一种玻璃基板切割用CNC磨头的制作方法
本技术涉及玻璃基板加工设备,更具体地说,涉及一种玻璃基板切割用cnc磨头。
背景技术:
1、在触摸屏制作过程中,产品的制作过程和产品良率息息相关,本专利提供一种提高cnc磨边、倒角良率的方法,提高产品的良率及竞争力。原有的cnc磨头设计(如图1),cnc分三次磨切,分别是第一区域、第二区域及第三区域(如图2),其中第二区域面积大(面积是0.1519mm2),对应切销量大,容易烧刀产生边崩或锯齿(如图3),达不到客户的标准,造成外观不良。
技术实现思路
1、本实用新型提出一种玻璃基板切割用cnc磨头,旨在解决现有技术问题,避免玻璃基板切削后出现外观不良的情况发生。
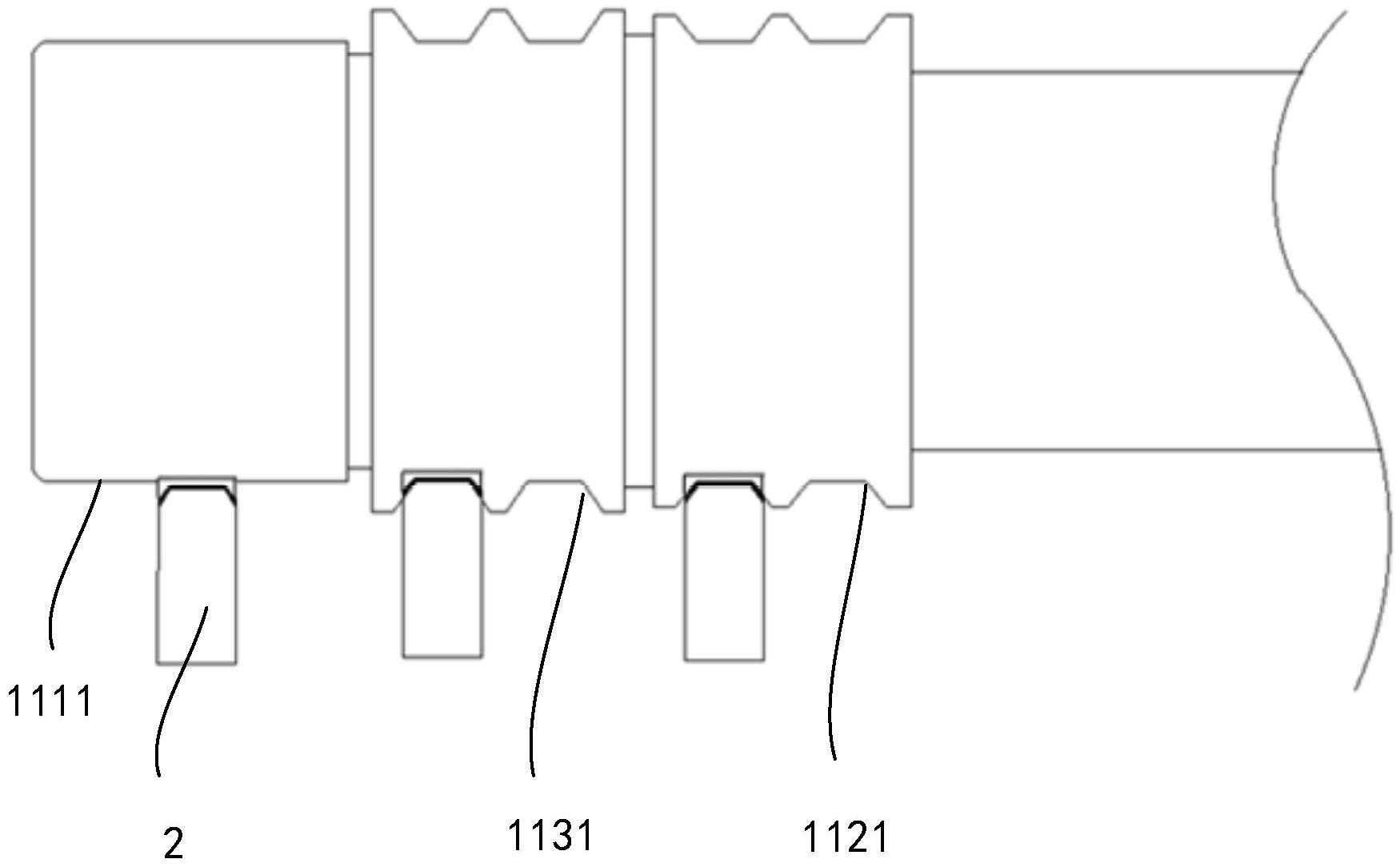
2、具体的,本实用新型的技术方案为:一种玻璃基板切割用cnc磨头,包括刀杆与刀头,刀头包括第一磨段、第二磨段及第三磨段,第一磨段、第二磨段及第三磨段依次排列;其中,第一磨段的第一磨道的截面呈平面状,第二磨段包括至少两个呈第一等腰梯形状的第二磨道,第三磨段包括至少两个呈第二等腰梯形状的第三磨道,第一等腰梯形的上底的长大于第二等腰梯形的上底的长0.04~0.06mm,第一等腰梯形的高大于第二等腰梯形的高。
3、作为优选的技术方案,第一磨道、第二磨道及第三磨道分别对称的设有两个。
4、作为优选的技术方案,第一磨道的长度为5~10mm。
5、作为优选的技术方案,第一磨道的宽度为6~8mm。
6、作为优选的技术方案,第一磨段的沙粒为350#砂。
7、作为优选的技术方案,第三磨段的沙粒为800#砂。
8、作为优选的技术方案,第一等腰梯形的高大于第二等腰梯形的高0.06~0.1mm。
9、作为优选的技术方案,第一等腰梯形位于上底的两个内角大于115°。
10、作为优选的技术方案,第二等腰梯形位于上底的两个内角小于第一等腰梯形上底的两个内角10°~15°。
11、作为优选的技术方案,刀杆与刀头一体制成。
12、本实用新型相对于现有技术取得了以下技术效果:本实用新型技术方案中将第二磨段的第二磨道的深度进行缩小,第二磨道的扩度打开,从而减少如图2中的玻璃基板第二区域的切削量,能够很好的改善产品的边崩、锯齿情况发生,进而提高产品的良率及竞争力。
技术特征:
1.一种玻璃基板切割用cnc磨头,其特征在于,包括刀杆与刀头,所述刀头包括第一磨段、第二磨段及第三磨段,所述第一磨段、第二磨段及第三磨段依次排列;其中,所述第一磨段的第一磨道的截面呈平面状,所述第二磨段包括至少两个呈第一等腰梯形状的第二磨道,所述第三磨段包括至少两个呈第二等腰梯形状的第三磨道,所述第一等腰梯形的上底的长大于所述第二等腰梯形的上底的长0.04~0.06mm,所述第一等腰梯形的高大于所述第二等腰梯形的高。
2.根据权利要求1所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一磨道、第二磨道及第三磨道分别对称的设有两个。
3.根据权利要求1所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一磨道的长度为5~10mm。
4.根据权利要求3所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一磨道的宽度为6~8mm。
5.根据权利要求1所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一磨段的沙粒为350#砂。
6.根据权利要求5所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第三磨段的沙粒为800#砂。
7.根据权利要求1所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一等腰梯形的高大于所述第二等腰梯形的高0.06~0.1mm。
8.根据权利要求7所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第一等腰梯形位于上底的两个内角大于115°。
9.根据权利要求8所述的一种玻璃基板切割用cnc磨头,其特征在于,所述第二等腰梯形位于上底的两个内角小于所述第一等腰梯形上底的两个内角10°~15°。
10.根据权利要求1-9任一项所述的一种玻璃基板切割用cnc磨头,其特征在于,所述刀杆与刀头一体制成。
技术总结
本技术涉及一种玻璃基板切割用CNC磨头,包括刀杆与刀头,刀头包括第一磨段、第二磨段及第三磨段,第一磨段、第二磨段及第三磨段依次排列;其中,第一磨段的第一磨道的截面呈平面状,第二磨段包括至少两个呈第一等腰梯形状的第二磨道,第三磨段包括至少两个呈第二等腰梯形状的第三磨道,第一等腰梯形的上底的长大于第二等腰梯形的上底的长0.04~0.06mm,第一等腰梯形的高大于第二等腰梯形的高。本技术技术方案中将第二磨段的第二磨道的深度进行缩小,第二磨道的扩度打开,从而减少玻璃基板第二区域的切削量,能够很好的改善产品的边崩、锯齿情况发生,进而提高产品的良率及竞争力。
技术研发人员:刘链谋
受保护的技术使用者:信利光电股份有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!