一种枞树型铣刀修磨及榫槽加工方法与流程
本发明属于透平机械加工,具体是一种枞树型铣刀修磨及榫槽加工方法。
背景技术:
1、主轴是透平膨胀机的一个关键零部件,动叶片通过主轴叶根榫槽安装在主轴上,才能实现其功能,主轴叶根榫槽的加工质量直接关系到转子的动平衡,也关系到整个机组的性能及使用寿命。
2、透平膨胀机主轴材质一般为合金钢,主轴叶根榫槽是位于轮毂外圆,榫槽为沿主轴轴向并且圆周均匀分布的枞树型榫槽,一般有多级,主轴叶根榫槽的加工在龙门铣床或专用设备上完成。叶根榫槽的加工不仅要保证齿型尺寸精度满足设计图纸要求,齿型表面粗糙度也要求很高,为ra1.6,对于这种枞树型榫槽的加工,采用枞树型成型铣刀进行加工,主轴榫槽的齿形精度依靠成型精铣刀的精度来保证。而成型精铣刀的重磨方法,不但保证了设计图纸尺寸精度及表面粗糙度,而且提高了成型精铣刀的重磨次数,降低了刀具成本,具有很强的经济性。因此,枞树型精铣刀的组合重磨工艺方法,至关重要。
技术实现思路
1、为了解决枞树型铣刀重磨频次低、透平膨胀机主轴叶根榫槽加工成本高的问题,本发明提出了一种枞树型铣刀修磨及榫槽加工方法。
2、本发明解决其技术问题采用的技术方案是:
3、一种枞树型铣刀修磨方法,包括如下步骤:
4、步骤1,检查铣刀,确定修磨方式
5、对于使用的枞树型铣刀,检查铣刀刃口锋利程度,当刃口锋利程度满足使用要求,继续使用;当刃口锋利程度不满足使用要求,需要修磨。
6、当需要修磨时,检查枞树型铣刀在齿形处的直径磨损量,依据直径磨损量,确定铣刀修磨方式,具体判据为:
7、当直径磨损量小于等于0.2mm时,采用前角修磨方式修磨刃口。
8、当直径磨损量大于0.2mm时,采用后角+前角修磨方式修磨刃口。
9、步骤2,前角修磨
10、采用砂轮对枞树型铣刀前角进行修磨,砂轮磨面与前刀面平行,对每个前刀面逐一修磨,修磨量均小于等于0.2mm,至前角刃口合格,铣刀继续使用。
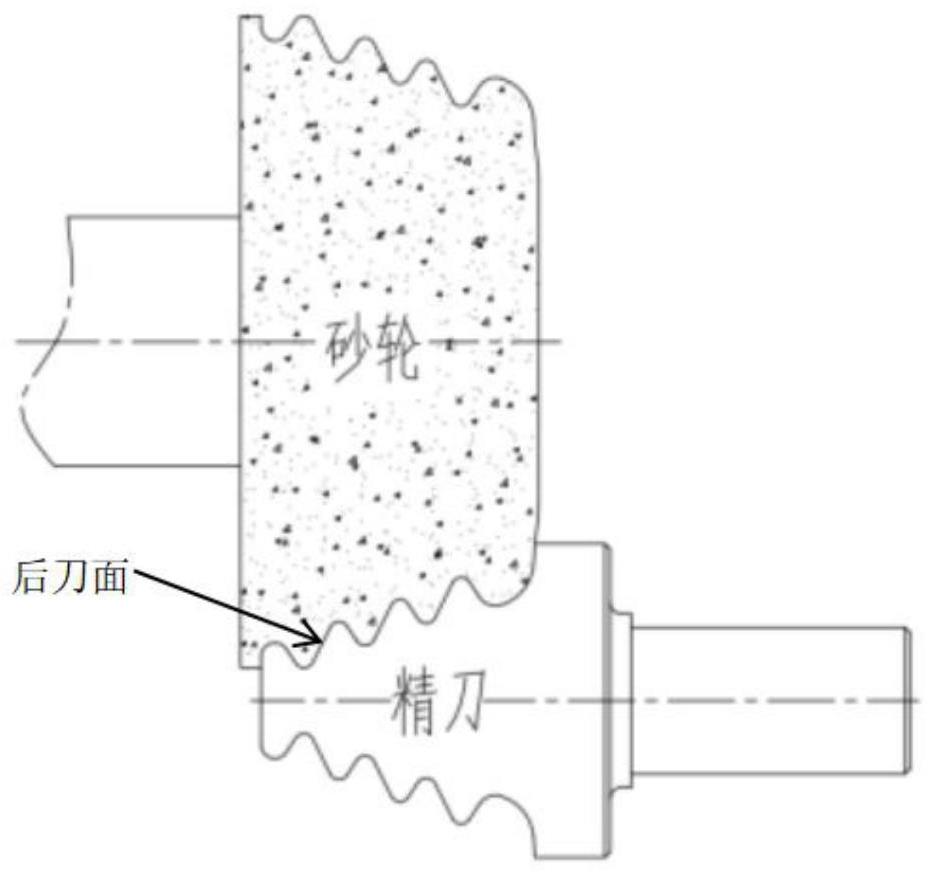
11、步骤3,后角+前角修磨
12、采用砂轮对枞树型铣刀后角进行修磨,砂轮磨面与修磨后角角度相对应,至两个后角刃口合格。
13、采用砂轮对枞树型铣刀前角进行修磨,至前角刃口合格。
14、后角+前角修磨完成,铣刀继续使用。
15、上述的枞树型铣刀修磨方法,所述步骤2,前角修磨,进一步包括:当刃口锋利程度不满足使用要求,重复修磨、使用,可重复修磨5次。
16、上述的枞树型铣刀修磨方法,所述砂轮对枞树型铣刀进行修磨,包括修粗磨、精磨。
17、一种枞树型榫槽加工方法,使用枞树型铣刀,包括如下步骤:
18、步骤4,检查铣刀,确定加工方式
19、采用枞树型铣刀加工枞树型榫槽,检查铣刀在齿形处的直径磨损量,依据直径磨损量,确定榫槽加工方式,具体判据为:
20、当直径磨损量小于0.2mm时,采用一刀成型加工方式。
21、当直径磨损量大于等于0.2mm时,采用两刀成型加工方式。
22、步骤5,一刀成型加工
23、枞树型铣刀中心与枞树型榫槽中心重合,枞树型铣刀一次走刀成型。
24、步骤6,两刀成型加工
25、枞树型铣刀中心与枞树型榫槽中心不重合,枞树型铣刀中心线相对枞树型榫槽中心线偏置δ/2,δ为刀具直径的修磨量。
26、铣刀偏置榫槽中心,往返走刀,两次走刀分别为向左偏置一次,向右偏置一次。
27、上述的枞树型榫槽加工方法,所述步骤5,两刀成型加工中,刀具直径磨损量大于0.2mm,刀具直径的修磨量为δ=1mm,刀具齿形整体向刀具中心平移0.5mm。
28、本发明的有益效果是:
29、一种枞树型铣刀修磨方法,通过刀具重磨组合应用,增加枞树型精铣成型刀具重磨次数,结合不同的枞树型榫槽加工工艺,使枞树型精铣刀的使用寿命可延长3~4次,使枞树型精铣刀的成本降低20%,并具有很强的经济性。
技术特征:
1.一种枞树型铣刀修磨方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的枞树型铣刀修磨方法,其特征在于,所述步骤2,前角修磨,进一步包括:当刃口锋利程度不满足使用要求,重复修磨、使用,可重复修磨5次。
3.根据权利要求1所述的枞树型铣刀修磨方法,其特征在于,所述砂轮对枞树型铣刀进行修磨,包括粗磨、精磨。
4.一种枞树型榫槽加工方法,使用权利要求1至3任一所述的枞树型铣刀,其特征在于,包括如下步骤:
5.根据权利要求4所述的枞树型榫槽加工方法,其特征在于,所述步骤5,两刀成型加工中,刀具直径磨损量大于0.2mm,刀具直径的修磨量为δ=1mm,刀具齿形整体向刀具中心平移0.5mm。
技术总结
本发明涉及一种枞树型铣刀修磨方法,包括检查枞树型铣刀锋利程度、直径磨损量,确定修磨方式;前角修磨,采用砂轮对枞树型铣刀前角进行修磨;或者后角+前角修磨,采用砂轮对枞树型铣刀后角、前角分别进行修磨。本发明还涉及一种使用枞树型铣刀的枞树型榫槽加工方法,包括检查铣刀,确定加工方式,一刀成型加工或者两刀成型加工。本发明修磨方法,增加了枞树型铣刀重磨次数,使枞树型铣刀的使用寿命延长3~4次,枞树型铣刀成本降低20%。本发明加工方法,保证了枞树型榫槽的加工精度。
技术研发人员:王晓红,郑君君,王亚宁,霍海燕,刘亚娟,李恒波,齐文平,王姗姗,左平英,秦朝阳,王征兵,杨朵朵
受保护的技术使用者:西安陕鼓动力股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!