一种燃机弹性环去应力退火夹紧装置的制作方法
本技术属于锻件机械加工领域,具体涉及一种燃机弹性环去应力退火夹紧装置。
背景技术:
1、弹性环是测量燃机产生轴向力的重要结构,对多件弹性环组成的弹性环组件加压测量刚度值可以较好的了解轴承承载载荷情况,保证轴承的使用寿命与稳定性,从而确保燃机机组整体运行稳定。因此对弹性环的加工制造提出较高要求。弹性环属于环类薄壁件在制造过程中需对原材料锻件存在的残余内应力和半精车后机械加工产生的应力进行去应力退火操作,而实际生产中往往因去应力退火产生变形量过大且变形不易控制,导致部分半成品工件需进行校形后继续精加工操作,还有一部分半成品工件无法通过校形进行后续加工而产生工件报废情况。因此解决原材料锻件残余内应力与机械加工产生的应力变形过大问题,控制去应力产生的变形量满足后续机械加工条件是保证产品质量关键。
技术实现思路
1、本实用新型的目的在于提供一种燃机弹性环去应力退火夹紧装置,控制工件去应力后产生变形满足后续机械加工条件,保证零件平面度、跳动等形位要求满足使用条件。
2、一种燃机弹性环去应力退火夹紧装置,包括定位底板、小压板和大压板;所述定位底板通过垫块水平垫放置在低温退火炉炉底板距炉门口400㎜位置上;所述小压板通过压紧螺栓a、垫片a和调节支撑a与定位底板外圈螺纹孔相连固定工件外侧端面;所述大压板通过压紧螺栓b、垫片b和调节支撑b配合与定位底板内圈螺纹孔相连固定工件内侧端面。
3、进一步地,所述定位底板上设置有一圈环槽与工件底部倒角斜面结构间隙配合0.01㎜~0.03㎜限制工件水平位置。
4、进一步地,所述定位底板上均布有导热孔。
5、本实用新型的有益效果在于:
6、本实用新型解决了弹性环在制造过程中因去应力后工件变形量过大且变形不规则,导致批次性投产产品报废率较高问题,批次性投产时较好的控制了变形量,消除了以往后续精加工前大量校形工作,规范了操作者加工前准备工作,在保证工件质量的同时提升了加工效率,节约了生产成本,缩短了生产周期。
技术特征:
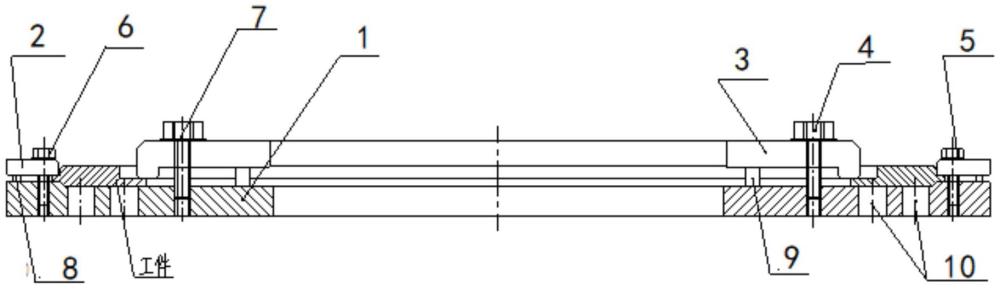
1.一种燃机弹性环去应力退火夹紧装置,其特征在于,包括定位底板(1)、小压板(2)和大压板(3);所述定位底板(1)通过垫块水平垫放置在低温退火炉炉底板距炉门口400㎜位置上;所述小压板(2)通过压紧螺栓a(5)、垫片a(6)和调节支撑a(8)与定位底板(1)外圈螺纹孔相连固定工件外侧端面;所述大压板(3)通过压紧螺栓b(4)、垫片b(7)和调节支撑b(9)配合与定位底板(1)内圈螺纹孔相连固定工件内侧端面。
2.根据权利要求1所述的一种燃机弹性环去应力退火夹紧装置,其特征在于,所述定位底板(1)上设置有一圈环槽与工件底部倒角斜面结构间隙配合0.01㎜~0.03㎜限制工件水平位置。
3.根据权利要求1所述的一种燃机弹性环去应力退火夹紧装置,其特征在于,所述定位底板(1)上均布有导热孔(10)。
技术总结
本技术提供一种燃机弹性环去应力退火夹紧装置,包括定位底板、小压板和大压板;所述定位底板通过垫块水平垫放置在低温退火炉炉底板距炉门口400㎜位置上;所述小压板通过压紧螺栓A、垫片A和调节支撑A与定位底板外圈螺纹孔相连固定工件外侧端面;所述大压板通过压紧螺栓B、垫片B和调节支撑B配合与定位底板内圈螺纹孔相连固定工件内侧端面。本技术解决了弹性环在制造过程中因去应力后工件变形量过大且变形不规则,导致批次性投产产品报废率较高问题,批次性投产时较好的控制了变形量,消除了以往后续精加工前大量校形工作,规范了操作者加工前准备工作,在保证工件质量的同时提升了加工效率,节约了生产成本,缩短了生产周期。
技术研发人员:刘影,王继鑫,刘天宇,张雷,姜嘉平,吕大男,韩建旭,张嵩,田思宇,金鑫月
受保护的技术使用者:中船重工龙江广瀚燃气轮机有限公司
技术研发日:20230725
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!