一种用于加工盘类零件的工装的制作方法
本技术涉及机械加工,具体涉及一种用于加工盘类零件的工装。
背景技术:
1、汽车的刹车盘是影响汽车安全非常关键的一个零件。刹车盘为外形为圆形的盘状物体,汽车行驶时,刹车盘随汽车的传动轴一起转动,汽车刹车时,制动卡钳通过刹车片夹住刹车盘两侧面产生制动力,从而汽车减速或停车。
2、现有的刹车盘在生产过程中,需要对刹车盘对定位夹紧,现有技术中在数控磨尾座安装大直径气缸,气缸前端安装压板靠气缸压力压紧工件,实现自动装夹。该装夹方式存在以下缺点:改造安装气缸的成本约13000元,成本较高,由于气缸前端压板一直旋转,磨削粉尘进入气缸易导致轴承挤死,故障率高。
技术实现思路
1、本实用新型针对现有的技术问题,提供一种用于加工盘类零件的工装。
2、本实用新型解决上述技术问题的技术方案如下:一种用于加工盘类零件的工装,包括夹紧定位组件,所述夹紧定位组件包括压板、夹持套、拉杆和定位件,所述压板与所述夹持套连接,所述压板上设有矩形通孔,所述拉杆包括杆体和矩形压块,所述矩形压块设置在所述杆体的端部,所述矩形压块与所述矩形通孔相适配,所述矩形压块的长度大于所述矩形通孔的宽度,所述拉杆与驱动装置连接,并在所述驱动装置的作用下转动及移动,所述压板在所述拉杆的作用下,将工件压紧在所述定位件上。
3、在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
4、进一步,夹紧定位组件还包括钢垫,所述夹持套将所述钢垫夹紧在所述压板的端面上,所述钢垫上设有供所述矩形压块穿过的通孔。
5、进一步,夹紧定位组件还包括定位套,所述定位套设置在所述定位件内,所述压板上设有与所述定位套适配的定位槽。
6、进一步,所述驱动装置包括驱动电机和驱动气缸,所述驱动气缸的输出端与所述拉杆连接,所述驱动气缸安装在所述驱动电机的输出轴上,所述定位件通过连接体与所述驱动电机的输出轴连接。
7、进一步,所述矩形通孔和所述矩形压块的端部均呈弧形。
8、进一步,所述夹持套的侧壁上设有夹持平面。
9、进一步,还包括抓取组件,所述抓取组件包括连接板及安装在所述连接板上的电磁铁和气动手指,所述连接板与机械手连接,所述电磁铁用于吸取所述工件,所述气动手指用于夹取所述夹持套。
10、进一步,还包括定位支架,所述定位支架上设有多个定位杆,所述定位杆上设有定位盘,所述定位盘上设有用于放置所述压板的容纳槽。
11、本实用新型的有益效果是:拉杆在驱动装置的作用下旋转,使矩形压块与矩形通孔平行,将压板及工件放置在定位件上,拉杆上的矩形压块穿过压板上的矩形通孔,拉杆在驱动装置的作用下反向转动并移动,使压板将工件压紧在定位件上,实现对工件进行夹紧定位,结构简单,成本低,降低了故障率且保持了现有加工设备的完整性;通过在压板上安装夹持套,方便取放压板,提高操作的便利性。
技术特征:
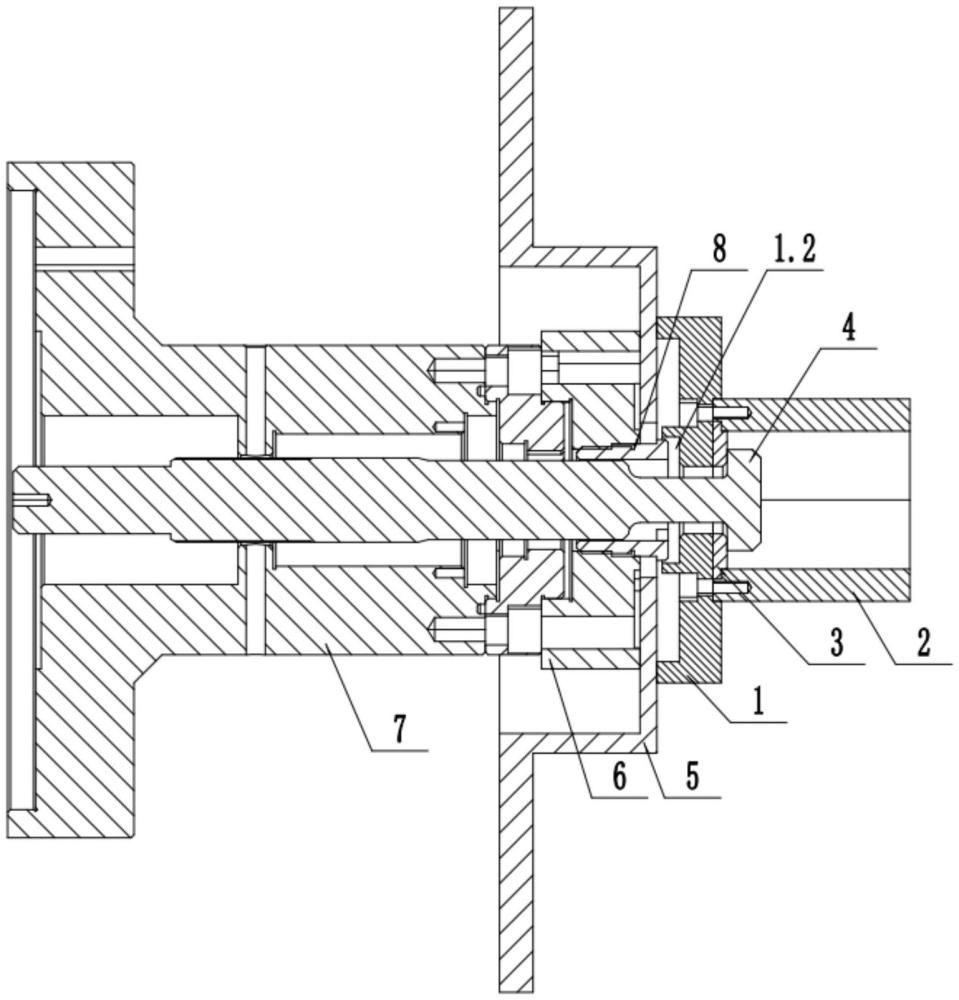
1.一种用于加工盘类零件的工装,其特征在于,包括夹紧定位组件,所述夹紧定位组件包括压板(1)、夹持套(2)、拉杆(4)和定位件(6),所述压板(1)与所述夹持套(2)连接,所述压板(1)上设有矩形通孔(1.1),所述拉杆(4)包括杆体(4.1)和矩形压块(4.2),所述矩形压块(4.2)设置在所述杆体(4.1)的端部,所述矩形压块(4.2)与所述矩形通孔(1.1)相适配,所述矩形压块(4.2)的长度大于所述矩形通孔(1.1)的宽度,所述拉杆(4)与驱动装置连接,并在所述驱动装置的作用下转动及移动,所述压板(1)在所述拉杆(4)的作用下,将工件(5)压紧在所述定位件(6)上。
2.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,所述夹紧定位组件还包括钢垫(3),所述夹持套(2)将所述钢垫(3)夹紧在所述压板(1)的端面上,所述钢垫(3)上设有供所述矩形压块(4.2)穿过的通孔。
3.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,所述夹紧定位组件还包括定位套(8),所述定位套(8)设置在所述定位件(6)内,所述压板(1)上设有与所述定位套(8)适配的定位槽(1.2)。
4.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,所述驱动装置包括驱动电机和驱动气缸,所述驱动气缸的输出端与所述拉杆(4)连接,所述驱动气缸安装在所述驱动电机的输出轴上,所述定位件(6)通过连接体(7)与所述驱动电机的输出轴连接。
5.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,所述矩形通孔(1.1)和所述矩形压块(4.2)的端部均呈弧形。
6.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,所述夹持套(2)的侧壁上设有夹持平面。
7.根据权利要求1或2或6所述的用于加工盘类零件的工装,其特征在于,还包括抓取组件,所述抓取组件包括连接板(9)及安装在所述连接板(9)上的电磁铁(10)和气动手指(11),所述连接板(9)与机械手连接,所述电磁铁(10)用于吸取所述工件(5),所述气动手指(11)用于夹取所述夹持套(2)。
8.根据权利要求1所述的用于加工盘类零件的工装,其特征在于,还包括定位支架(12),所述定位支架(12)上设有多个定位杆(13),所述定位杆(13)上设有定位盘(14),所述定位盘(14)上设有用于放置所述压板(1)的容纳槽。
技术总结
本技术涉及一种用于加工盘类零件的工装,包括夹紧定位组件,夹紧定位组件包括压板、夹持套、拉杆和定位件,压板与夹持套连接,压板上设有矩形通孔,拉杆包括杆体和矩形压块,矩形压块设置在杆体的端部,矩形压块与矩形通孔相适配,矩形压块的长度大于矩形通孔的宽度,所述拉杆与驱动装置连接,压板在所述拉杆的作用下,将工件压紧在定位件上。拉杆在驱动装置的作用下旋转,使矩形压块与矩形通孔平行,将压板及工件放置在定位件上,拉杆上的矩形压块穿过压板上的矩形通孔,拉杆在驱动装置的作用下反向转动并移动,使压板将工件压紧在定位件上,实现对工件进行夹紧定位,结构简单,成本低,降低了故障率且保持了现有加工设备的完整性。
技术研发人员:赵剑,张玉鹏,姜长伦
受保护的技术使用者:烟台胜地汽车零部件制造有限公司
技术研发日:20230719
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!