一种加热管管路退火设备的制作方法
本技术涉及管路退火,尤其是涉及一种加热管管路退火设备。
背景技术:
1、退火是机械加工中的常见工艺,使经过铸造、锻轧、焊接或切削加工的材料或工件经过加热后保持一段时间,以软化改善塑性和韧性,然后缓慢降温使化学成分均匀化,去除残余应力或得到预期的物理性能;而退火炉是退火加工中不可或缺的加工设备。目前市场上出现的退火炉大多数结构简单,功能单一,再给退火炉主体进行上料时大多数都是先把钢管放置在一个备料台上,然后根据退火的需要把钢管放置在退火炉的上面,劳动强度大,工作效率低。如专利公开号为cn215713146u,公开的一种具有自动上料功能的退火炉,其通过解决了设置的侧挡板、传送带、顶板和活动板来对退火件进行限位和输送,通过设置的电动推杆启动来控制放料斜板一端的升降,来达到控制退火件送料的问题。但是该技术方案仍存在不足,具体如下:1、其仅仅可以实现自动上料,而无法实现自动下料,导致自动化程度降低;2、其自动上料的实现,需要多个电力设备驱动,增加了设备的使用成本;3、其功能单一,无法根据对下料工件进行计数。为此,我们提出一种加热管管路退火设备.来解决上述提到的问题。
技术实现思路
1、本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本实用新型的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、因此,本实用新型目的是提供一种加热管管路退火设备,能够解决现有的加热管管路退火存在的:1、其仅仅可以实现自动上料,而无法实现自动下料,导致自动化程度降低;2、其自动上料的实现,需要多个电力设备驱动,增加了设备的使用成本;3、其功能单一,无法根据对下料工件进行计数的问题。
3、为解决上述技术问题,本实用新型提供一种加热管管路退火设备,采用如下的技术方案:所述退火设备包括有:
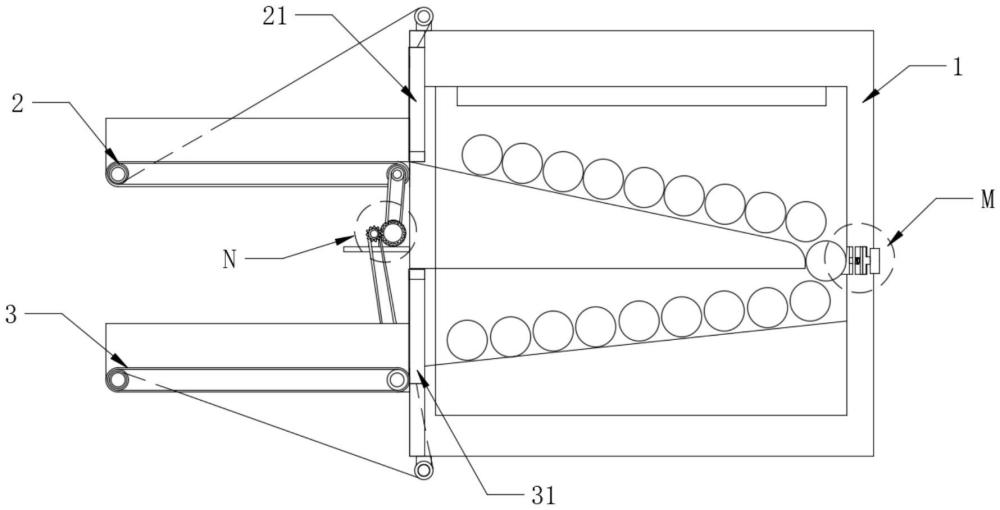
4、退火炉本体,所述退火炉本体内部设有输送流道,所述输送流道呈“v”字形,所述输送流道用于对工件输送;
5、上料输送组件,所述上料输送组件与退火炉本体固定安装,且上料输送组件设于退火炉本体左上端部,所述退火炉本体与上料输送组件相对端面滑动连接有上挡门;
6、下料输送组件,所述下料输送组件与退火炉本体固定安装,且下料输送组件设于上料输送组件正下方,所述退火炉本体与下料输送组件相对端面滑动连接有下挡门;
7、传动组件,所述传动组件用于对上料输送组件与所述下料输送组件提供动力输出,且所述传动组件设于上料输送组件和下料输送组件之间;
8、计数组件,所述计数组件设于退火炉本体右中部,且计数组件设于“v”字形输送流道的弯折处。
9、通过采用上述技术方案,本方案采用单个电机便可以驱动上料输送组件和下料输送组件,进一步提高了资源的利用率,降低了设备的使用成本;而设置的计数组件,可以实时对工件进行计数,增加了退火设备的功能性。
10、可选的,所述传动组件包括驱动电机和转轴,所述驱动电机输出轴上固定安装有主动齿轮,所述转轴上固定安装有从动齿轮,所述主动齿轮和从动齿轮啮合,所述驱动电机输出轴和转轴通过带传动机构与对应的上料输送组件和下料输送组件连接。
11、通过采用上述技术方案,本方案通过设置传动组件,将上料输送组件和下料输送组件采用单个电机驱动,易于控制,且降低了工件的退火处理成本。
12、可选的,所述计数组件包括计数器和限位支座,所述限位支座活动插接于退火炉本体上,所述限位支座与计数器相对端部分别设有第二接触片和第一接触片,所述第一接触片和第二接触片电性连接。
13、通过采用上述技术方案,本方案通过工件的自重产生下落,下落过程中,可以对限位支座提供由左向右的推动力,进而使得复位弹簧拉伸,使得第一接触片和第二接触片接触,触发计数器进行计数操作。
14、可选的,所述上挡门和上料输送组件之间通过拉绳连接,所述拉绳设于上料输送组件前后两侧。
15、通过采用上述技术方案,本方案通过拉绳能够可以便于对上挡门进行操作。
16、可选的,所述下挡门和下料输送组件之间通过拉绳连接,所述拉绳设于下料输送组件前后两侧。
17、通过采用上述技术方案,本方案通过拉绳能够可以便于对下挡门进行操作。
18、可选的,所述限位支座贯穿于退火炉本体上,且限位支座内端面呈凹弧形。
19、通过采用上述技术方案,本方案通过在限位支座上设置弧形槽,能够便于工件的自重产生下落,下落过程中,可以对限位支座提供由左向右的推动力。
20、可选的,所述限位支座外端部活动套接有复位弹簧,所述复位弹簧设于第二接触片左侧。
21、通过采用上述技术方案,本方案复位弹簧的设置,能够起到初始状态下,使得第一接触片和第二接触片不接触。
22、可选的,所述上料输送组件和下料输送组件前后侧边均设有挡板。
23、通过采用上述技术方案设置的挡板,可以限制工件向前后两侧运动,进一步保障了工件的输送效果。
24、本方案通过综上所述,本实用新型包括以下至少一种有益效果:该种加热管管路退火设备,其通过设置上料输送组件和下料输送组件,并通过传动组件实现对于上料输送组件和下料输送组件的输送,单个电机便可以驱动上料输送组件和下料输送组件,进一步提高了资源的利用率,降低了设备的使用成本;而设置的计数组件,可以实时对工件进行计数,增加了退火设备的功能性。
技术特征:
1.一种加热管管路退火设备,其特征在于:所述退火设备包括有:
2.根据权利要求1所述的一种加热管管路退火设备,其特征在于:所述传动组件(4)包括驱动电机(41)和转轴(42),所述驱动电机(41)输出轴上固定安装有主动齿轮(44),所述转轴(42)上固定安装有从动齿轮(43),所述主动齿轮(44)和从动齿轮(43)啮合,所述驱动电机(41)输出轴和转轴(42)通过带传动机构与对应的上料输送组件(2)和下料输送组件(3)连接。
3.根据权利要求1所述的一种加热管管路退火设备,其特征在于:所述计数组件(6)包括计数器(61)和限位支座(64),所述限位支座(64)活动插接于退火炉本体(1)上,所述限位支座(64)与计数器(61)相对端部分别设有第二接触片(63)和第一接触片(62),所述第一接触片(62)和第二接触片(63)电性连接。
4.根据权利要求1所述的一种加热管管路退火设备,其特征在于:所述上挡门(21)和上料输送组件(2)之间通过拉绳连接,所述拉绳设于上料输送组件(2)前后两侧。
5.根据权利要求1所述的一种加热管管路退火设备,其特征在于:所述下挡门(31)和下料输送组件(3)之间通过拉绳连接,所述拉绳设于下料输送组件(3)前后两侧。
6.根据权利要求3所述的一种加热管管路退火设备,其特征在于:所述限位支座(64)贯穿于退火炉本体(1)上,且限位支座(64)内端面呈凹弧形。
7.根据权利要求6所述的一种加热管管路退火设备,其特征在于:所述限位支座(64)外端部活动套接有复位弹簧(65),所述复位弹簧(65)设于第二接触片(63)左侧。
8.根据权利要求1所述的一种加热管管路退火设备,其特征在于:所述上料输送组件(2)和下料输送组件(3)前后侧边均设有挡板。
技术总结
本技术公开了管路退火技术领域的一种加热管管路退火设备,退火设备包括有:退火炉本体,退火炉本体内部设有输送流道,输送流道呈“V”字形,输送流道用于对工件输送;上料输送组件,上料输送组件与退火炉本体固定安装;下料输送组件,下料输送组件与退火炉本体固定安装;传动组件,传动组件用于对上料输送组件与下料输送组件提供动力输出;计数组件,计数组件设于退火炉本体右中部,且计数组件设于“V”字形输送流道的弯折处。本申请通过单个电机便可以驱动上料输送组件和下料输送组件,进一步提高了资源的利用率,降低了设备的使用成本;而设置的计数组件,可以实时对工件进行计数,增加了退火设备的功能性。
技术研发人员:胡志新,刘莲
受保护的技术使用者:扬州欣泰电热元件制造有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!