一种组合式强化喷丸工装的制作方法
本技术涉及一种强化喷丸工装,具体涉及一种组合式强化喷丸工装。
背景技术:
1、强化喷丸是提高变速箱齿轮轴类零件疲劳强度和应力腐蚀抗力,进而提高零件寿命的一个非常重要的工序。而在喷丸工序的过程控制中,合理的工装设计是保证强化喷丸质量和提高生产效率的关键影响因素之一。
2、矿用车、新能源及amt变速箱齿轮、齿轮轴类零件种类多,零件结构尺寸跨度大,内径尺寸类型多,若根据每个零件的结构尺寸设计专用工装,将会造成工装种类繁多,每种工装利用率低,生产成本高的问题。另外,换产时工装更换占大部分时间,严重降低生产效率。
技术实现思路
1、本实用新型的目的是提供一种组合式强化喷丸工装,解决了工装种类繁多、每种工装利用率低、生产成本高的问题,具有通用性高、工装轻量化、成本低、高效率的优点。
2、本实用新型的技术方案是:
3、一种组合式强化喷丸工装,包括压盖和底座;所述底座用于安装待处理零件,下端设置与强化喷丸设备连接的连接螺纹;所述压盖用于压紧在待处理零件上表面,其上端与强化喷丸设备连接;
4、其特殊之处是:还包括至少一个辅助芯轴和/或至少一个辅助衬套;
5、所述辅助芯轴位于底座上方;所述辅助芯轴下端中部为阶梯轴结构,上端中部开设有与阶梯轴结构相匹配的第二阶梯孔,底座上端设置有与阶梯轴结构相适配的第一阶梯孔;
6、至少一个辅助芯轴同轴设置在底座上,位于最下方的辅助芯轴下端的阶梯轴结构与底座上的第一阶梯孔通过轴孔配合相连;辅助芯轴的外部用于套装待处理零件;
7、或者,至少一个辅助衬套同轴套设在底座上端的外部,辅助衬套装配后的高度不低于底座的高度;待处理零件套装在辅助衬套的外部;
8、或者,至少一个辅助芯轴同轴设置在底座上,位于最下方的辅助芯轴下端的阶梯轴结构与底座上的第一阶梯孔通过轴孔配合相连;所述辅助衬套套装在辅助芯轴外部,辅助衬套装配后的高度不低于辅助芯轴的高度;所述辅助衬套的外部用于套装待处理零件。
9、为了避免待处理零件尺寸太大造成磕碰问题,所述工装还包括垫片;所述垫片套装在底座上,其上表面与最下方待处理零件接触;所述辅助芯轴位于垫片上方;所述辅助衬套位于垫片上方。
10、所述底座和辅助芯轴为一体结构。
11、为了减轻工装重量,增加单个工位备装零件的数量,实现工装的轻量化,所述辅助芯轴为中空结构。
12、为了便于拆卸底座,所述底座下端设置有垂直贯通于底座的第二拆卸孔。
13、为了确保工装内不容易积累钢丸,所述底座上端设置与中空结构相通的钢丸排出孔;所述底座中心设置与中空结构相通的钢丸排出通道。
14、为了便于拆装辅助芯轴,辅助芯轴中部设置垂直贯通于辅助芯轴的第一拆卸孔。
15、由于试制零件一般数量较少,一个工位备装一件零件即可满足生产需要,为了在试制零件的过程中不造成工装的浪费,所述底座的高度满足加工一件待处理零件所需的高度。
16、为了降低工装重量,提高工装加工效率,降低更换工装劳动强度,所述辅助衬套的材料为尼龙材质。
17、为了提高工装的灵活性、通用性和利用率,降低工装的加工成本,底座与辅助芯轴、辅助衬套、垫片可根据加工零件的尺寸及数量组合使用。
18、相较于现有技术,本实用新型的有益效果在于:
19、(1)本实用新型采用垫片、辅助芯轴与辅助衬套的组合,满足了不同尺寸及数量的待处理零件的加工需求,提高了工装的灵活性、通用性和利用率,降低了工装成本,缩短了工装加工周期。
20、(2)试制零件时本实用新型采用底座、垫片与辅助衬套组合,实现了尺寸减小、成本降低、加工周期缩短的效果。在满足小批量试制零件强化喷丸需求的同时,也减少了试制零件可能造成的工装浪费。
21、(3)底座若超过待处理零件的齿根,则会对喷射钢丸造成遮挡。垫片的设计可避免底座对待处理零件齿根的遮挡,也可以避免操作磕碰的问题。
22、(4)工装更换时不需要更换底座,只需要更换垫片或衬套,更换工装的时间大幅缩短。
23、(5)本实用新型的底座和辅助芯轴的尺寸较小,尼龙材质的辅助衬套轻便耐用、易于加工,降低了工装重量及更换工装劳动强度。
24、(6)本实用新型中,辅助衬套套装在辅助芯轴上,使得钢丸无法喷到辅助芯轴,可一定程度上避免辅助芯轴内部钢丸的积累。
25、(7)本实用新型底座上端设置与中空结构相通的钢丸排出孔以及与中空结构和第二拆卸孔相通的钢丸排出通道,避免辅助芯轴内部积累钢丸,方便操作工对钢丸的清理。
26、(8)本实用新型的底座上设置垂直贯通于底座的第二拆卸孔,使细杆状工具能从第二拆卸孔中穿过,便于拆装底座。
技术特征:
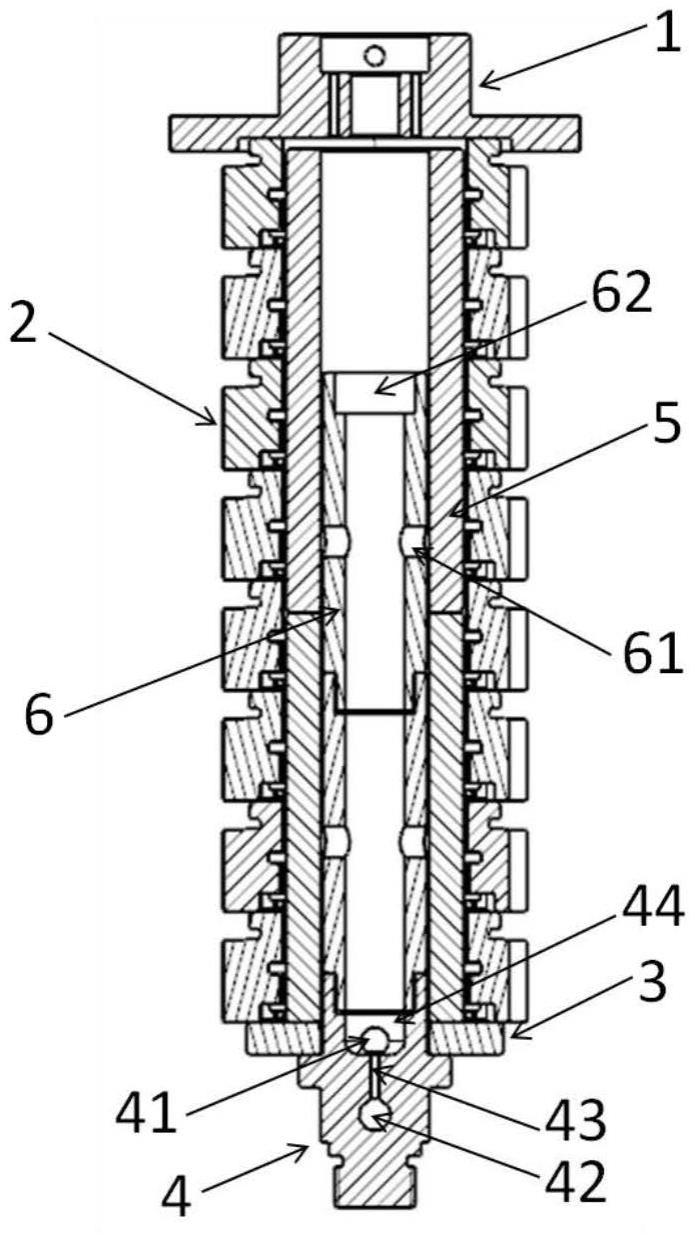
1.一种组合式强化喷丸工装,包括压盖(1)和底座(4);所述底座(4)用于安装待处理零件(2),下端设置与强化喷丸设备连接的连接螺纹;压盖(1)用于压紧在待处理零件(2)的上表面,其上端与强化喷丸设备连接;
2.根据权利要求1所述的一种组合式强化喷丸工装,其特征在于:还包括垫片(3);所述垫片(3)套装在底座(4)上,其上表面与位于最下方待处理零件(2)接触;
3.根据权利要求1或2所述的一种组合式强化喷丸工装,其特征在于:所述底座(4)和辅助芯轴(6)为一体结构。
4.根据权利要求2所述的一种组合式强化喷丸工装,其特征在于:所述辅助芯轴(6)为中空结构。
5.根据权利要求4所述的一种组合式强化喷丸工装,其特征在于:所述底座(4)上端设置与中空结构相通的钢丸排出孔(41)。
6.根据权利要求5所述的一种组合式强化喷丸工装,其特征在于:所述底座(4)下端设置有垂直贯通于底座的第二拆卸孔(42);所述底座(4)中心设置与中空结构相通的钢丸排出通道(43)。
7.根据权利要求6所述的一种组合式强化喷丸工装,其特征在于:所述辅助芯轴(6)中部设置有垂直贯通于辅助芯轴(6)的第一拆卸孔(61)。
8.根据权利要求7所述的一种组合式强化喷丸工装,其特征在于:所述辅助衬套(5)的材料为尼龙材质。
技术总结
一种组合式强化喷丸工装,包括压盖、底座、垫片、至少一个辅助芯轴和/或至少一个辅助衬套。压盖用于压紧在待处理零件的上表面。辅助芯轴下端中部为阶梯轴结构,上端中部开设有与阶梯轴结构相匹配的第二阶梯孔,底座上端设置有与阶梯轴结构相适配的第一阶梯孔。辅助衬套套装在辅助芯轴外部或底座外部,装配后不低于辅助芯轴或底座。待处理零件套装在辅助衬套的外部。本技术解决了现有强化喷丸工装种类繁多、工装利用率低、生产成本高的技术问题,具有工装使用效率高、节省时间、降低成本、增加产能的优点。
技术研发人员:潘存福,王战清,刘建儒,马锋刚,刘帅帅
受保护的技术使用者:宝鸡法士特齿轮有限责任公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!