一种增材制造辅粉装置的制作方法
本技术涉及增材制造,特别是涉及一种增材制造辅粉装置。
背景技术:
1、金属3d打印(增材制造)工艺是基于粉末熔融技术的一种,主要是在计算机控制系统的控制下,通过3d打印辅粉系统将粉体材料平铺在成型基板上,然后利用能量源(一般是激光加振镜)沿x轴和y轴方向运动,将平铺在成型基板上的粉体材料进行烧结,烧结完一层,然后再铺上一层粉末继续烧结,最终通过基板上耗材的逐层叠加得到实体。
2、目前,现有的3d打印设备的成型缸一般为单缸上落粉结构和双缸下送粉两种方式,其中,单缸上落粉方式为整个舱内只有一个运动的成型缸体,打印过程中每层成形缸下降一定的高度后,粉末从粉料仓内落下,落到刮刀架内,通过刮刀架的移动实现铺粉;双缸下送粉方式为舱内有两个可移动的缸体,分别是成形缸和送粉缸,送粉缸内装满金属粉末,成型缸装有基板,打印过程中,送粉缸升高一定高度,成型缸下降一定高度,通过刮刀将送粉缸的粉末铺至基板上,完成铺粉过程。但这两种方式均有一定的缺陷,对于单缸上落粉结构,粉末是装在上面的粉料仓中,粉料舱的开口在设备上端,加粉末时需要把粉末运输至设备的顶端进行加粉,此加粉方式对于打印小件或者测试件所使用的粉末量不多的情况下,增加了难度和风险,且该上落粉的方式很难精准地控制粉末用量,无法完全充分利用所用粉末,造成粉末浪费;对于双缸下送粉,其双缸结构大大增加了舱内体积,从而增加了成本,且两个缸体体积一样,这件造成了送粉缸满粉状态下无法实现满高度件的打印,也就是打印满高度件时供粉不足。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种增材制造辅粉装置,能够实现单缸上落粉及双缸下送粉两种供粉方式,用于解决现有技术中的辅粉装置辅粉方式单一,适用性不强的问题。
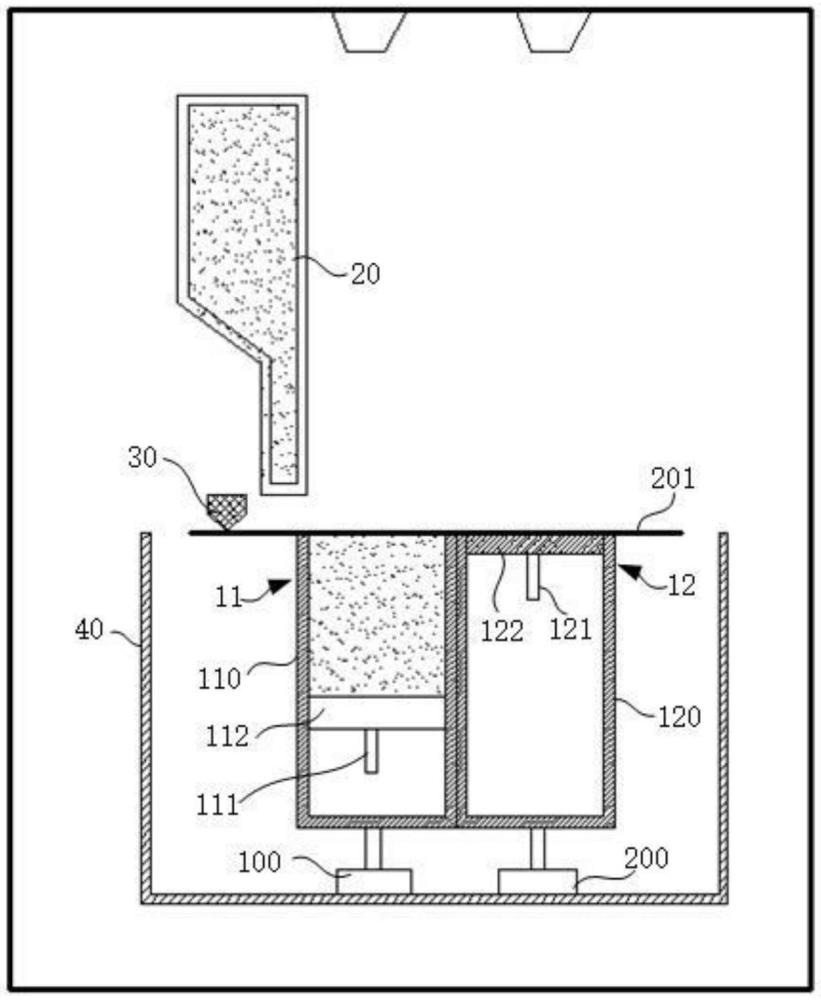
2、为实现上述目的及其他相关目的,本实用新型提供一种增材制造辅粉装置,包括下送粉缸,所述下送粉缸包括第一缸体,所述第一缸体内部设有第一活塞,所述第一活塞上设有第一活塞杆,所述第一活塞杆上设有顶粉板,所述顶粉板上用于存储粉末;下成型缸,所述下成型缸包括第二缸体,所述第二缸体内部设有第二活塞,所述第二活塞上设有第二活塞杆,所述第二活塞杆上设有第一成型基板;所述第一缸体和所述第二缸体上可拆卸的设置有一第二成型基板;第一驱动装置,用于驱动所述第一缸体进行上下升降运动;第二驱动装置,用于驱动所述第二缸体进行上下升降运动;上送粉缸,所述上送粉缸设置于所述第二成型基板的上方;刮刀架,所述刮刀架包括刮刀,所述刮刀用于将所述下送粉缸所供送的粉末平铺在所述第一成型基板上,将所述上送粉缸供送的粉末平铺在所述第二成型基板上。
3、优选的,还包括粉末回收缸,所述下送粉缸和所述下成型缸设置在所述粉末回收缸内。
4、优选的,所述第一驱动装置为伺服电机。
5、优选的,所述第二驱动装置为伺服电机。
6、如上所述,本实用新型的增材制造辅粉装置,具有以下有益效果:在使用时,当要打印小物件或所打印的物件粉末用量不多时,可将第二成型基板从第一缸体和第二缸体上拆卸下来,则此时可使用双缸下送粉的方式进行打印,即通过下送粉缸中的第一活塞驱动第一活塞杆带动顶粉板向上运动一定的高度,以供送一定厚度的粉末,成型缸中的第二活塞驱动第二活塞杆带动第一成型基板下降一定的高度,然后通过刮刀将下送粉缸向上供送的粉末刮至第一成型基板并铺平,从而实现在双缸下送粉方式的辅粉,此种方式由于第一成型基板较小,粉末使用量少,能够减少粉末浪费,且操作简单方便;当要打印尺寸较大的物件或所打印的物件粉末用粉量较多时,可将第二成型基板即一个比较大的成型基板设置在第一缸体和第二缸体的顶部,然后上送粉缸向下供送一定的粉末落在该第二成型基板上,然后通过刮刀将上送粉缸供送的粉末铺平在第二成型基板上,在打印过程中,刮刀在第二成型基板上每铺平一层粉末后,通过第一驱动装置和第二驱动装置分别驱动第一缸体和第二缸体一起同步下降一层的厚度,从而实现单缸上落粉方式的辅粉,通过此种方式能够实现打印过程种不间断的自动加粉,从而能够满足打印粉末需求量较多及满高度件的打印需求。因此,与现有技术相比,本实用新型的增材制造辅粉装置,能够实现单缸上落粉及双缸下送粉两种供粉方式,即而能够满足多种不同的打印需求,适用性更强。
技术特征:
1.一种增材制造辅粉装置,其特征在于,包括:
2.根据权利要求1所述的一种增材制造辅粉装置,其特征在于,还包括粉末回收缸,所述下送粉缸和所述下成型缸设置在所述粉末回收缸内。
3.根据权利要求1所述的一种增材制造辅粉装置,其特征在于,所述第一驱动装置为伺服电机。
4.根据权利要求1所述的一种增材制造辅粉装置,其特征在于,所述第二驱动装置为伺服电机。
技术总结
本技术提供一种增材制造辅粉装置,包括下送粉缸,其包括第一缸体,第一缸体内设第一活塞,第一活塞上设第一活塞杆,第一活塞杆上设顶粉板,顶粉板上用于存储粉末;下成型缸,其包括第二缸体,第二缸体内设第二活塞,第二活塞上设第二活塞杆,第二活塞杆上设第一成型基板;第一缸体和第二缸体上可拆卸设有一第二成型基板;驱动第一缸体进行上下运动的第一驱动装置;驱动第二缸体进行上下运动的第二驱动装置;上送粉缸,上送粉缸设置于第二成型基板的上方;刮刀架,包括刮刀,刮刀用于将下送粉缸供送的粉末平铺在第一成型基板上,将上送粉缸供送的粉末平铺在第二成型基板上。解决了现有技术中的辅粉装置辅粉方式单一,适用性不强的问题。
技术研发人员:刘建业,毛丽,王毅,刘振伟
受保护的技术使用者:上海汉邦联航激光科技有限公司
技术研发日:20230804
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!