一种浇包的砌筑结构的制作方法
本技术涉及铸造熔融物容器,具体为一种浇包的砌筑结构。
背景技术:
1、传统工业硅浇包主要包括:包壳、包壁和包芯;包壳由钢板制得,包壁砌筑在包壳的内侧表面,由包壳的外侧向内依次砌筑一层厚度为20mm石棉板、一层80mm厚的高铝砖,然后再利用模具对包壳整体浇筑一层厚约100mm的刚玉浇注料,刚玉浇注料耐火温度一般在1600℃左右。包芯通常采用透气砖砌筑在包壁的底部,透气砖正常的耐火温度1500℃以下。
2、在硅水精炼过程中,通常要在包底通入氧气和压缩空气按一定比例混合好的气体,使得硅水的温度升高,让硅水中的浮渣、硅液、其他杂质分离,形成上中下三层,通常取中间层的硅液作为生产使用。
3、然而,由于现有的包壁和包芯只能承受温度1600℃以下,在硅水精炼过程中,为了浮渣、硅液、其他杂质达到最佳的分离效果,通入氧气的量较多时,造成硅水的温度最高达到1700℃-1800℃左右。因此,现有的包芯无法承受升高的温度,最后随着硅水一同对包壁的表面不断冲刷,就会出现硅水穿包,造成浇包使用寿命短,维修费用高,同时存在重大安全隐患。
技术实现思路
1、本实用新型的目的在于提供一种浇包的砌筑结构,以解决上述背景技术中提出的问题。
2、本实用新型由如下技术方案实施:
3、一种浇包的砌筑结构,包括包壳、包壁和包芯,所述包壁砌筑在所述包壳的内侧表面,所述包芯设置在包壁的底部;所述包壁包括:在所述包壳内侧表面砌筑有一层石棉板;在所述一层石棉板的底部上表面由下向上依次砌筑有t3高铝砖和t3碳钢砖,在t3碳钢砖上方沿一层石棉板的内侧表面由外向内依次砌筑有二层高铝砖和碳化硅砖;
4、所述包芯包括:集气包和混合浇注料;在所述t3高铝砖和t3碳钢砖的中部竖直设置有集气包,所述集气包整体通过混合浇注料浇筑固定,所述集气包的底部与进气管的接头一端固定连接。
5、优选的,所述一层石棉板砌筑厚度为20mm。
6、优选的,所述t3高铝砖采用平砌的方式进行砌筑,砌筑厚度为132mm。
7、优选的,所述t3碳钢砖采用侧砌的方式进行砌筑,砌筑厚度为115mm。
8、优选的,所述二层高铝砖砌筑厚度为65mm。
9、优选的,所述碳化硅砖砌筑厚度为115mm。
10、优选的,所述集气包底部的内径为110mm,所述集气包的顶端开设有多个进气孔,所述集气包的顶端高于t3碳钢砖表面250mm,且与混合浇注料顶部呈“馒头”形状。
11、优选的,所述进气管采用胶管,公称直径为25mm。
12、本实用新型的优点:在硅水精炼过程中,利用集气包能够保证氧气和压缩空气混合比更均匀。同时,包壁、包芯能够承受2000℃高温,不会因为硅水温度过高,对包壁、包芯、包壳产生影响,避免出现硅水穿包,提高浇包使用寿命,减少维修次数和安全隐患。
技术特征:
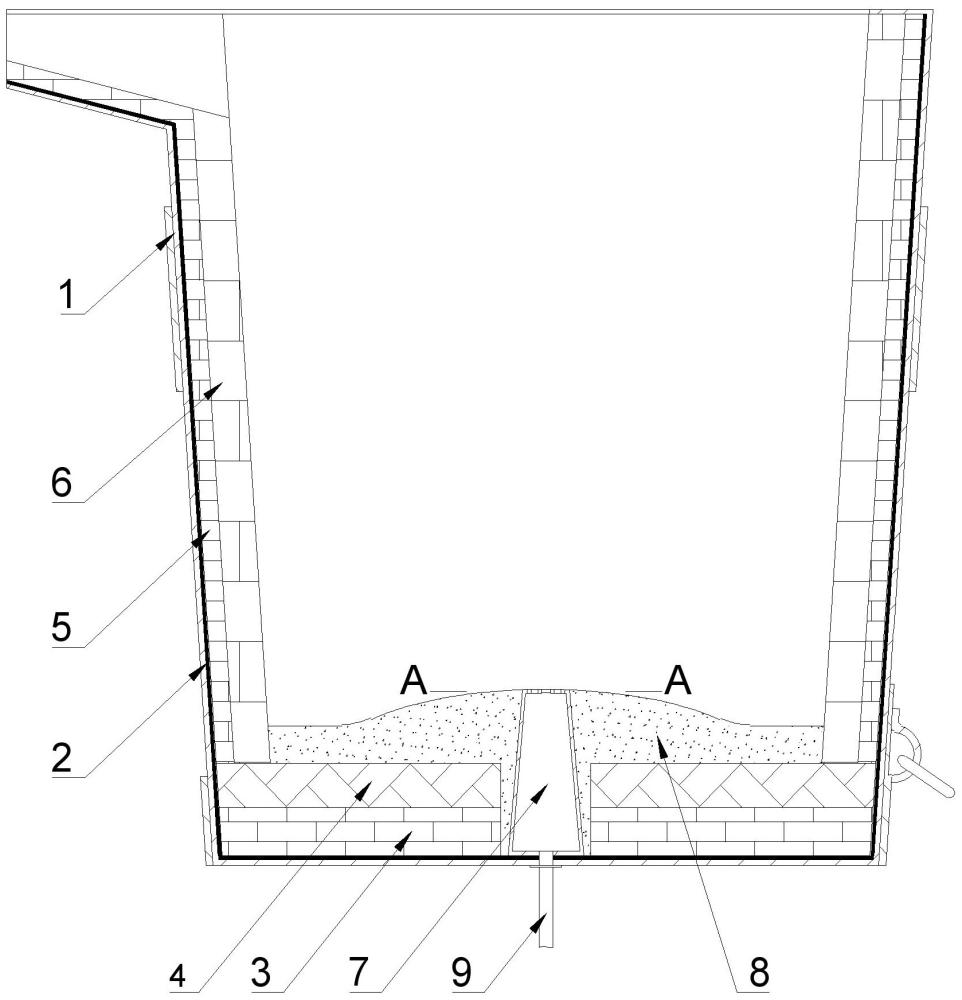
1.一种浇包的砌筑结构,包括包壳(1)、包壁和包芯,包壁砌筑在包壳(1)的内侧表面,包芯设置在包壁的底部;其特征在于:包壁包括:在包壳(1)内侧表面砌筑有一层石棉板(2);在一层石棉板(2)的底部上表面由下向上依次砌筑有t3高铝砖(3)和t3碳钢砖(4),在t3碳钢砖(4)上方沿一层石棉板(2)的内侧表面由外向内依次砌筑有二层高铝砖(5)和碳化硅砖(6);包芯包括:集气包(7)和混合浇注料(8);在t3高铝砖(3)和t3碳钢砖(4)的中部竖直设置有集气包(7),集气包(7)整体通过混合浇注料(8)浇筑固定,集气包(7)的底部与进气管(9)的接头一端固定连接。
2.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:一层石棉板(2)砌筑厚度为20mm。
3.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:t3高铝砖(3)采用平砌的方式进行砌筑,砌筑厚度为132mm。
4.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:t3碳钢砖(4)采用侧砌的方式进行砌筑,砌筑厚度为115mm。
5.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:二层高铝砖(5)砌筑厚度为65mm。
6.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:碳化硅砖(6)砌筑厚度为115mm。
7.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:集气包(7)底部的内径为110mm,集气包(7)的顶端开设有多个进气孔(7.1),集气包(7)的顶端高于t3碳钢砖(4)表面250mm,且与混合浇注料(8)顶部呈“馒头”形状。
8.根据权利要求1所述的一种浇包的砌筑结构,其特征在于:进气管(9)为胶管,公称直径为25mm。
技术总结
本技术公开了一种浇包的砌筑结构,涉及铸造熔融物容器技术领域,包括包壳、包壁和包芯,包壁砌筑在包壳的内侧表面,包芯设置在包壁的底部;包壁包括:在包壳内侧表面砌筑有一层石棉板;在一层石棉板的底部上表面由下向上依次砌筑有T3高铝砖和T3碳钢砖,在T3碳钢砖上方沿一层石棉板的内侧表面由外向内依次砌筑有二层高铝砖和碳化硅砖;包芯包括:集气包和混合浇注料;本技术的优点:在硅水精炼过程中,利用集气包能够保证氧气和压缩空气混合比更均匀,包壁、包芯耐高温能达到2000℃高温,不会出现硅水穿包,提高浇包使用寿命,减少维修次数和安全隐患。
技术研发人员:郭玉玲,谭刚,张昌炎
受保护的技术使用者:内蒙古鑫元硅材料科技有限公司
技术研发日:20240220
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!