一种新型推拉门加工模具的制作方法
本技术涉及推拉门框型材加工,尤其涉及一种新型推拉门加工模具。
背景技术:
1、铝合金门窗,是指采用铝合金挤压型材为框、梃、扇料而制作的门窗,简称铝门。对于推拉门的门框型材的加工,其底部的形成具有滑轨槽用于安装滑轨,导致整个底部型材架弯曲面多,结构复杂,而且推拉门的门框型材相对较薄,浇注模具成型时极易留有气泡,导致成型形成由残缺,成品率低。而且,成型后由于弯折多,脱模麻烦,脱模费力。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个目的在于提出一种新型推拉门加工模具,解决了推拉门模具加工成型后的型材有气泡,成型后脱模麻烦等问题。
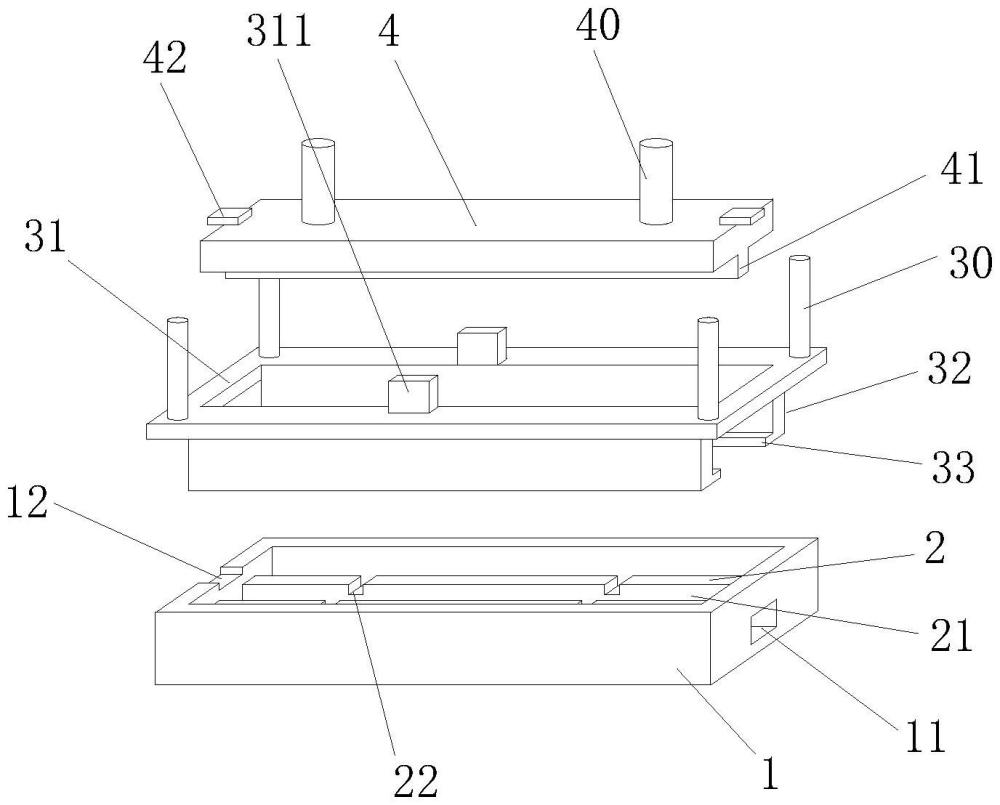
2、根据本实用新型提供的一种新型推拉门加工模具,包括底模具、框边模具和上压模具,所述底模具上设有模具槽,所述模具槽内设有定型条块,所述定型条块上设有滑轨腔定型槽,所述底模具一端在滑轨腔定型槽上方的侧壁上设有注液口,所述框边模具包括方形围框、侧边成型板和顶起板,所述方形围框内侧的两边设有向下延展的侧边成型板,所述侧边成型板底端朝内设有顶起板,所述侧边成型板与模具槽内侧壁无缝对接,所述顶起板刚好与定型条块两侧模具槽的槽底大小相等,所述上压模具包括压板和滑轨腔定型条,所述压板的四边与方形围框内侧壁无缝对接,所述滑轨腔定型条插在滑轨腔定型槽中间位置,所述压板上表面两端位置设有限位板。
3、在本实用新型的一些实施例中,所述底模具上设有贯通两端的注水孔。
4、在本实用新型的另一些实施例中,所述方形围框紧密按压在模具槽的槽口上,所述顶起板与定型条块两侧模具槽的槽底接触或不接触。
5、在本实用新型的另一些实施例中,所述方形围框上表面四个拐角处分别设有一个第一下压气缸,所述压板上表面设有两个第二下压气缸。
6、在本实用新型的另一些实施例中,所述压板上表面与方形围框上表面齐平时,所述压板下表面与注液口底壁齐平。
7、在本实用新型的另一些实施例中,所述方形围框上表面两侧设有限位挡块,所述限位挡块内侧壁与方形围框内侧壁齐平。
8、在本实用新型的另一些实施例中,每个所述定型条块上设有两个侧流口。
9、本实用新型中,先将框边模具盖上,向滑轨腔定型槽浇入浇注液,直到渗入到定型条块两侧后,停止浇注,再缓慢盖上上压模具进行最后定型,滑轨腔定型槽会上升并将部分多余的浇注液从注液口溢出,浇注无气泡,成型效果好,脱模时,先拆卸上压模具,最后拆卸框边模具,将形成拉出脱模,最后从顶起板上侧移推走,脱模效果好。
技术特征:
1.一种新型推拉门加工模具,其特征在于:包括底模具(1)、框边模具(3)和上压模具,所述底模具(1)上设有模具槽,所述模具槽内设有定型条块(2),所述定型条块(2)上设有滑轨腔定型槽(21),所述底模具(1)一端在滑轨腔定型槽(21)上方的侧壁上设有注液口(12),所述框边模具(3)包括方形围框(31)、侧边成型板(32)和顶起板(33),所述方形围框(31)内侧的两边设有向下延展的侧边成型板(32),所述侧边成型板(32)底端朝内设有顶起板(33),所述侧边成型板(32)与模具槽内侧壁无缝对接,所述顶起板(33)刚好与定型条块(2)两侧模具槽的槽底大小相等,所述上压模具包括压板(4)和滑轨腔定型条(41),所述压板(4)的四边与方形围框(31)内侧壁无缝对接,所述滑轨腔定型条(41)插在滑轨腔定型槽(21)中间位置,所述压板(4)上表面两端位置设有限位板(42)。
2.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:所述底模具(1)上设有贯通两端的注水孔(11)。
3.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:所述方形围框(31)紧密按压在模具槽的槽口上,所述顶起板(33)与定型条块(2)两侧模具槽的槽底接触或不接触。
4.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:所述方形围框(31)上表面四个拐角处分别设有一个第一下压气缸(30),所述压板(4)上表面设有两个第二下压气缸(40)。
5.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:所述压板(4)上表面与方形围框(31)上表面齐平时,所述压板(4)下表面与注液口(12)底壁齐平。
6.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:所述方形围框(31)上表面两侧设有限位挡块(311),所述限位挡块(311)内侧壁与方形围框(31)内侧壁齐平。
7.根据权利要求1所述的一种新型推拉门加工模具,其特征在于:每个所述定型条块(2)上设有两个侧流口(22)。
技术总结
本技术公开了一种新型推拉门加工模具,包括底模具、框边模具和上压模具,所述底模具上设有模具槽,所述模具槽内设有定型条块,所述定型条块上设有滑轨腔定型槽,所述底模具一端在滑轨腔定型槽上方的侧壁上设有注液口,所述框边模具包括方形围框、侧边成型板和顶起板,所述上压模具包括压板和滑轨腔定型条,所述压板的四边与方形围框内侧壁无缝对接,所述压板上表面两端位置设有限位板。本技术先将框边模具盖上,向滑轨腔定型槽浇入浇注液,直到渗入到定型条块两侧后,停止浇注,再缓慢盖上上压模具进行最后定型,浇注无气泡,成型效果好,脱模效果好。
技术研发人员:唐涛,李建范,李海家,何琼
受保护的技术使用者:珠海固美幕墙门窗科技有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!