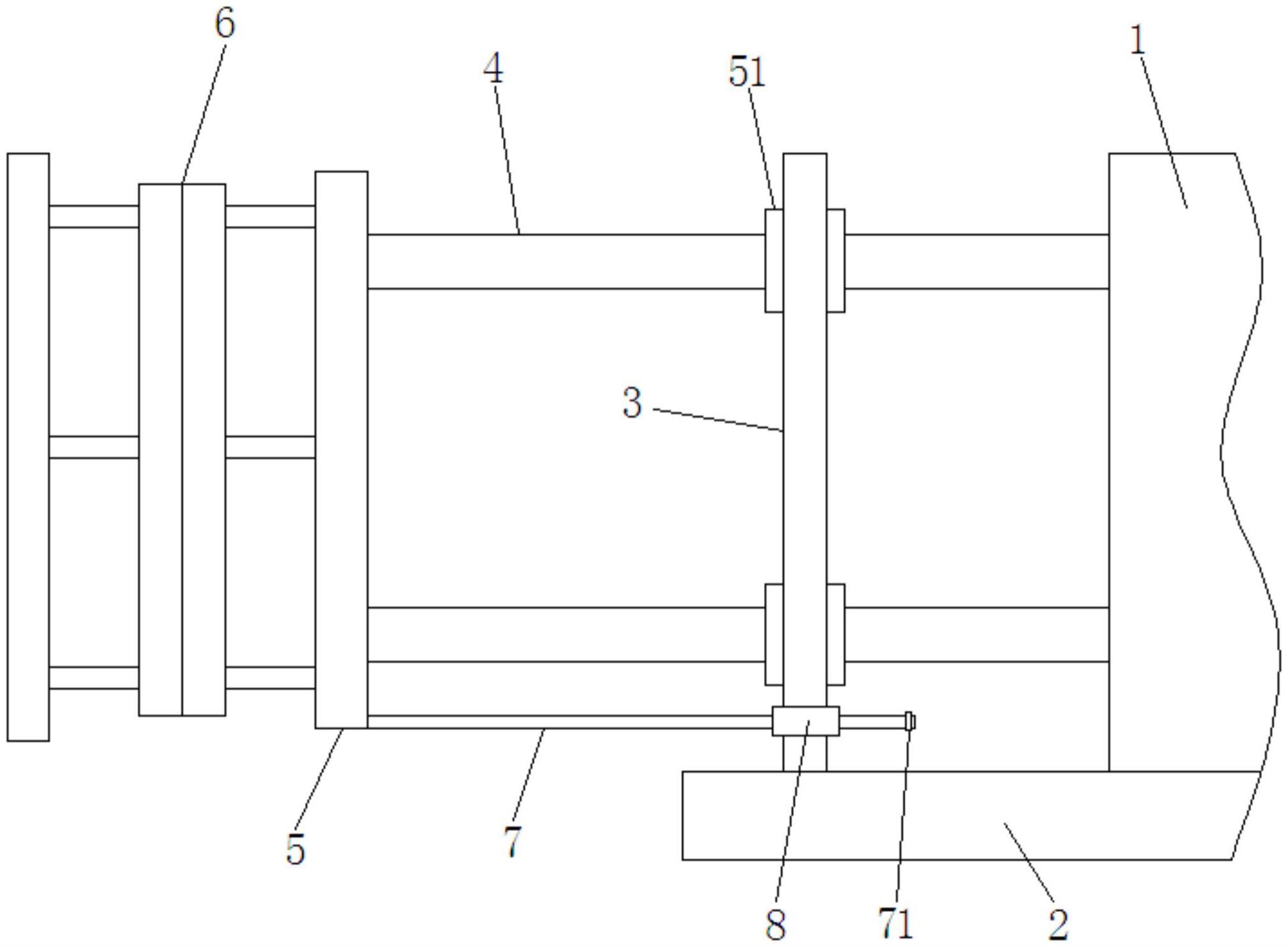
3、射芯机行程控制装置,包括液压行程机,所述液压行程机安装在基座上,基座上还安装有导向板;
4、所述液压行程机上的伸缩轴穿过导向板端部连接在行程板上,行程板前部设置有模芯;
5、所述行程板和导向板之间设置有行程杆,行程杆一端固定在行程板上,行程杆另一端滑动穿设在行程控制器上,行程控制器安装在导向板上。
6、作为本实用新型进一步的改进,所述行程杆靠近行程控制器的一端端末安装限位器,防止液压行程机行程超量。
7、作为本实用新型进一步的改进,所述导向板上安装有导向块,所述伸缩轴穿过导向块,增加装置使用寿命。
8、作为本实用新型进一步的改进,所述导向块上开设有注油孔,以保证伸缩轴与导向块之间的润滑度。
9、本实用新型的有益效果是:
10、本实用新型结构简单,设计巧妙,通过监测行程杆的行程量,实现了动模在“1+n”的形成任意位置停止,实现动模左右开合行程可控,缩短开模等待时间,提高了生产效率。
技术特征:
1.射芯机行程控制装置,其特征在于,包括液压行程机,所述液压行程机安装在基座上,基座上还安装有导向板;
2.根据权利要求1所述的射芯机行程控制装置,其特征在于,所述行程杆靠近行程控制器的一端端末安装限位器,防止液压行程机行程超量。
3.根据权利要求1所述的射芯机行程控制装置,其特征在于,所述导向板上安装有导向块,所述伸缩轴穿过导向块,增加装置使用寿命。
4.根据权利要求3所述的射芯机行程控制装置,其特征在于,所述导向块上开设有注油孔,以保证伸缩轴与导向块之间的润滑度。
技术总结
本技术涉及一种射芯机行程控制装置,包括液压行程机,液压行程机安装在基座上,基座上还安装有导向板;液压行程机上的伸缩轴穿过导向板端部连接在行程板上,行程板前部设置有模芯;行程板和导向板之间设置有行程杆,行程杆一端固定在行程板上,行程杆另一端滑动穿设在行程控制器上,行程控制器安装在导向板上;行程杆靠近行程控制器的一端端末安装限位器,防止液压行程机行程超量;导向板上安装有导向块,所述伸缩轴穿过导向块,增加装置使用寿命。本技术结构简单,设计巧妙,通过监测行程杆的行程量,实现了动模在“1+N”的形成任意位置停止,实现动模左右开合行程可控,缩短开模等待时间,提高了生产效率。
技术研发人员:宁联合,李国辉
受保护的技术使用者:山西巴瑞新材料有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!