超轻量化非球面反射镜成形加工恒定磨削力的控制方法与流程
本发明涉及大口径光学元件超精密制造,更具体的说是涉及超轻量化非球面反射镜成形加工恒定磨削力的控制方法。
背景技术:
1、与传统的球面光学元件相比,非球面光学元件能够避免球差、慧差、像差等不利影响,在光束聚焦时能减少光能损失,提高聚焦和校准精度,在现代大型光学系统中获得了广泛的应用。为降低发射成本,空间探测光学系统对光学非球面反射镜提出了极高的轻量化要求,镜面厚度达到毫米级别。在空间探测系统大口径(口径数百毫米至上千毫米)、硬脆材料、超薄超轻量化非球面反射镜超精密成形制造过程中,加工工具性能退化、非球面表面点梯度不一致等因素影响导致加工力波动式增长,使得元件在加工力的作用下极易产生镜面开裂破碎,最终导致元件报废。在保证加工效率和精度的前提下,如何稳定成形加工过程中的磨削力,是保证镜面完好的关键。
2、专利文献cn211193241u公开了一种电动恒力磨削装置,通过测力传感器实时测量磨削力,并反馈至控制系统,通过电机调节打磨头与工件直接的距离,实现打磨力的控制,保持打磨头与工件表面恒力接触。
3、专利文献cn107962480a公开了一种叶片机器人砂带磨削加工力控制方法,在获取传感器六个通道的电压信号后,对电压信号进行软件滤波并转化为力信号,然后对力进行零点漂移补偿和机器人末端负载的重力补偿,最后通过力位混合控制和pi/pd控制实现恒力控制。
4、专利文献cn106078515a公开了一种集检测、磨削功能于一体的恒力磨削系统,包括:工作台,安装在工作台上的在线检测系统、恒力磨削系统和控制器,通过在线检测磨削力,反馈至控制器,当磨削力超过设定值后,控制工作台的水平工作退回,达到恒力磨削的目的。
5、专利文献cn102059649a公开了一种磨床磨削径向力大小监控方式及恒力进给实现方法,对磨床进给过程的工件或砂轮的进给力进行检测,根据所检测的进给力的值来控制驱动工件或砂轮的驱动机构,以施加给工件或砂轮恒定大小的进给力。
6、上述公开的专利技术都是通过实时监测磨削力的大小,然后通过改变砂轮和工件直接的切入深度的方式,实现恒力控制。但针对于非球面元件的超精密成形加工过程中,非球面的梯度不一致导致磨削力波动后,通过改变砂轮与工件直接的切入深度的方式,会导致砂轮的实际运动轨迹与理想的非球面形貌产生差异,最终影响元件的成形加工精度。在大口径、硬脆材料、超薄超轻量化非球面反射镜超精密成形制造过程中,如何解决因砂轮加工性能退化、非球面表面点梯度不一致等因素影响,导致加工力波动式增长,是本领域技术人员亟需解决的问题。
技术实现思路
1、为此,本发明的目的在于提出了超轻量化非球面反射镜成形加工恒定磨削力的控制方法,解决因砂轮加工性能退化、非球面表面点梯度不一致等因素影响,导致加工力波动式增长的技术问题。
2、以下方案分别从通过对加工工艺参数和砂轮表面锐利度动态调控的手段,使整个加工过程中的磨削力恒力,不超过镜面破碎的阈值,确保镜面完好的前提下实现大口径非球面元件的超精密成形加工。
3、本发明提供了超轻量化非球面反射镜成形加工恒定磨削力的控制方法,包括以下步骤:
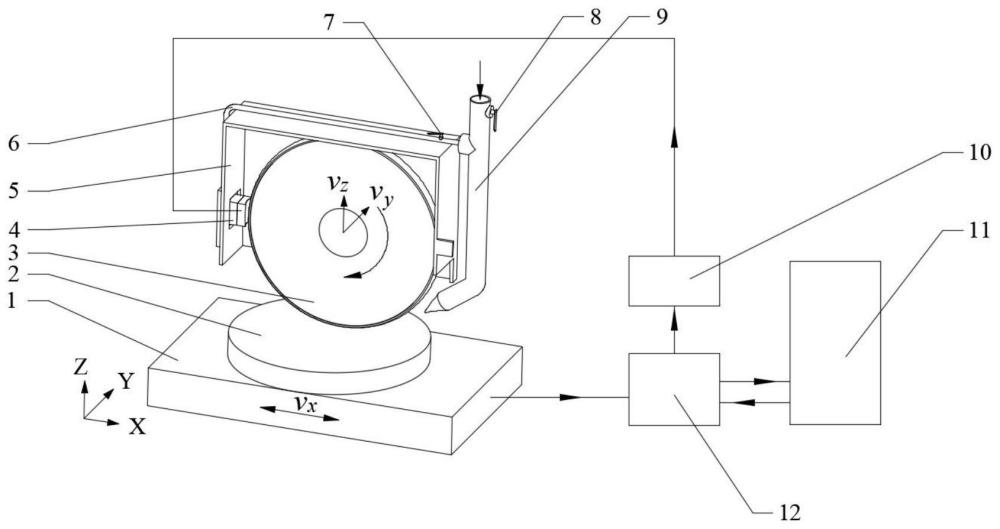
4、s1、在超精密磨床的工作台上安装有三维力测量台,采用压电陶瓷将作用于三维力测量台上的力信号转换为电信号,经放大调理后成为模拟电压信号,并传送至磨削力采集处理模块;磨削力采集处理模块根据力和电压信号之间的线性关系,实时采集得到三维力fx、fy和fz;
5、s2、在三维力测量台换向时,加减速过程中会产生一定的惯性力fi,采集得到的力fx、惯性力fi和砂轮作用在非球面反射镜表面沿x向的磨削力gx之间的关系为gx=fx-fi;
6、因此,在磨削过程中,磨削力采集处理模块从数控系统中实时获取三维力测量台左右进给运动的速度vx,由公式(1)计算得到最终金刚石砂轮作用在非球面反射镜表面沿x向的磨削力为:
7、
8、式中:mt为三维力测量台的静止质量,mo为非球面反射镜及夹具的质量;
9、s3、再分别采集三维力测量台在静止状态下未安装非球面反射镜和夹具时测量得到的z向力fz0,以及安装了非球面反射镜和夹具时的z向力fz1,由公式(2)计算得到:式中g为重力加速度;
10、
11、s4、根据公式(3),计算得到任意时刻金刚石砂轮作用在非球面反射镜表面的合力:
12、g=gx+gy+gz (3);
13、s5、在磨削力采集处理模块上设定金刚石砂轮作用在非球面反射镜表面的最大磨削力阈值gt。
14、进一步地,由于在磨削过程中,非球面反射镜随三维力测量台只做左右进给运动,即gy=fy,gz=fz。
15、进一步地,s5中最大磨削力阈值gt与非球面反射镜的轻量化孔结构、镜面厚度、反射镜材料的力学参数、金刚石砂轮的尺寸因素相关。
16、进一步地,当g≤ηgt时,加工过程中不会出现镜面破碎;其中安全系数为η,η<1。
17、进一步地,当g>ηgt时,磨削力采集处理模块根据下述公式(4)计算得到进给速度衰减系数ζ,将反射镜沿x轴左右运动的实际进给速度降低,以降低实际磨削力g,确保g≤ηgt。
18、
19、进给速度衰减系数ζ计算得到后,发送至数控系统的进给倍率模块,通过降低进给倍率的方式,降低磨削过程中的进给速度,达到降低磨削力的目的。
20、进一步地,采用电解电极对金钢石砂轮进行在线电解加工,均匀去除砂轮表面薄层结合剂,凸露金刚石磨粒,恢复砂轮的磨削性能。
21、进一步地,金刚石砂轮采用具有导电性能的青铜结合剂,并且与电解电源的阳极通过电刷连接,电解电极与电解电源的阴极连接,并且采用绝缘方式安装在砂轮外罩上,电解电极的工作面为超环面,电解电极子午曲率半径rm、弧矢曲率半径rs与金刚石砂轮总半径rw、圆弧半径ra之间的关系如公式(5)所示,式中d为电解电极的工作面与金刚石砂轮表面之间的间隙;
22、
23、进一步地,电解电极与金刚石砂轮沿轴向相对位置、径向相对位置均能够调节。
24、进一步地,采用的电解电极工作表面上设置有孔,用于流出磨削液,电解电极与其连接底座之间具有一个磨削液腔。
25、进一步地,根据实时检测到的金刚石砂轮作用在非球面反射镜上的磨削力g,磨削力采集处理模块计算得到磨削力的增长率,并按照公式(6)计算得到砂轮在线电解的电流值,发送控制信号至电解电源,使电解电源输出相应的电流值至电解电极,实现金刚石砂轮的在线电解,凸露金刚石磨粒,恢复砂轮的磨削性能,抑制磨削力的增长,最终达到稳定磨削力的目的;
26、
27、式中:k为线性系数,与磨削液的电导率、电解电极、砂轮转速因素相关。
28、经由上述的技术方案可知,与现有技术相比,本发明具有如下有益效果:
29、本发明在三维磨削力实时监测的基础上,通过对加工工艺参数和砂轮表面锐利度动态调控的手段,使整个加工过程中的磨削力恒力,不超过镜面破碎的阈值,确保镜面完好的前提下实现大口径非球面元件的超精密成形加工。
- 还没有人留言评论。精彩留言会获得点赞!