一种旋转式退火炉旋转台架安装及找正方法与流程
本发明涉及退火炉设备安装,尤其涉及一种旋转式退火炉旋转台架安装及找正方法。
背景技术:
1、旋转式退火炉为大直径圆形、间歇旋转式热处理炉,设备的安装中心、半径的检测、热态变化都有别于直线式机组。旋转式退火炉的旋转台架按角度分布在支撑辊组上,且在生产过程中荷载很大,为了保证其平稳运行,确保旋转台架的安装精度至关重要。
2、旋转式退火炉旋转台架为非标结构件,其圆形结构组成及焊接工艺原理,台架拼接安装精度较差,给安装带来极大困难。同时,退火炉复杂的土建基础,也给旋转台架位置测算及调整带来极大难度,而且现场工人没有实用高效的安装方案,施工过程中存在效率低,精度差等问题。
技术实现思路
1、本申请提供一种旋转式退火炉旋转台架安装及找正方法,解决了现有技术中退火炉旋转台架的安装精度低、安装效率低的技术问题。
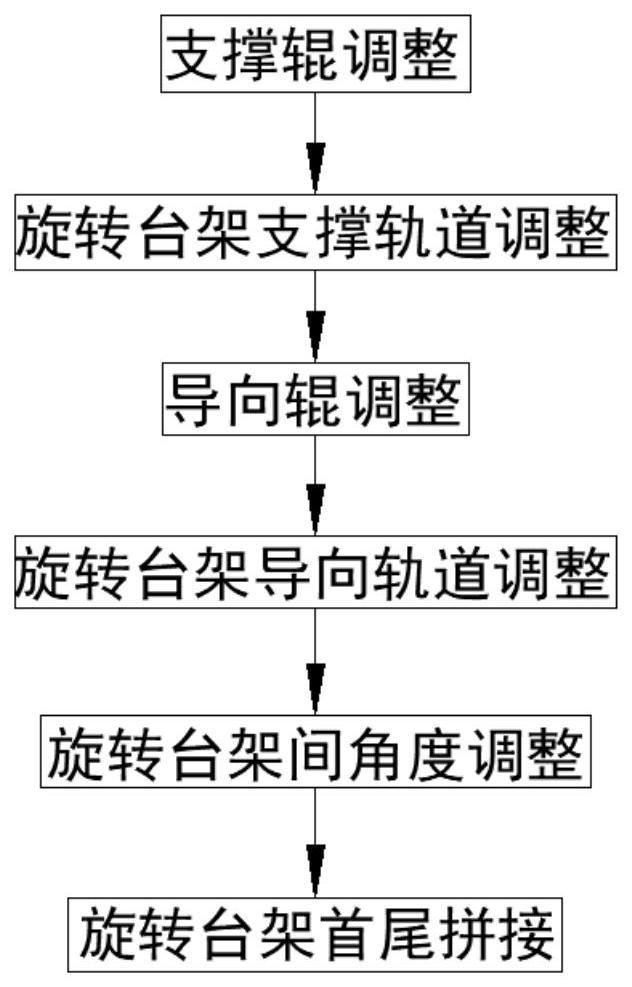
2、本申请提供一种旋转式退火炉旋转台架安装及找正方法,包括:进行支撑辊安装找正,支撑辊按照规定角度预装在旋转式退火炉基础上,调整支撑辊标高、水平及轴心角度,通过调整底部所有支撑辊上端面,确保所有支撑辊的空间位置在同一个水平圆面上;在支撑辊安装找正后,进行支撑轨道调整,调整支撑轨道面水平度,调整支撑轨道标高,安装时测量支撑轨道中线在理论半径上;在支撑轨道调整后,进行导向辊安装找正,调整导向辊辊面垂直度,使用全站仪测量导向辊辊面距机组圆心的半径,调整导向辊辊面中心线的标高,以使导向辊在导向轨道面的中间位置滚动;在导向辊安装找正后,进行导向轨道调整,通过调整导向轨道垂直度,安装时要求导向轨道在理论半径上;在导向轨道调整后,进行旋转台架角度调整,安装旋转台架时调整旋转台架之间的角度,确保旋转台架所在圆环被旋转台架等分;在旋转台架角度调整后,进行旋转台架首尾拼接,将组装好的旋转台架逐台顺次吊装放置于支撑辊上,导向轨道紧贴导向辊,旋转台架中心线冷态时与炉膛中心线相差一个a值,旋转台架的导向轨道半径为r-a,理论半径r为导向轨道在热态时距圆心的理论距离,a为导向轨道在冷态至热态时的钢结构膨胀量,旋转台架偏向机组圆心。
3、在一些实施方式中,旋转台架角度调整包括相邻台架间角度调整、累计台架角度调整以及首尾台架调整。
4、在一些实施方式中,导向轨道调整包括导向轨道水平度调整和标高调整。
5、在一些实施方式中,支撑辊安装找正,包括:根据基础施工时在圆中心和圆外环留设的中心标板,使用全站仪测定出各支承辊的素线中心和半径;架设全站仪之后,通过全站仪测量辊面轴向两端的高度差,并通过调整辊组基座直至辊面轴向两端处于相同的高度。
6、在一些实施方式中,调整辊组基座包括:通过调节辊组基座与安装面之间的垫块进行操作。
7、在一些实施方式中,支撑辊安装找正包括:用精密水准仪校正辊标高,用框式水平仪校正辊水平度。
8、在一些实施方式中,取全站仪架设在环形退火炉的平面圆心上,在导向轨道同一水平面选取多个测量点位,用全站仪瞄准镜瞄准导向轨道上选取的测量点位,进行测量距离,调整旋转台架与圆心的距离。
9、在一些实施方式中,相邻台架间具有理论间隙;在整个旋转台架安装完并校正圆度后,根据实际间隙值配置垫片填塞,然后紧固连接点螺栓,以将间隙值调整至相邻台架间的理论间隙。
10、在一些实施方式中,供货时每个台架一分为二,需要在现场组装,组装形成了组装体;旋转台架的支撑轨道要求在一个平面,组装前设置多个支点,用水准仪找平,每个支点上设一对斜垫铁,组装时用精密水准仪在支撑轨道上测量,通过斜垫铁将组装体调平,水平度合格后栓焊连接节点处。
11、在一些实施方式中,根据设备编号逐台将旋转台架吊放到已校正好的支撑辊上,然后调整使旋转台架与导向辊接触,整个一圈台架必须在同一个圆周中心上。
12、本申请有益效果如下:
13、提供一种旋转式退火炉旋转台架安装及找正方法,依次进行支撑辊安装找正、支撑轨道调整、导向辊安装找正、导向轨道调整、旋转台架角度调整以及旋转台架首尾拼接;调整找正顺序为由下至上,由外向内,以圆心为准找正台架间角度间隔;首先,调整底部所有支撑辊上端面,确保所有支撑辊的空间位置在同一个水平圆面上;然后,安装旋转台架,通过调整旋转台架底部轨道面的高度,确保内外侧支撑轨道下表面在一个平面上;最后,调整旋转台架导向轨道距圆心的距离为理论半径r减去钢结构膨胀量a即(r-a),同时,调整旋转台架之间的角度,确保旋转台架所在圆环被旋转台架等分;通过此种方法使得旋转台架轨道与支撑辊全部接触,在旋转时可时刻保持台架上的载荷重心无垂直方向上移动,每次步进式前进角度一致,轨道与支撑辊为滚动支撑,提高了台架安装精度,避免设备旋转过程中出现溜车、不到位等现象;相比较现有技术中非标结构件的旋转式退火炉旋转台架的安装方式,采用本方法提高了安装效率,提高了安装精度。
技术特征:
1.一种旋转式退火炉旋转台架安装及找正方法,其特征在于,包括:
2.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,所述旋转台架角度调整包括相邻台架间角度调整、累计台架角度调整以及首尾台架调整。
3.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,所述导向轨道调整包括导向轨道水平度调整和标高调整。
4.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,所述支撑辊安装找正,包括:根据基础施工时在圆中心和圆外环留设的中心标板,使用全站仪测定出各支承辊的素线中心和半径;
5.如权利要求4所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,所述调整辊组基座包括:通过调节辊组基座与安装面之间的垫块进行操作。
6.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,所述支撑辊安装找正包括:用精密水准仪校正辊标高,用框式水平仪校正辊水平度。
7.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,取全站仪架设在环形退火炉的平面圆心上,在所述导向轨道同一水平面选取多个测量点位,用全站仪瞄准镜瞄准所述导向轨道上选取的所述测量点位,进行测量距离,调整旋转台架与圆心的距离。
8.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,相邻台架间具有理论间隙;
9.如权利要求1所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,供货时每个台架一分为二,需要在现场组装,组装形成了组装体;
10.如权利要求9所述的旋转式退火炉旋转台架安装及找正方法,其特征在于,根据设备编号逐台将所述旋转台架吊放到已校正好的支撑辊上,然后调整使所述旋转台架与导向辊接触,整个一圈台架必须在同一个圆周中心上。
技术总结
本发明公开一种旋转式退火炉旋转台架安装及找正方法,包括:进行支撑辊安装找正,通过调整底部所有支撑辊上端面,确保所有支撑辊的空间位置在同一个水平圆面上;在支撑辊安装找正后,进行支撑轨道调整;在支撑轨道调整后,进行导向辊安装找正;在导向辊安装找正后,进行导向轨道调整;在导向轨道调整后,进行旋转台架角度调整,确保旋转台架所在圆环被旋转台架等分;在旋转台架角度调整后,进行旋转台架首尾拼接,将组装好的旋转台架逐台顺次吊装放置于支撑辊上,导向轨道紧贴导向辊,旋转台架中心线冷态时与炉膛中心线相差一个a值,旋转台架的导向轨道半径为R‑a,理论半径R为导向轨道在热态时距圆心的理论距离,a为钢结构膨胀量。
技术研发人员:郑韩超,郝晓鹏,肖辉明,赵松山,黎先浩,柳振方,马小云,马琳,闫冬冬
受保护的技术使用者:首钢智新迁安电磁材料有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!