高强耐蚀钛合金管材及其制备方法与流程
本发明涉及钛合金,具体涉及一种高强耐蚀钛合金管材及其制备方法。
背景技术:
1、油气开发工程用材料的服役环境包括高温高压,以及高含h2s、co2、s、cl-的流体介质,因此油气管的材质和防护技术面临更严苛的要求。油气管的腐蚀受到多方面影响,如温度、酸碱盐、ph值等。目前油管采用的碳钢和双相不锈钢在耐蚀和酸化要求上都难以满足,而钛合金具有高耐蚀性、优良强韧性和焊接性能,因而在海洋工程装备、油气油田开采等领域逐渐受到更多关注。但普通钛合金的耐蚀性对ph值敏感,当环境ph值小于4或大于12时,钛合金表面致密的钝化膜会加速溶解,导致钛合金耐蚀性下降。除了耐腐蚀性能外,油管的服役环境还要求材质必须具备一定的强度和韧性。因此,开发高强耐蚀钛合金已成为油气运输的迫切需求。
技术实现思路
1、本发明的主要目的在于提供一种高强耐蚀钛合金管材及其制备方法,以解决油气管道用钛合金的耐腐蚀性能和强度有待提高的问题。
2、根据本发明的一个方面,提出一种高强耐蚀钛合金管材,按质量百分比计,包含:al:4.5~5.5%,mo:0.6~1.5%,zr:0.5~1.0%,ru:0.01~0.03%,ni≥0.9%,ta+ni:1.6~3.5%,n≤0.05%,h≤0.001%,o≤0.2%,其余为ti及不可避免的杂质元素。
3、根据本发明的一个实施例,高强耐蚀钛合金管材的屈服强度≥835mpa,抗拉强度≥885mpa,断面伸长率≥10%;按照nace tm0177测试标准在试验溶液a中施加对应于60%名义屈服强度的应力进行测试,经过720小时后高强耐蚀钛合金管材不发生断裂。
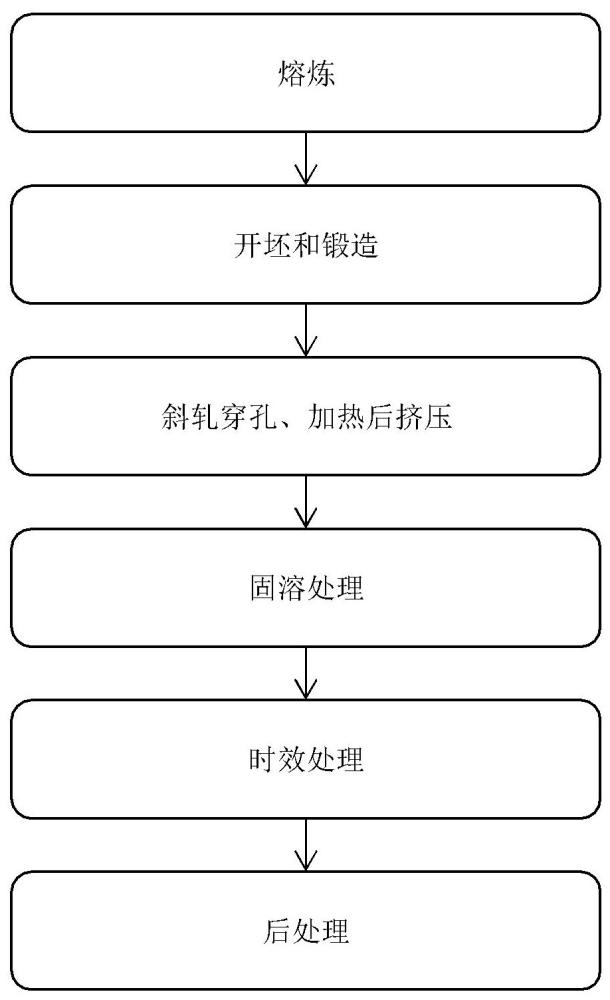
4、根据本发明的另一方面,提出一种如上所述的高强耐蚀钛合金管材的制备方法,包括:
5、经过熔炼得到钛合金铸锭;
6、将铸锭进行开坯和锻造,得到棒坯;
7、将棒坯进行斜轧穿孔、加热后挤压,得到管材;
8、将管材在845~885℃下进行固溶处理;
9、将经过固溶处理的管材在530~570℃下进行时效处理,再经后处理得到高强耐蚀钛合金管材。
10、根据本发明的一个实施例,固溶时间为30~60min;和/或时效时间为3~5h。
11、根据本发明的一个实施例,在真空度≤10-3pa的条件下进行固溶处理和时效处理。
12、根据本发明的一个实施例,熔炼次数为4~6次。
13、根据本发明的一个实施例,开坯温度为1050~1150℃,锻造温度为900~1000℃,锻造次数不少于5火次。
14、根据本发明的一个实施例,挤压前加热温度为920~980℃,保温时间1~3h,挤压变形比为8~10。
15、根据本发明的一个实施例,在进行固溶处理前,对管材进行退火处理,退火温度为750~800℃,保温时间2~4h。
16、根据本发明的一个实施例,后处理包括:对固溶处理后的管材进行矫直、机加工、酸洗。
17、在本发明的技术方案中,通过复合添加ni、ta和ru等耐蚀元素,显著改善钛合金管材在油气等复杂服役环境中的耐蚀性能;通过采用少量的ru,有利于节约成本;通过设计al、mo、zr元素的合理配比,可以提高合金强度和韧性。
技术特征:
1.一种高强耐蚀钛合金管材,其特征在于,按质量百分比计,包含:al:4.5~5.5%,mo:0.6~1.5%,zr:0.5~1.0%,ru:0.01~0.03%,ni≥0.9%,ta+ni:1.6~3.5%,n≤0.05%,h≤0.001%,o≤0.2%,其余为ti及不可避免的杂质元素。
2. 根据权利要求1所述的高强耐蚀钛合金管材,其特征在于,所述高强耐蚀钛合金管材的屈服强度≥835mpa,抗拉强度≥885mpa,断面伸长率≥10%;按照nace tm0177测试标准在试验溶液a中施加对应于60%名义屈服强度的应力进行测试,经过720小时后所述高强耐蚀钛合金管材不发生断裂。
3.一种如权利要求1或2所述的高强耐蚀钛合金管材的制备方法,其特征在于,包括:
4.根据权利要求3所述的方法,其特征在于,固溶时间为30~60min;和/或时效时间为3~5h。
5.根据权利要求3所述的方法,其特征在于,在真空度≤10-3pa的条件下进行固溶处理和时效处理。
6.根据权利要求3所述的方法,其特征在于,熔炼次数为4~6次。
7.根据权利要求3所述的方法,其特征在于,开坯温度为1050~1150℃,锻造温度为900~1000℃,锻造次数不少于5火次。
8.根据权利要求3所述的方法,其特征在于,挤压前加热温度为920~980℃,保温时间1~3h,挤压变形比为8~10。
9.根据权利要求3所述的方法,其特征在于,在进行固溶处理前,对管材进行退火处理,退火温度为750~800℃,保温时间2~4h。
10.根据权利要求3所述的方法,其特征在于,所述后处理包括:对固溶处理后的管材进行矫直、机加工、酸洗。
技术总结
本发明属于钛合金技术领域,公开了一种高强耐蚀钛合金管材及其制备方法,按质量百分比计,高强耐蚀钛合金管材包含:Al:4.5~5.5%,Mo:0.6~1.5%,Zr:0.5~1.0%,Ru:0.01~0.03%,Ni≥0.9%,Ta+Ni:1.6~3.5%,N≤0.05%,H≤0.001%,O≤0.2%,其余为Ti及不可避免的杂质元素。本发明所公开的钛合金管材具有优异的耐腐蚀性能和良好的强韧性,可适用于油气管道的服役环境。
技术研发人员:李晓煜,肖强,唐敏,刘昕
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!