一种面齿轮精密磨削砂轮修整路径规划方法与流程
本发明涉及面齿轮磨削加工,尤其涉及一种面齿轮精密磨削砂轮修整路径规划方法。
背景技术:
1、面齿轮传动是一种新型的传动形式,具有体积小、质量轻、承载能力高、噪音低、可靠性高、无轴向力等优点。但目前面齿轮专用加工设备方面研究较少,大部分面齿轮产品加工是在现有的锥齿轮机床上进行,具有运动转换复杂、编程困难和结构受限等问题,为工程化应用带来了一定的困难,成为制约面齿轮应用发展的瓶颈问题。提高面齿轮加工精度对面齿轮应用意义重大。
技术实现思路
1、本发明的目的在于提供一种面齿轮精密磨削砂轮修整路径规划方法,旨在解决现有的面齿轮的磨削加工的精确度较低的问题。
2、为实现上述目的,本发明提供了一种面齿轮精密磨削砂轮修整路径规划方法,包括以下步骤:
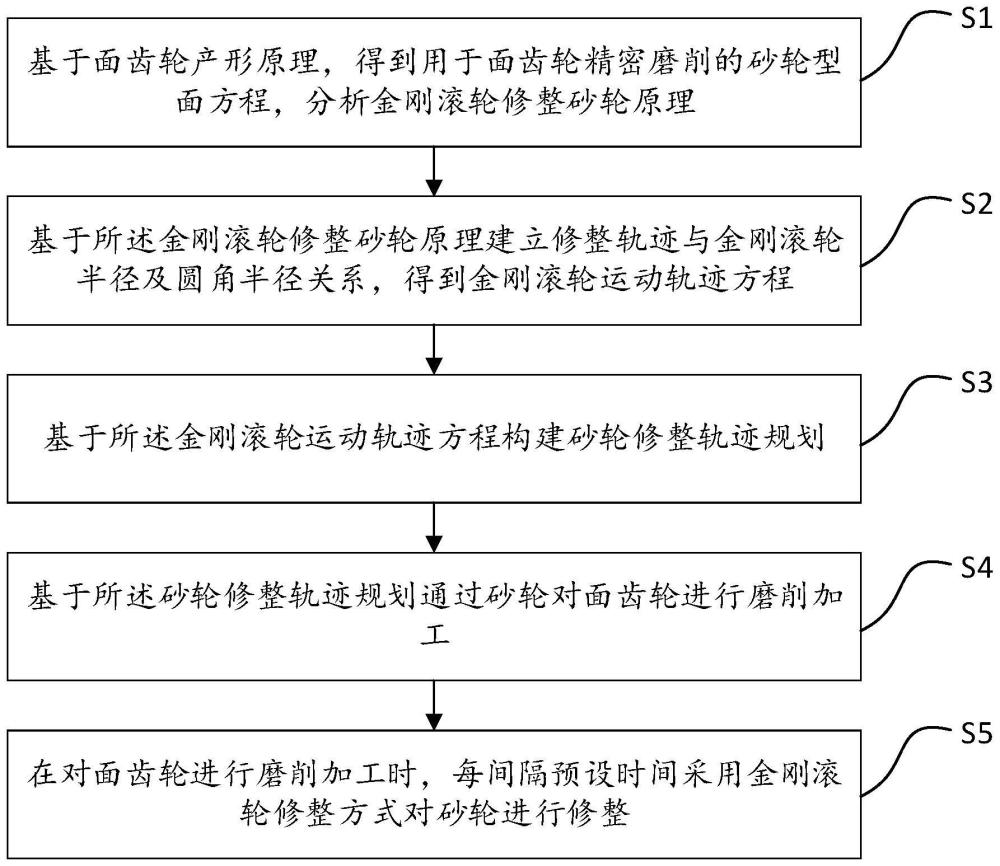
3、基于面齿轮产形原理,得到用于面齿轮精密磨削的砂轮型面方程,分析金刚滚轮修整砂轮原理;
4、基于所述金刚滚轮修整砂轮原理建立修整轨迹与金刚滚轮半径及圆角半径关系,得到金刚滚轮运动轨迹方程;
5、基于所述金刚滚轮运动轨迹方程构建砂轮修整轨迹规划;
6、基于所述砂轮修整轨迹规划通过砂轮对面齿轮进行磨削加工。
7、其中,所述方法还包括:
8、在对面齿轮进行磨削加工时,每间隔预设时间采用金刚滚轮修整方式对砂轮进行修整。
9、其中,所述每间隔预设时间采用金刚滚轮修整方式对砂轮进行修整,包括:
10、每间隔预设时间基于渐开线齿廓的曲线方程和齿廓的等距曲线方程构建金刚滚轮修建方程,设计金刚滚轮的修整轨迹;
11、基于所述金刚滚轮的修整轨迹和渐开线碟形刀具在整个齿形上的多处过渡型面,使用金刚滚轮的两个面同时修出砂轮的两个面。
12、其中,所述渐开线齿廓的曲线方程为:
13、
14、所述齿廓的等距曲线方程为:
15、
16、取β=r/rb,所述金刚滚轮修建方程为:
17、
18、其中,所述每次进行砂轮型面修整时,按照砂轮材料和实际加工状况进给一定的量。
19、本发明的一种面齿轮精密磨削砂轮修整路径规划方法,通过基于面齿轮产形原理,得到用于面齿轮精密磨削的砂轮型面方程,分析金刚滚轮修整砂轮原理;基于所述金刚滚轮修整砂轮原理建立修整轨迹与金刚滚轮半径及圆角半径关系,得到金刚滚轮运动轨迹方程;基于所述金刚滚轮运动轨迹方程构建砂轮修整轨迹规划;基于所述砂轮修整轨迹规划通过砂轮对面齿轮进行磨削加工,相比现有的计算方法,本发明的计算方法可以用来修整用于面齿轮磨削的砂轮,计算更加快速,计算结果更加准确,适用于面齿轮精密磨削。解决了现有的面齿轮的磨削加工的精确度较低的问题。
技术特征:
1.一种面齿轮精密磨削砂轮修整路径规划方法,其特征在于,包括以下步骤:
2.如权利要求1所述的面齿轮精密磨削砂轮修整路径规划方法,其特征在于,
3.如权利要求2所述的面齿轮精密磨削砂轮修整路径规划方法,其特征在于,
4.如权利要求3所述的面齿轮精密磨削砂轮修整路径规划方法,其特征在于,
5.如权利要求2所述的面齿轮精密磨削砂轮修整路径规划方法,其特征在于,
技术总结
本发明涉及面齿轮磨削加工技术领域,具体涉及一种面齿轮精密磨削砂轮修整路径规划方法,包括基于面齿轮产形原理,得到用于面齿轮精密磨削的砂轮型面方程,分析金刚滚轮修整砂轮原理;基于所述金刚滚轮修整砂轮原理建立修整轨迹与金刚滚轮半径及圆角半径关系,得到金刚滚轮运动轨迹方程;基于所述金刚滚轮运动轨迹方程构建砂轮修整轨迹规划;基于所述砂轮修整轨迹规划通过砂轮对面齿轮进行磨削加工,相比现有的计算方法,本发明的计算方法可以用来修整用于面齿轮磨削的砂轮,计算更加快速,计算结果更加准确,适用于面齿轮精密磨削。解决了现有的面齿轮的磨削加工的精确度较低的问题。
技术研发人员:梁钜松,黄一展,聂硕硕,高世博,覃少荣,邵逸安,李永平,龚正
受保护的技术使用者:桂林桂北机器有限责任公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!