一种用于链轨节淬火的定位夹紧工装的制作方法
本技术属于工程机械领域,具体涉及一种用于链轨节淬火的定位夹紧工装。
背景技术:
1、链轨节是履带式工程机械的重要零件之一,广泛应用于挖掘机、推土机等工程机械底盘中,一般通过踏面感应热处理来提高其耐磨性。特别地,中小节距链轨节常在淬火机床上逐对定位、夹紧后进行感应淬火,感应器与链轨节之间间隙对感应加热有重要影响,因此链轨节重复定位的精度对链轨节热处理至关重要。
2、当前的链轨节淬火机床定位夹紧工装,普遍通过定位气缸推动定位推板、定位杆等结构对工件进行定位,调整加热间隙时操作繁琐,费时费力;通过夹紧气缸直接对工件进行夹紧,由于夹紧力大,导致工装使用寿命短,工件重复定位精度不高。
技术实现思路
1、为了克服上述现有技术的不足之处,本实用新型提供一种用于链轨节淬火的定位夹紧工装,定位工装的定位端头可以调整,夹紧工装的夹紧端头采用浮动装夹,将夹紧力降低至弹簧弹力,提高了工装使用寿命,同时提高了工件重复定位的精度。
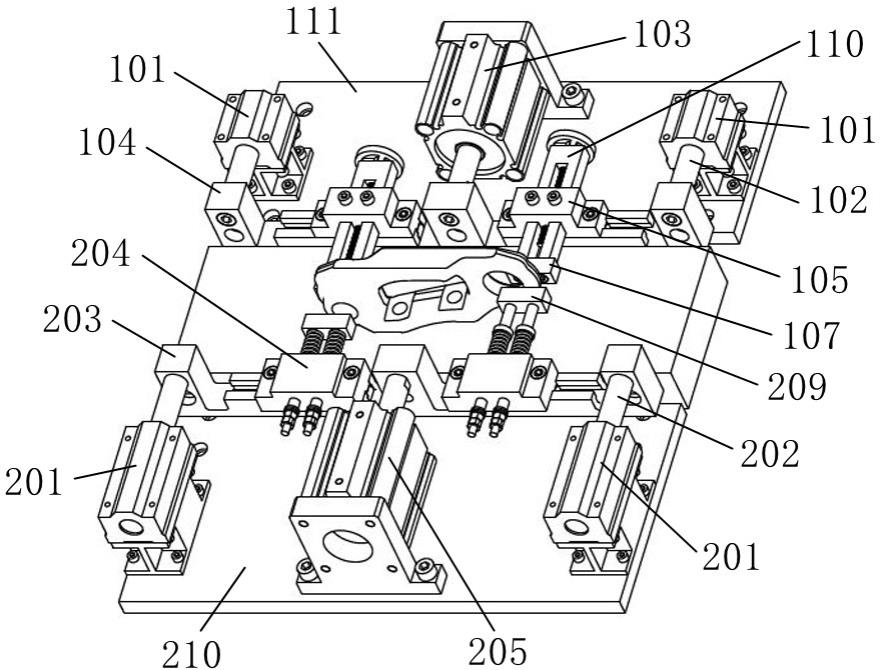
2、本实用新型是通过如下技术方案实现的:一种用于链轨节淬火的定位夹紧工装,包括设在加热工位处的定位工装和夹紧工装,且定位工装和夹紧工装分别位于传送装置的两侧;
3、所述定位工装包括定位支撑,定位支撑上设有定位气缸,定位气缸上连接有定位推板,定位气缸被配置为控制定位推板向链轨节靠拢或远离链轨节;定位推板上设有两个定位块,每个定位块在靠近传送装置的一侧均设有定位端头,且定位端头沿着定位气缸的伸缩方向能够调节伸出定位块的长度;
4、所述夹紧工装包括夹紧支撑,夹紧支撑上设有夹紧气缸,夹紧气缸上连接有夹紧推板,夹紧气缸被配置为控制夹紧推板向链轨节靠拢或远离链轨节;夹紧推板上设有两个夹紧块,每个夹紧块在靠近传送装置的一侧均设有夹紧端头,夹紧端头通过弹性组件与夹紧块连接。
5、在一些实施例中,所述定位工装还包括u型的定位杆,定位杆设在定位块的滑槽内,定位杆靠近传送装置的一侧与所述定位端头连接;所述定位块内还螺纹连接有螺杆,螺杆远离传送装置的一端从定位杆的u型底部穿出并连接旋转手柄。
6、在一些实施例中,所述定位块上还设有用于定位锁紧所述定位杆的定位螺钉。
7、在一些实施例中,所述弹性组件包括两根设在夹紧块相应的滑道内的夹紧杆,两根所述夹紧杆在靠近传送装置的一侧相互配合与所述夹紧端头连接,两根所述夹紧杆的另一侧均设有螺母,夹紧杆上套装有缓冲弹簧,缓冲弹簧位于夹紧端头与夹紧块之间。
8、在一些实施例中,所述定位工装还包括直线导向装置ⅰ,直线导向装置ⅰ包括轴承箱ⅰ和直线光轴ⅰ,直线光轴ⅰ与定位推板固定连接,且直线光轴ⅰ还可滑动地设在轴承箱ⅰ上;
9、所述夹紧工装还包括直线导向装置ⅱ,直线导向装置ⅱ包括轴承箱ⅱ和直线光轴ⅱ,直线光轴ⅱ与夹紧推板固定连接,且直线光轴ⅱ还可滑动地设在轴承箱ⅱ上。
10、在一些实施例中,所述直线导向装置ⅰ设置有两组,且两组所述直线导向装置ⅰ位于所述定位气缸的两侧;
11、所述直线导向装置ⅱ设置有两组,且两组所述直线导向装置ⅱ位于所述夹紧气缸的两侧。
12、在一些实施例中,两个所述定位块间的间距可调节;两个所述夹紧块间的间距可调节。
13、在一些实施例中,所述定位推板上设有t型槽的滑轨,两个所述定位块均通过t型螺母ⅰ固定在定位推板的滑轨上;
14、所述夹紧推板上设有t型槽的滑轨,两个所述夹紧块均通过t型螺母ⅱ固定在夹紧推板的滑轨上。
15、本实用新型的有益效果是:通过改变定位端头的相对位置进行加热间隙的调整,具体地,在本技术方案中只需松开定位工装上定位螺钉,旋转螺杆尾部的旋转手柄进行微调,再锁紧定位螺钉即可,提高了操作便捷性与调整精度;夹紧工装设计弹性缓冲结构,将夹紧气缸的夹紧力降低至弹力,并可根据工件大小进行调节,降低了工装承受负荷,提高了工装使用寿命,同时提高了工件重复定位的精度。
技术特征:
1.一种用于链轨节淬火的定位夹紧工装,其特征在于:包括设在加热工位处的定位工装和夹紧工装,且定位工装和夹紧工装分别位于传送装置的两侧;
2.根据权利要求1所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述定位工装还包括u型的定位杆(110),定位杆(110)设在定位块(105)的滑槽内,定位杆(110)靠近传送装置的一侧与所述定位端头(107)连接;所述定位块(105)内还螺纹连接有螺杆(109),螺杆(109)远离传送装置的一端从定位杆(110)的u型底部穿出并连接旋转手柄(112)。
3.根据权利要求2所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述定位块(105)上还设有用于定位锁紧所述定位杆(110)的定位螺钉(106)。
4.根据权利要求1所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述弹性组件包括两根设在夹紧块(204)相应的滑道内的夹紧杆(207),两根所述夹紧杆(207)在靠近传送装置的一侧相互配合与所述夹紧端头(209)连接,两根所述夹紧杆(207)的另一侧均设有螺母,夹紧杆(207)上套装有缓冲弹簧(208),缓冲弹簧(208)位于夹紧端头(209)与夹紧块(204)之间。
5.根据权利要求1所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述定位工装还包括直线导向装置ⅰ,直线导向装置ⅰ包括轴承箱ⅰ(101)和直线光轴ⅰ(102),直线光轴ⅰ(102)与定位推板(104)固定连接,且直线光轴ⅰ(102)还可滑动地设在轴承箱ⅰ(101)上;
6.根据权利要求5所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述直线导向装置ⅰ设置有两组,且两组所述直线导向装置ⅰ位于所述定位气缸(103)的两侧;
7.根据权利要求1~6任意一项所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:两个所述定位块(105)间的间距可调节;两个所述夹紧块(204)间的间距可调节。
8.根据权利要求7所述的一种用于链轨节淬火的定位夹紧工装,其特征在于:所述定位推板(104)上设有t型槽的滑轨,两个所述定位块(105)均通过t型螺母ⅰ(108)固定在定位推板(104)的滑轨上;
技术总结
本技术属于工程机械领域,具体涉及一种用于链轨节淬火的定位夹紧工装,包括设在加热工位处的定位工装和夹紧工装;定位工装包括定位支撑,定位支撑上设有定位气缸,定位气缸上连接有定位推板,定位气缸被配置为控制定位推板向链轨节靠拢或远离链轨节;定位推板上设有两个定位块,每个定位块在靠近传送装置的一侧均设有定位端头,且定位端头沿着定位气缸的伸缩方向能够调节伸出定位块的长度;夹紧工装包括夹紧支撑,夹紧支撑上设有夹紧气缸,夹紧气缸上连接有夹紧推板,夹紧气缸被配置为控制夹紧推板向链轨节靠拢或远离链轨节。定位工装的定位端头可以调整,夹紧工装的夹紧端头采用浮动装夹,将夹紧力降低至弹簧弹力,提高了工装使用寿命。
技术研发人员:王永兴,王贝,曹优武,黄爽,张毅,李东方,张红亮,郑伟波
受保护的技术使用者:徐州徐工履带底盘有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!