一种缸盖自动下砂芯工装快速检具的制作方法
本技术涉及汽车加工,具体为一种缸盖自动下砂芯工装快速检具。
背景技术:
1、随着汽车行业的快速发展,汽车销量日益剧增。发动机的销量越来越大,为了提高发动机缸盖的生产效率,现在很多缸盖生产公司采用自动化取芯和下芯生产,提高生产效率和减少人员劳动强度。自动取芯和下芯目前发现工装长时间用会存在偏差问题导致取芯工装取件后存在误差,下芯到缸盖浇铸外模后存在位置偏差问题,影响缸盖生产质量。导致后期返修多,增加成本。所以需要定期的拆工装进行三坐标检测,调整,从而增加劳动成本。
技术实现思路
1、本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述和/或缸盖自动下砂芯工装快速检具使用中存在的问题,提出了本实用新型。
3、因此,本实用新型的目的是提供一种缸盖自动下砂芯工装快速检具,通过将底板放置组芯工装上,利用组芯工装的定位块进行定位,取芯工装通过连接板安装在升降设备的桁架上向下运动,取芯工装上取芯杆能插入到对应的定位孔里,说明取件工装的取芯头位置是准确的,反之则不准确,则需要快速调整至合格,从而校准取芯工装,省时省力,提高生产效率,提高产品质量,减少料废,节约人工成本。
4、为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
5、一种缸盖自动下砂芯工装快速检具,其包括:
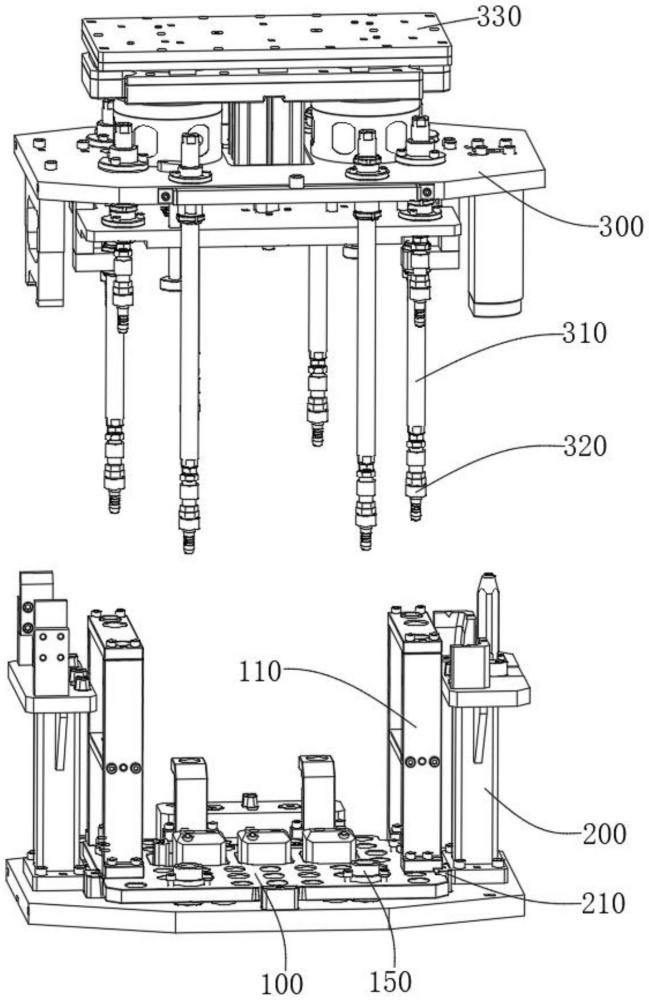
6、底板,所述底板的顶部设置有支撑板,所述支撑板的侧壁设置有横梁,所述支撑板的顶部设置有取芯头定位板,所述底板顶部设置有取芯头定位块,所述底板顶部设置有取芯头定位套,所述横梁和取芯头定位板的顶部分别设置有定位孔;
7、组芯工装,所述组芯工装对底板进行定位;
8、取芯工装,所述取芯工装的底部设置于插入定位孔的取芯杆。
9、作为本实用新型所述的一种缸盖自动下砂芯工装快速检具的一种优选方案,其中,所述底板的侧壁设置有通孔,所述底板的侧壁设置有定位槽。
10、作为本实用新型所述的一种缸盖自动下砂芯工装快速检具的一种优选方案,其中,所述组芯工装的顶部设置有限位块,所述限位块卡入底板的定位槽内部。
11、作为本实用新型所述的一种缸盖自动下砂芯工装快速检具的一种优选方案,其中,所述支撑板的侧壁设置有与横梁固定连接的内六角固定螺丝,所述取芯头定位板的顶部设置有与支撑板固定连接的内六角固定螺丝。
12、作为本实用新型所述的一种缸盖自动下砂芯工装快速检具的一种优选方案,其中,所述取芯杆的底部设置有取芯头,所述取芯头与取芯杆之间通过连接头可拆卸连接,所述取芯工装的顶部设置有连接板。
13、与现有技术相比,本实用新型具有的有益效果是:该种缸盖自动下砂芯工装快速检具,通过将底板放置组芯工装上,利用组芯工装的定位块进行定位,取芯工装通过连接板安装在升降设备的桁架上向下运动,取芯工装上取芯杆能插入到对应的定位孔里,说明取件工装的取芯头位置是准确的,反之则不准确,则需要快速调整至合格,从而校准取芯工装,省时省力,提高生产效率,提高产品质量,减少料废,节约人工成本。
技术特征:
1.一种缸盖自动下砂芯工装快速检具,其特征在于,包括:
2.根据权利要求1所述的一种缸盖自动下砂芯工装快速检具,其特征在于,所述底板(100)的侧壁设置有通孔,所述底板(100)的侧壁设置有定位槽。
3.根据权利要求2所述的一种缸盖自动下砂芯工装快速检具,其特征在于,所述组芯工装(200)的顶部设置有限位块(210),所述限位块(210)卡入底板(100)的定位槽内部。
4.根据权利要求3所述的一种缸盖自动下砂芯工装快速检具,其特征在于,所述支撑板(110)的侧壁设置有与横梁(120)固定连接的内六角固定螺丝,所述取芯头定位板(130)的顶部设置有与支撑板(110)固定连接的内六角固定螺丝。
5.根据权利要求4所述的一种缸盖自动下砂芯工装快速检具,其特征在于,所述取芯杆(310)的底部设置有取芯头(320),所述取芯头(320)与取芯杆(310)之间通过连接头可拆卸连接,所述取芯工装(300)的顶部设置有连接板(330)。
技术总结
本技术公开一种缸盖自动下砂芯工装快速检具,包括底板、组芯工装和取芯工装,所述底板的顶部设置有支撑板,所述支撑板的侧壁设置有横梁,所述支撑板的顶部设置有取芯头定位板,所述底板顶部设置有取芯头定位块,所述底板顶部设置有取芯头定位套,所述横梁和取芯头定位板的顶部分别设置有定位孔,所述组芯工装对底板进行定位,所述取芯工装的底部设置于插入定位孔的取芯杆,本技术,通过将底板放置组芯工装上,利用组芯工装的定位块进行定位,取芯工装通过连接板安装在升降设备的桁架上向下运动,取芯工装上取芯杆能插入到对应的定位孔里,说明取件工装的取芯头位置是准确的,反之则不准确,则需要快速调整至合格,从而校准取芯工装。
技术研发人员:庞志强,叶锦瑞,叶珏磊,吴建彪,刘志红
受保护的技术使用者:武汉锦瑞技术有限公司
技术研发日:20230831
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!