一种磁瓦磨削工装的制作方法
本技术涉及磁瓦磨削,尤其涉及一种磁瓦磨削工装。
背景技术:
1、目前在的铁氧体研发行业中,每款磁瓦磨削过程中,需要根据磁瓦尺寸和弧度的不同,特制一套砂轮及磁瓦磨削工装,以保证磁瓦尺寸及平整度垂直度合格,且能顺利完成装机测试,但生产成本过高,且容易造成资源浪费。
2、公开号为cn215968078u的实用新型公开了一种磁瓦加工用新型磨削工装,包括固定安装于支撑基座顶部,并用来对磁瓦磨削加工时进行夹持固定的夹持组件,所述夹持组件包括设置于支撑基座顶部的放置座,所述放置座顶部安装有限位块,所述限位块表面开设有滑动槽,且滑动槽内设置有改变限位块活动范围区间的限位螺栓,所述放置座表面居中开设有条形槽,所述条形槽内安装第一固定螺栓。但上述实用新型仅用于加工磁瓦的内弧,且能够适用内弧规格的范围较小,生产成本高。
技术实现思路
1、本实用新型的目的在于为解决现有技术中的缺陷,而提供一种磁瓦磨削工装,能够适用于不同尺寸和弧度的磁瓦外弧或内弧磨削,降低生产成本。
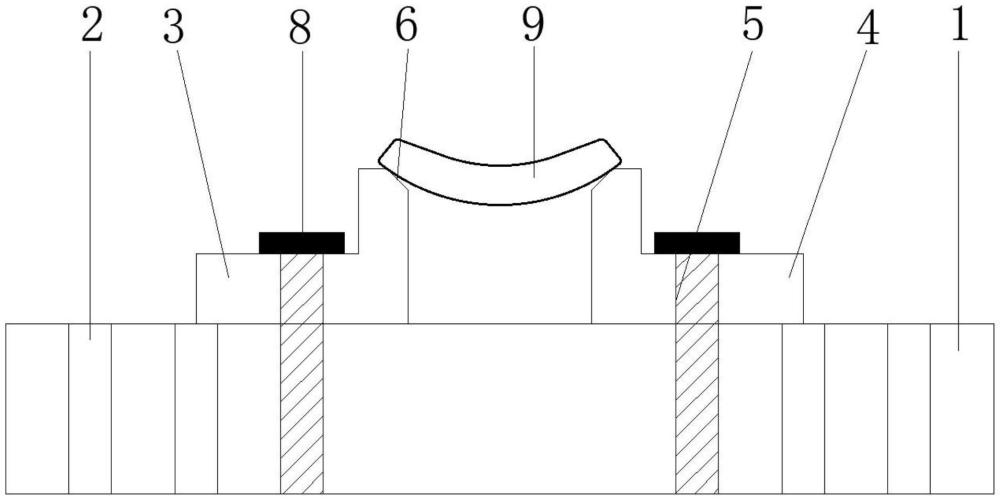
2、为实现上述目的,本实用新型提供一种磁瓦磨削工装,包括底板,相对设置在底板上的第一基板和第二基板,所述第一基板、第二基板分别与所述底板滑动连接,且所述第一基板和第二基板配合用于固定待磨削磁瓦,所述第一基板和第二基板相对的一侧对称设有斜面或卡槽,所述斜面与水平面之间的夹角α范围为30°≤α≤60°,所述卡槽两侧边的夹角β范围为60°≤β≤120°。
3、可选的,所述斜面与水平面之间的夹角α为45°。
4、可选的,所述卡槽两侧边的夹角β为90°。
5、可选的,所述底板上设置有若干个第一固定孔,所述第一基板和第二基板上分别设置有第二固定孔,所述第一固定孔和第二固定孔通过螺栓连接。
6、可选的,所述底板上设置有滑槽,所述第一基板、第二基板均通过滑槽与所述底板滑动连接。
7、有益效果:
8、本实用新型通过设置底板,以及滑动设置在底板上的第一基板和第二基板,能够根据磁瓦的尺寸对第一基板和第二基板之间的距离进行调整,从而使第一基板和第二基板固定待磨削磁瓦。第一基板与第二基板相对的一侧对称设有斜面或卡槽,使磁瓦磨削工装能够适用于磁瓦的内弧或者外弧的磨削,当磁瓦内弧进行磨削时,将设有斜面的第一基板与第二基板安装固定在底板上;当磁瓦外弧进行磨削时,将设有卡槽的第一基板与第二基板安装固定在底板上。
技术特征:
1.一种磁瓦磨削工装,其特征在于,包括底板,相对设置在底板上的第一基板和第二基板,所述第一基板、第二基板分别与所述底板滑动连接,且所述第一基板和第二基板配合用于固定待磨削磁瓦,所述第一基板和第二基板相对的一侧对称设有斜面或卡槽,所述斜面与水平面之间的夹角α范围为30°≤α≤60°,所述卡槽两侧边的夹角β范围为60°≤β≤120°。
2.根据权利要求1所述的磁瓦磨削工装,其特征在于,所述斜面与水平面之间的夹角α为45°。
3.根据权利要求2所述的磁瓦磨削工装,其特征在于,所述卡槽两侧边的夹角β为90°。
4.根据权利要求1-3任一项所述的磁瓦磨削工装,其特征在于,所述底板上设置有若干个第一固定孔,所述第一基板和第二基板上分别设置有第二固定孔,所述第一固定孔和第二固定孔通过螺栓连接。
5.根据权利要求4所述的磁瓦磨削工装,其特征在于,所述底板上设置有滑槽,所述第一基板、第二基板均通过滑槽与所述底板滑动连接。
技术总结
本技术提供一种磁瓦磨削工装,包括底板,相对设置在底板上的第一基板和第二基板,所述第一基板、第二基板分别与所述底板滑动连接,且所述第一基板和第二基板配合用于固定待磨削磁瓦,所述第一基板和第二基板相对的一侧对称设有斜面或卡槽,所述斜面与水平面之间的夹角α范围为30°≤α≤60°,所述卡槽两侧边的夹角β范围为60°≤β≤120°。本技术能够适用于不同尺寸和弧度的磁瓦外弧或内弧磨削,降低生产成本。
技术研发人员:钟扬,余志真,王文武
受保护的技术使用者:湖南航天磁电有限责任公司
技术研发日:20230825
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!