石英玻璃坩埚的制作方法
1.本发明涉及一种石英玻璃坩埚,尤其涉及一种利用提拉法(czochralski method,cz法)的单晶硅制造中所使用的石英玻璃坩埚。
背景技术:
2.利用cz法的单晶硅制造中使用石英玻璃坩埚。cz法中,在石英玻璃坩埚内加热熔融硅原料,在该硅熔液中浸泡籽晶,一边旋转坩埚,一边慢慢提拉籽晶,培育单晶。为了以低成本制造半导体器件用的高品质单晶硅,需要在一次提拉工序中提高单晶化率,因此,需要即使长时间使用也能够稳定地保持硅熔液的坩埚。
3.关于石英玻璃坩埚,例如专利文献1中记载有在单晶硅提拉时,坩埚的变形少,不会对硅对流造成不良影响,可实现高单晶化率的单晶硅提拉用石英玻璃坩埚。该英玻璃坩埚中全域厚度均呈均匀,且周壁部的透明层形成为比角部的透明层厚。
4.并且,专利文献2中提案了如下单晶硅提拉用石英玻璃坩埚,即,为了即使提拉大型单晶硅时也可抑制熔融硅中出现局部性温度不均而制造均质单晶硅,从坩埚内表面朝外表面具有:气泡含有率小于0.3%的透明层、气泡含有率为0.3%~0.6%的半透明层、及气泡含有率超过0.6%的不透明层。
5.并且,专利文献3中记载有能够不损失坩埚保温性而提高氧浓度高的单晶的产率的单晶硅提拉用石英坩埚。该石英坩埚的特征在于,壁体的内表面由透明玻璃层构成,壁体的外表面由不透明玻璃层构成,连接该坩埚周壁与底部的角部的透明玻璃层厚度比其他壁体部分的透明玻璃层厚0.5mm以上,角部的不透明玻璃层厚度比其他部分薄0.5mm以上。现有技术文献专利文献
6.专利文献1:日本特开2002
‑
326889号公报专利文献2:日本特开2010
‑
105880号公报专利文献3:日本特开平8
‑
301693号公报
技术实现要素:
发明所要解决的技术问题
7.单晶硅提拉工序中,石英玻璃坩埚的内表面接触到硅熔液而逐渐熔损,因此,利用cz法制造的单晶硅中含有从石英玻璃坩埚所供应的氧。近年,针对高度集成半导体器件用单晶硅要求具有9
×
10
17
~12
×
10
17
atoms/cm3程度的低氧浓度。并且,单晶硅中的氧浓度优选在单晶硅的长边方向(提拉轴方向)及径向(截面方向)上尽可能呈均匀。
8.然而,使用现有的石英玻璃坩埚欲将低氧浓度的单晶硅进行提拉时,难以使单晶硅长边方向(提拉轴方向)的氧浓度分布呈均匀,尤其,如图10所示,在单晶硅长边方向特定部位(此处为晶体长度(相对值)0.44位置处,出现氧浓度急剧下降(降低达10%以上))成为大问题。虽然能够通过在晶体提拉工序中调整晶体提拉条件而调整单晶硅长边方向的氧浓
度分布,但调整范围也有限度,期望得到改善。
9.因此,本发明的目的在于提供氧浓度低,能够提拉长边方向的氧浓度分布稳定的单晶硅的石英玻璃坩埚。用于解决技术问题的方案
10.为了解决上述技术问题,本发明的石英玻璃坩埚具有圆筒状侧壁部、底部、连接所述侧壁部与所述底部的角部,所述石英玻璃坩埚的特征在于,具备:由不含气泡的石英玻璃构成的透明层与由含多个气泡的石英玻璃构成且形成于所述透明层外侧的气泡层,所述角部的壁厚最大位置处的红外线透射率与所述侧壁部的红外线透射率之比为0.3以上且0.99以下,从所述底部中心朝所述侧壁部上端的沿所述坩埚壁面的高度方向的红外线透射率的变化率绝对值为3%/cm以下。
11.根据本发明,通过降低坩埚角部的红外线透射率,能够抑制因角部内表面高温化而导致坩埚熔损情况,由此能够抑制从坩埚向硅熔液的氧供应量而实现单晶硅低氧化。并且,通过使从坩埚底部朝侧壁部的红外线透射率变化缓慢,能够抑制石英玻璃坩埚的内表面温度分布不均,能够抑制单晶硅长边方向(晶体生长方向)的氧浓度分布在特定部位处出现骤变。从而,能够提拉氧浓度低、且提拉轴方向的氧浓度分布稳定的单晶硅。
12.本发明中,所述角部的壁厚最大位置处的红外线透射率优选为25%以上且51%以下。由此,能够使角部的红外线透射率低于现有的角部的红外线透射率而抑制角部内表面温度的过度上升。因此,能够抑制从坩埚向硅熔液的氧供应量而制造低氧浓度的单晶硅。
13.本发明中,从所述底部中心朝所述侧壁部上端的沿所述坩埚壁面的高度方向的气泡层厚度的变化率绝对值优选为2.5mm/cm以下。由此,能够使沿坩埚壁面的高度方向的红外线透射率的变化率绝对值在3%/cm以下。因此,能够制造氧浓度低、提拉轴方向的氧浓度分布稳定的单晶硅。
14.并且,本发明的石英玻璃坩埚具备圆筒状侧壁部、底部、以及连接所述侧壁部与所述底部的角部,所述石英玻璃坩埚的特征在于,具备:由不含气泡的石英玻璃构成的透明层、以及由含多个气泡的石英玻璃构成且形成于所述透明层外侧的气泡层,所述角部的壁厚最大位置处的红外线透射率与所述侧壁部的红外线透射率之比为0.3以上且0.99以下,从所述底部中心朝所述侧壁部上端的沿所述坩埚壁面的高度方向的气泡层厚度的变化率绝对值为2.5mm/cm以下。
15.根据本发明,通过降低坩埚角部的红外线透射率,能够抑制因角部内表面的高温化导致的坩埚熔损情况,由此能够抑制从坩埚向硅熔液的氧供应量而实现单晶硅低氧化。并且,通过使从坩埚底部朝侧壁部的气泡层厚度的变化缓慢,能够使红外线透射率的变化缓慢,能够抑制石英玻璃坩埚的内表面温度分布不均。从而,能够抑制单晶硅长边方向(晶体生长方向)的氧浓度分布在特定部位处出现骤变,能够提拉氧浓度低且提拉轴方向的氧浓度分布稳定的单晶硅。
16.本发明中,所述坩埚的口径优选为32英寸,所述角部的最大壁厚优选为19mm以上且30mm以下,所述角部的壁厚最大位置处的所述气泡层厚度优选为18mm以上且29mm以下。另外,坩埚各部位的壁厚与气泡层厚度为在室温环境下对使用前坩埚进行测定的值。由此,能够将角部的壁厚最大位置处的红外线透射率设为25~51%,由此能够制造低氧浓度的单晶硅。
17.本发明中,所述角部的壁厚最大位置处的所述气泡层的气泡含有率优选为大于0.1vol%且5vol%以下。另外,该气泡含有率为在室温环境下对使用前的坩埚进行测定的值。由此,能够将角部的壁厚最大位置处的红外线透射率设为25%以上且51%以下,由此能够制造低氧浓度的单晶硅。
18.本发明的石英玻璃坩埚优选为还具备形成于所述气泡层外侧,且原料二氧化硅粉在不完全熔融的状态下凝固而成的半熔融层,所述红外线透射率优选为在去除所述半熔融层的状态下测定的值。由此,能够在尽量接近实际提拉工序的状态下规定坩埚的红外线透射率。发明效果
19.根据本发明可提供一种能够提拉氧浓度低、且提拉轴方向的氧浓度分布稳定的单晶硅的石英玻璃坩埚。
附图说明
20.图1是表示本发明的实施方式所涉及的石英玻璃坩埚结构的概略侧视剖视图。图2是表示红外线透射率比率与晶体氧浓度平均值的关系的曲线图。图3是表示晶体提拉工序中的石英玻璃坩埚与硅熔液状态的示意图。图4是外表面已形成半熔融层的石英玻璃坩埚的剖视图。图5(a)与图5(b)是用以说明坩埚使用前后的半熔融层状态变化的图,图5(a)示出使用前的状态,图5(b)示出使用中的状态。图6是表示使用坩埚片的石英玻璃坩埚的红外线透射率测定方法的流程图。图7是表示石英玻璃坩埚的红外线透射率测定方法的示意图。图8是表示包含上述红外线透射率的评价方法的石英玻璃坩埚的制造方法的流程图。图9是用以说明利用旋转模制法的石英玻璃坩埚的制造方法的示意图。图10是表示使用现有的石英玻璃坩埚提拉的单晶硅的长边方向的氧浓度分布的曲线图。
具体实施方式
21.以下,一边参考附加附图,一边详细说明本发明的优选实施方式。
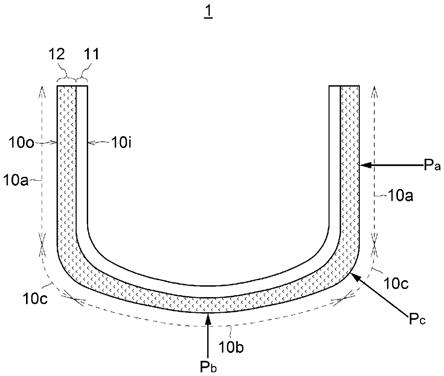
22.图1是表示本发明的实施方式所涉及的石英玻璃坩埚结构的概略侧视剖视图。
23.如图1所示,石英玻璃坩埚1是用以支撑硅熔液的二氧化硅玻璃制容器,其具有:圆筒状侧壁部10a、底部10b、以及连接侧壁部10a与底部10b的角部10c。底部10b优选为平缓弯曲的所谓圆底,也可以为所谓的平底。角部10c是位于侧壁部10a与底部10b之间,为具有比底部10b更大曲率的部位。
24.石英玻璃坩埚1的口径优选为22英寸(约560mm)以上,尤其优选为32英寸(约800mm)以上。是因为这样的大口径坩埚使用于提拉直径300mm以上的大型单晶硅锭,要求即使长时间使用也不影响单晶的品质。近年来,随着单晶硅大型化引起的坩埚大型化及提拉工序的长时间化,提拉轴方向的晶体品质成为问题,大型坩埚中晶体品质的稳定化是非常重要的课题。坩埚的壁厚根据其部位,略有差异,但22英寸以上的坩埚的侧壁部10a的壁厚
优选为7mm以上,24英寸(约600mm)以上的坩埚的侧壁部10a的壁厚优选为8mm以上。并且,32英寸以上的大型坩埚的侧壁部10a的壁厚优选为10mm以上,40英寸(约1000mm)以上的大型坩埚的侧壁部10a的壁厚优选为13mm以上。
25.石英玻璃坩埚1为双层结构,其具备:由不含气泡的石英玻璃构成的透明层11;以及由含多个微小气泡的石英玻璃构成,且形成于比透明层11更靠坩埚外侧的气泡层12(不透明层)。
26.透明层11是构成与硅熔液接触的坩埚的内表面10i的层,为了防止因石英玻璃中的气泡单晶化率下降而设置。透明层11的厚度优选为0.5~12mm,并按坩埚的每一部位设定适当厚度,以免因单晶提拉工序中的融损而完全消失而露出气泡层12。与气泡层12相同,优选为从坩埚的侧壁部10a到底部10b的坩埚全体设置有透明层11,但在不与硅熔液接触的坩埚上端部(边缘部)还可以省略形成透明层11。
27.透明层11是气泡含有率为0.1vol%以下的石英坩埚的内侧部位。透明层11“不含气泡”是指,具有不因气泡而单晶化率下降程度的气泡含有率及气泡尺寸。是因为,若坩埚的内表面附近存在气泡,则由于坩埚的内表面的融损而变得无法将坩埚内表面附近的气泡封锁于石英玻璃中,晶体提拉时石英玻璃中的气泡因热膨胀而破裂,从而有可能坩埚碎片(石英片)剥离。释放于熔液中的坩埚碎片随着熔液对流运送到单晶的生长界面被吸入到单晶中时,成为单晶有位错化的原因。并且,由于坩埚内表面的融损,释放于熔液中的气泡浮到固液界面被吸入到单晶中时成为针孔的原因。透明层11的气泡平均直径优选为100μm以下。
28.透明层11的气泡含有率及气泡直径,能够通过日本特开2012
‑
116713号公报中公开的方法,并使用光学检测手段以非破坏进行测定。光学检测手段具备接收照射于坩埚的光的透射光或反射光的受光装置。照射光的发光手段可以内建于受光装置内,也可以利用外部的发光手段。并且,可优选使用能够沿着坩埚的内表面转动操作的光学检测手段。作为照射光,可见光、紫外线及红外线以外,还能够利用x光或激光光等。受光装置能够使用包含光学透镜及摄影元件的数码相机。将利用光学检测手段的测定结果引入图像处理装置,计算每单位体积的气泡含有率。
29.为了检测存在于距离坩埚表面一定深度的气泡,只要从表面往深度方向扫描光学透镜的焦点即可。详细而言,使用数码相机拍摄坩埚内表面的图像,将坩埚内表面划分为每一定面积作为基准面积s1,按照该每一基准面积s1求出气泡的占有面积s2,计算面积气泡含有率ps=(s2/s1)
×
100(%)。
30.利用体积比的气泡含有率的计算中,根据拍摄图像的深度与基准面积s1,求出基准体积v1。而且把气泡看作球状,根据气泡直径计算气体体积v2。然后,根据v1、v2,计算体积气泡含有率pv=(v2/v1)
×
100(%)。本发明中,定义该体积气泡含有率pv为“气泡含有率”。并且,将根据把气泡看作球状而计算出的气泡直径求出的相加平均值定义为“气泡平均直径”。
31.另外,基准体积为5mm
×
5mm
×
深度0.45mm,测定的最小气泡直径为5μm(忽略直径小于5μm的气泡),只要有能够测定直径5μm的气泡的分辨率即可。并且,将光学透镜的焦点距离向基准体积v1的深度方向偏离,捕捉基准体积内部中包含的气泡,测定气泡直径。
32.气泡层12是构成坩埚的外表面10o的层,提高坩埚内的硅熔液保温性的同时,为了
分散来自单晶提拉装置内中以包围坩埚的方式设置的加热器的辐射热而尽量均匀加热坩埚内的硅熔液而设置。因此,从坩埚的侧壁部10a到底部10b为止的坩埚全体设置有气泡层12。气泡层12的厚度为坩埚壁厚度减去透明层11的厚度的值,日根据坩埚的部位而不同。气泡层12的气泡含有率,例如能够通过从坩埚切出的不透明石英玻璃片的比重测定(阿基米德(archimedes)法)来求出。
33.气泡层12的气泡含有率比透明层11的气泡含有率高,优选为大于0.1vol%且5vol%以下,更优选为1vol%以上且4vol%以下。是因为,气泡层12的气泡含有率在0.1vol%以下的情况下不能发挥气泡层12的作用,导致保温性不充分。并且,是因为,气泡层12的气泡含有率超过5vol%时,有可能由于气泡膨胀而坩埚大幅变形而单晶的成品率下降,而且导致传热性不充分。尤其,若气泡层12的气泡含有率为1~4%,则保温性与传热性的平衡良好,因此优选。气泡层12内含有的多个气泡能够以目视识别。
34.为了防止硅熔液的污染,构成透明层11的石英玻璃优选为高纯度。因此,本实施方式所涉及的石英玻璃坩埚1优选为由合成二氧化硅粉形成的内表面层(以下称“合成层”)、以及由天然二氧化硅粉形成的外表面层(以下称“天然层”)的双层构成。合成二氧化硅粉能够通过四氯化硅(sicl4)的气相氧化(干燥合成法)、硅醇盐(silicon alkoxide)的水解(溶胶
‑
凝胶(sol
‑
gel)法)来制造。并且,天然二氧化硅粉是通过粉碎以α
‑
石英为主成分的天然矿物形成粒状而制造的二氧化硅粉。
35.详细内容进行后述,合成层与天然层的双层结构能够通过如下制造:沿坩埚制造用模制的内表面堆积天然二氧化硅粉,在其上堆积合成二氧化硅粉,通过电弧放电引起的焦耳热来熔融这些二氧化硅粉。在电弧熔融工序初期通过从二氧化硅粉堆积层外侧进行强烈抽真空来去除气泡而形成透明层11。之后,通过停止或减弱抽真空,在透明层11的外侧形成气泡层12。因此,合成层与天然层的交界面,不一定和透明层11与气泡层12的交界面一致,但合成层与透明层11相同地,优选为具有不因晶体提拉工序中的坩埚内表面融损而完全消失的程度的厚度。
36.本实施方式所涉及的石英玻璃坩埚1通过降低角部10c的红外线透射率抑制角部10c的内表面温度而降低单晶硅中的氧浓度,并且规定从底部10b的中心pb朝向侧壁部10a上端的红外线透射率的变化率和气泡层12的厚度变化率的容许范围而使坩埚的内表面温度分布不会出现大幅变化而抑制硅熔液的对流变化,由此,防止单晶硅中的氧浓度出现急剧变化。
37.本实施方式中,坩埚角部10c的壁厚最大位置pc处的红外线透射率优选为25~51%。若红外线透射率高于51%时,因角部10c的内表面高温化而导致坩埚熔损量增加,由此硅熔液中的氧浓度提高而无法实现单晶的低氧化,并且,若低于25%时,对坩埚内的热输入量过少,导致从硅熔液的单晶生长呈不稳定。坩埚的红外线透射率为当利用激光功率计接收从配置于坩埚壁的一个面(外表面10o)侧的红外光源入射红外光,再从相反的一侧的面(内表面10i)侧射出的红外光时,红外光射出量与红外光入射量之比。
38.为使角部10c的红外线透射率能成为25~51%,角部10c的最大壁厚优选为19~30mm,且角部10c的气泡层12厚度优选为18~29mm。并且,角部10c的气泡层12的气泡含有率优选为0.1~5vol%。另外,坩埚壁厚与气泡含有率是将未使用的坩埚在室温环境下测定的值。
39.角部10c的壁厚最大位置处的红外线透射率t
r
(%)与坩埚侧壁部10a的红外线透射率t
w
(%)之比,优选为0.3以上且0.99以下(0.33≤t
r
/t
w
≤0.9)。通过使坩埚角部10c的红外线透射率低于侧壁部10a,能够抑制因角部10c内表面高温化而造成坩埚熔损,由此能够抑制从坩埚向硅熔液的氧供应量而实现单晶硅低氧化。
40.图2是表示红外线透射率比率与晶体氧浓度平均值的关系的曲线图。如图所示,当角部的壁厚最大位置处的红外线透射率与侧壁部的红外线透射率之比低于0.3时,硅熔液的对流容易呈不稳定,导致晶体的氧浓度难以控制。另一方面,若高于0.99时,晶体氧浓度提高。但是,若红外线透射率的比为0.3以上且0.99以下,则能够实现单晶硅的低氧化。
41.如此,通过将坩埚角部10c的红外线透射率抑制成比现有还低,能够抑制朝硅熔液中的氧供应量,能够实现单晶硅的低氧化。但是,当角部10c的红外线透射率极其低于侧壁部10a、底部10b的情况时,在单晶硅提拉轴方向的特定部位处,有可能发生氧浓度急剧下降。因此,本实施方式中,通过从坩埚底部10b至侧壁部10a,使坩埚壁的红外线透射率及壁厚变化缓慢来解决上述问题。
42.图3是表示晶体提拉工序中的石英玻璃坩埚及硅熔液的状态的示意图。
43.如图3所示,在晶体提拉炉内的石英玻璃坩埚1外侧配置有加热器20,从加热器20朝向坩埚内的热(参考实线箭头)受坩埚红外线透射率与导热系数的强烈影响而到达坩埚的内表面10i。通过该加热不仅维持坩埚内硅原料的熔融状态,坩埚的内表面10i也熔入于硅熔液中。尤其,石英玻璃坩埚1的角部10c的内表面10i容易成为比侧壁部10a与底部10b内表面10i更高温,为容易熔入硅熔液的部位。因此,通过降低角部10c的红外线透射率,使角部10c的内表面10i的温度低温化,抑制角部10c的熔入。其结果,从坩埚角部10c向硅熔液的氧供应被抑制,因此能够使单晶硅6的氧浓度降低。
44.并且,本实施方式中,通过一边降低石英玻璃坩埚1的角部10c的红外线透射率,一边分别平缓沿坩埚壁面的高度方向红外线透射率的变化率、及气泡层12的厚度变化率,即便随单晶硅提拉的进行导致坩埚内的硅熔液5被消耗而造成液面5a的位置降低,仍可降低熔液量变化的影响而抑制硅熔液5的自然对流急剧变化。通过该抑制,能够防止单晶硅6直胴部出现氧浓度急剧下降的情况。
45.具体而言,红外线透射率的变化率绝对值|δw|优选为3%/cm以下,气泡层12的厚度变化率绝对值|at|优选为2.5mm/cm以下。如此,通过使从坩埚底部10b至侧壁部10a的红外线透射率及气泡层12的厚度缓慢变化,能够防止晶体提拉工序中出现熔液对流状态(模态)骤变,能够抑制单晶硅提拉轴方向上的特定部位处的氧浓度急剧下降情况。
46.红外线透射率的变化率δw是表示从底部10b的中心pb至侧壁部10a上端的测定线上的相隔特定距离(1cm以上)的任意2处间的红外线透射率的差值。因此,例如将侧壁部10a在测定位置p1处的红外线透射率设为w1(%),在沿坩埚的外表面10o相隔一定距离l(cm)的另一测定位置p2的红外线透射率为w2(%)时,2处红外线透射率的差(w1‑
w2)除以距离l的值为红外线透射率的变化率:δw=(w1‑
w2)/l。
47.相同地,气泡层12的厚度变化率δt是从底部10b中心pb至侧壁部10a上端的测定线上的相隔特定距离(1cm以上)的任意2处间的气泡层12的厚度差值。因此,例如侧壁部10a在测定位置p1处的气泡层12的厚度为t1(mm),在沿坩埚的外表面10o距p1相隔一定距离l的另一测定位置p2处的气泡层12的厚度为t2(mm)时,2处气泡层12的厚度差(t1‑
t2)除以距离l
的值为气泡层12的厚度变化率:δt=(t1‑
t2)/l。
48.侧壁部10a与底部10b的壁厚优选为比角部10c的壁厚薄,尤其优选为比角部10c的壁厚薄5mm以上。另外,角部10c的壁厚是指角部10c的壁厚最大位置pc处的壁厚。这是因为,若以角部10c的红外线透射率成为与侧壁部10a或底部10b同等的方式削薄角部10c的壁厚,则角部10c的气泡层12的厚度也变薄,使用坩埚时导致角部10c的内表面温度上升而增加坩埚内表面的熔损量,造成单晶硅中的氧浓度提高。侧壁部10a或底部10b的壁厚不优选与角部10c同等厚度。这不仅是因为硅熔液的加热量不足导致熔融时间变长,而且坩埚制造时使用较多的原料,不符实际。
49.与角部10c相比较的侧壁部10a的壁厚,优选为侧壁部10a高度方向中间位置pa(图1参考)处的壁厚。侧壁部10a具有上端部的壁厚稍薄于平均壁厚,且下端部壁厚稍厚于平均壁厚的倾向,侧壁部10a的高度方向中间位置pa是可获得接近侧壁部1oa平均壁厚的值的位置。由于因侧壁部10a的壁厚不同而造成的红外线透射率变化微小,因此角部10c的壁厚最大位置pc处的红外线透射率与侧壁部10a的红外线透射率的关系在侧壁部10a的任意位置处均成立。
50.并且,与角部10c相比较的底部10b的壁厚,优选为底部10b中心pb的壁厚。底部10b的壁厚具有在底部10b的中心位置成为最小的倾向,为最良好地表现出底部10b的特征的部位。
51.坩埚各部位的红外线透射率能够通过改变气泡层12的厚度来调整。气泡层12的厚度为从坩埚壁厚减去透明层11厚度的值,若透明层11的厚度恒定,则气泡层12的厚度随着坩埚壁厚的增加而相应增加。因此,例如通过增加角部10c壁厚而增加气泡层12的厚度,能够降低角部10c的红外线透射率。
52.坩埚各部位的红外线透射率也可以通过改变气泡层12的气泡含有率来进行调整。例如,通过在气泡层12的厚度恒定的状态下更加提高角部10c的气泡层12的气泡含有率,能够降低角部10c的红外线透射率。利用所谓旋转模制法制造石英玻璃坩埚1时,气泡层12的气泡含有率能够通过调整原料二氧化硅粉的粒度、电弧加热时的温度来控制。
53.如图4所示,当在石英玻璃坩埚1的外表面(气泡层12表面)上形成有半熔融层13时,坩埚各部位的红外线透射率优选在利用抛光等去除半熔融层13的状态下进行测定。半熔融层13为通过原料二氧化硅粉的一部分在不完全熔融的状态(半熔融状态)下被冷却而凝固的层,由于是起伏较多的表面状态,因此从表面入射的光的散射、反射大。未使用的坩埚的红外线透射率受半熔融层13的影响而降低,坩埚间的个体差也变大。另一方面,在晶体提拉工序中的高温下,外表面的凹凸呈平滑化,散射
·
反射的影响变小,因此红外线透射率变高,坩埚间的个体差被消除。因此,通过在去除半熔融层13状态下评价红外线透射率,能够以接近实际使用状态的状态下进行坩埚的红外线透射率的评价。
54.图5(a)与图5(b)是用以说明石英玻璃坩埚1使用前后的半熔融层13的状态变化的图,图5(a)示出使用前的状态,图5(b)示出使用中的状态。
55.如图5(a)所示,使用前的产品状态的石英玻璃坩埚1中有时形成有半熔融层13。如上述,半熔融层13是原料二氧化硅粉的一部分在不完全熔融的状态下凝固的层,其表面状态根据原料二氧化硅粉的粒度分布、熔融条件的不同,每一坩埚产品略有偏差,红外线透射率中也产生个体差。并且,坩埚的表面状态的差异也在侧壁部10a、角部10c、底部10b等的每
一坩埚部位产生。这样的坩埚设置在碳基座内,并在高温下实际使用时半熔融层13的状态发生变化。
56.即,如图5(b)所示,单晶提拉工序中通过1500℃以上的高温而软化石英玻璃坩埚1,且通过坩埚内储存有硅熔液5而产生向外侧挤出坩埚外壁的液压。另一方面,石英玻璃坩埚1的外侧有碳基座25,往径向限制坩埚的外表面,因此压碎半熔融层13的凹凸而使其平滑。因此,单晶提拉工序中的石英玻璃坩埚的红外线透射率与未使用的产品状态时不同。
57.通常,石英玻璃坩埚的品质评价中使用未使用状态的坩埚测定数据。但是,如上述,在使用中消除坩埚的外表面的凹凸,因此不优选根据在外表面的凹凸具有坩埚个体差、按每一部位的差的状态下测定的红外线透射率来评价坩埚。例如,存在半熔融层13时即使坩埚的红外线透射率非常低,在实际的提拉工序中消除了半熔融层时的红外线透射率高的情况下,也不能抑制来自坩埚外侧的入热,不能降低单晶中的氧浓度。
58.根据以上理由,在本发明中有意去除外表面的半熔融层13,在减少外表面的凹凸对红外线透射率的影响的情况下测定
·
评价坩埚各部位的红外线透射率。即,本发明中,对使用前的石英玻璃坩埚虚拟作出使用中的状态,尤其是坩埚使用中半熔融层13的状态,在这样的状态下测定石英玻璃坩埚的红外线透射率。另外,晶体提拉工序中的石英玻璃坩埚的红外线透射率受在高温下热膨胀的气泡的影响,但即使是热膨胀前的气泡,仍作为红外线透射率的评价指标而有效。
59.图6是表示使用坩埚片的石英玻璃坩埚的红外线透射率测定方法的流程图。并且,图7是表示石英玻璃坩埚的红外线透射率测定方法的示意图。
60.如图6及图7所示,石英玻璃坩埚的红外线透射率的测定中,首先准备从石英玻璃坩埚切出的坩埚片样品(步骤s11)。如上述,测定对象的石英玻璃坩埚1具有透明层11、形成在透明层11外侧的气泡层12以及形成在气泡层12外侧的半熔融层13。
61.其次,从坩埚片去除半熔融层13(步骤s12)。作为去除半熔融层13的方法,能够举出抛光处理、喷砂处理,但其他方法也可以。半熔融层13优选为完全去除,但不完全去除也可以,只要加工坩埚片以使形成有半熔融层13的坩埚外表面的表面粗糙度降低一定程度即可。在该情况下,坩埚的外表面的算术平均粗糙度ra优选为15μm以下。如此,通过加工坩埚片以使坩埚片外表面的表面粗糙度降低,能够适当评价红外线透射率。
62.其次,测定坩埚片的红外线透射率(步骤s13)。如图5所示,坩埚片1s的红外线透射率测定中,在红外线灯21下方配置激光功率计22(受光装置),在激光功率计22的受光部配置坩埚片1s。来自红外线灯21的红外光透过坩埚片1s由激光功率计22接收。关于坩埚片1s的红外线透射率,作为从坩埚壁的一个面入射红外光时接收从相反的一侧的面出射的光的情况下的出射光量与入射光量之比来求出。
63.图8是表示包含上述红外线透射率的评价方法的石英玻璃坩埚1的制造方法的流程图。
64.本实施方式所涉及的石英玻璃坩埚1的制造方法具有:根据规定的坩埚制造条件(第1制造条件)制造石英玻璃坩埚(第1石英玻璃坩埚)的工序(步骤s21);去除该石英玻璃坩埚的半熔融层13的工序(步骤s22);测定去除石英玻璃坩埚的半熔融层的部分的红外线透射率的工序(步骤s23);修正规定的坩埚制造条件以使红外线透射率的测定值成为目标值(步骤s24);以及根据新的坩埚制造条件(第2制造条件)制造后续的石英玻璃坩埚(第2石
英玻璃坩埚)的工序(步骤s25)。另外,去除半熔融层13的工序中可以不完全去除半熔融层13,使外表面的表面粗造度降低的方式加工即可。如此,通过将坩埚的红外线透射率的评价结果反馈给坩埚制造条件,能够高效率地制造每一部位具有所希望的红外线透射率的石英玻璃坩埚。
65.图9是用以说明利用旋转模制法的石英玻璃坩埚1的制造方法的示意图。
66.如图9所示,本实施方式所涉及的石英玻璃坩埚1能够通过所谓旋转模制法来制造。旋转模制法中,在旋转的模制30的内表面30i依次堆积天然二氧化硅粉16b及合成二氧化硅粉16a来形成原料二氧化硅粉的堆积层16。作为坩埚的原料,也可以只使用天然二氧化硅粉。这些原料二氧化硅粉因离心力粘在模制30的内表面30i的状态下滞留在一定位置处,并维持坩埚的形状。通过使原料二氧化硅粉的堆积层厚度变化,能够根据每个部位调整坩埚壁厚。
67.其次,在模制30内设置电弧电极31,从模制30的内表面30i侧电弧熔融原料二氧化硅粉的堆积层16。加热时间、加热温度等具体条件需要考虑坩埚的原料、尺寸等条件而适当确定。这时,通过从模制30的内表面30i中设置的多个通气孔32抽吸原料二氧化硅粉的堆积层16,控制熔融石英玻璃中的气泡量。具体而言,电弧熔融开始时加强来自模制30的内表面30i中设置的多个通气孔32的抽吸力而形成透明层11,在形成透明层11后减弱抽吸力而形成气泡层12。
68.由于电弧热从原料二氧化硅粉的堆积层16内侧向外侧缓缓传导并熔解原料二氧化硅粉,通过在原料二氧化硅粉开始熔解的时间点改变减压条件,能够分开制造透明层11与气泡层12。若在熔解二氧化硅粉的时间点进行加强减压的减压熔融,则电弧环境气体不会被封锁于玻璃中,成为不含气泡的石英玻璃。并且,若在二氧化硅粉熔解的时间点进行减弱减压的通常熔融(大气压熔融),则电弧环境气体被封锁于玻璃中,成为包含较多气泡的石英玻璃。在减压熔融、通常熔融时,例如通过改变电弧电极31的配置、电流而部分改变熔融量,能够按每个部位调整透明层11、气泡层12的厚度。
69.然后,结束电弧加热,冷却坩埚。通过以上,完成从坩埚壁内侧朝向外侧依次设置有透明层11与气泡层12的石英玻璃坩埚1。
70.如以上所说明,本实施方式所涉及的石英玻璃坩埚1中,角部10c的红外线透射率为25~51%,由于具有比现有的坩埚角部更低的红外线透射率,因此能够抑制角部10c内表面的过度温度上升,能够抑制从坩埚向硅熔液的氧供应量而制造低氧浓度的单晶硅。并且,由于红外线透射率的变化率绝对值在3%/cm以下、从侧壁部10a至角部10c的气泡层厚度的变化率绝对值在2.5mm/cm以下、从侧壁部10a至角部10c的红外线透射率与壁厚变化平缓,因此能够缩小与硅熔液接触的坩埚的内表面的温度分布不均,能够抑制因硅熔液中的对流急剧变化而导致的向硅熔液的氧供应量骤变。因此,能够抑制单晶硅长边方向的氧浓度分布在特定部位出现骤变,能够提拉出在提拉轴方向的氧浓度分布稳定的单晶硅。
71.以上,说明了本发明的优选实施方式,但本发明并不限定于上述实施方式,在不脱离本发明主旨的范围内能够进行各种改变,当然这些也包括在本发明的范围内。实施例
72.<坩埚的红外线透射率分布考察>针对坩埚的红外线透射率分布对单晶硅的氧浓度分布造成的影响进行了考察。该
考察中,准备口径32英寸(约800mm)的石英玻璃坩埚样品a1~a5、b1~b4,测定了各坩埚样品沿内壁面的高度方向的红外线透射率分布。在红外线透射率分布的测定中,从坩埚底部中心朝侧壁部上端设定测定线,沿该测定线从底部中心起每隔20mm求出了红外线透射率。红外线透射率测定中使用了由红外线灯与激光功率计组合而成的测定装置。红外线灯中使用了在波长1000nm附近具有峰的近红外线灯。激光功率计使用了测定范围1~250w、波长范围190nm~11μm、校正波长10.6μm的激光功率计。另外,在红外线透射率测定中,以与坩埚内壁面垂直的方向进行了测定。然后,从红外线透射率的测定值求出了相邻的2个测定点间的红外线透射率的变化率。
73.其次,使用各坩埚样品进行单晶硅提拉之后,按照old
‑
astm
‑
f121(1979)规格,利用ft
‑
ir测定了单晶硅中的氧浓度。然后,评价了单晶硅的晶体长边方向的氧浓度平均值与氧浓度分布有无骤变。将结果示于表1。
74.[表1][表1]
[0075]
实施例1所涉及的坩埚样品a1的角部的红外线透射率为24%,角部与侧壁部的红外线透射率之比为0.3。并且,该坩埚样品a1的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品a1提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0076]
实施例2所涉及的坩埚样品a2的角部的红外线透射率为57%,角部与侧壁部的红外线透射率之比为0.8。并且,该坩埚样品a2的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品a2提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0077]
实施例3所涉及的坩埚样品a3的角部的红外线透射率为60%,角部与侧壁部的红外线透射率之比为0.99。并且,该坩埚样品a3的红外线透射率的变化率绝对值的最大值为3.0%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品a3提拉的单晶硅
的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0078]
实施例4所涉及的坩埚样品a4的角部的红外线透射率为25%,角部与侧壁部的红外线透射率之比为0.8。并且,该坩埚样品a4的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品a4提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
5%以内(95~105%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0079]
实施例5所涉及的坩埚样品a5的角部的红外线透射率为51%,角部与侧壁部的红外线透射率之比为0.8。并且,该坩埚样品a5的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品a5提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
5%以内(95~105%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0080]
比较例1所涉及的坩埚样品b1的角部的红外线透射率为30%,角部与侧壁部的红外线透射率之比为1.1。并且,该坩埚样品b1的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品b1提拉的单晶硅的长边方向氧浓度平均值大于目标氧浓度
±
10%。即,氧浓度平均值超过目标氧浓度的110%,未能获得低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0081]
比较例2所涉及的坩埚样品b2的角部的红外线透射率为10%,角部与侧壁部的红外线透射率之比为0.2。并且,该坩埚样品b2的红外线透射率的变化率绝对值的最大值为2.8%/cm(3%/cm以下),红外线透射率的变化平缓。而且,使用该坩埚样品b2提拉的单晶硅的长边方向氧浓度平均值小于目标氧浓度
±
10%。虽然未发现晶体长边方向上的氧浓度骤变,但是,由于氧浓度平均值小于目标氧浓度的90%,因此熔液对流的不稳定而导致氧浓度调整困难,晶体轴方向的氧浓度不均增大。
[0082]
比较例3所涉及的坩埚样品b3的角部的红外线透射率为43%,角部与侧壁部的红外线透射率之比为1.2。并且,该坩埚样品b3的红外线透射率的变化率绝对值的最大值为3.5%/cm,成为超过3%/cm的较大变化率。并且,使用该坩埚样品b3提拉的单晶硅的长边方向氧浓度平均值大于目标氧浓度
±
10%,未能获得低氧浓度的单晶。而且,还发现了晶体长边方向上的氧浓度骤变。
[0083]
比较例4所涉及的坩埚样品b4的角部的红外线透射率为59%,角部与侧壁部的红外线透射率之比为0.9。并且,该坩埚样品b4的红外线透射率的变化率绝对值的最大值为3.3%/cm,成为超过3%/cm的较大变化率。使用该坩埚样品b4提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),虽然获得了低氧浓度的单晶,但是发现了在晶体长边方向上的氧浓度骤变。由该结果可知,坩埚的红外线透射率分布急剧变化,还会带来晶体长边方向上的氧浓度骤变。
[0084]
<坩埚的气泡层厚度分布考察>其次,针对坩埚的气泡层厚度分布对单晶硅的氧浓度分布造成的影响进行了考察。该考察中,准备口径32英寸(约800mm)的石英玻璃坩埚样品a6~a11、b5~b8,测定了各坩埚样品沿内壁面的高度方向壁厚及气泡层厚度分布、以及红外线透射率分布。在测定坩埚壁厚与气泡层厚度分布中,与红外线透射率的测定相同地,从坩埚底部中心朝向侧壁部
上端设定测定线,并沿该测定线从底部中心起每隔20mm求出了坩埚壁厚与气泡层厚度。坩埚壁厚与气泡层厚度测定中使用了超声波测定机(超声波厚度计)。另外,坩埚壁厚与气泡层厚度测定中,以与坩埚内壁面垂直的方向进行了测定。然后,从气泡层厚度的测定值求出了相邻的2个测定点间的气泡层厚度的变化率。
[0085]
其次,使用各坩埚样品进行单晶硅提拉之后,按照old
‑
astm
‑
f121(1979)规格,利用ft
‑
ir测定了单晶硅中的氧浓度。然后,评价了单晶硅的晶体长边方向的氧浓度平均值与氧浓度分布有无骤变。将结果示于表2。
[0086]
[表2]
[0087]
实施例6所涉及的坩埚样品a6的角部壁厚为18mm,角部的气泡层厚度为17mm。另外,气泡层的厚度为在角部的壁厚最大位置处测定的值。并且,角部与侧壁部的红外线透射率之比为0.3。而且,该坩埚样品a6的气泡层厚度的变化率绝对值的最大值为1.5mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a6提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0088]
实施例7所涉及的坩埚样品a7的角部壁厚为18mm,角部的气泡层厚度为17mm。并且,角部与侧壁部的红外线透射率之比为0.8。而且,该坩埚样品a7的气泡层厚度的变化率绝对值的最大值为2.4mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a7提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0089]
实施例8所涉及的坩埚样品a8的角部壁厚为31mm,角部的气泡层厚度为30mm。并且,角部与侧壁部的红外线透射率之比为0.99。而且,该坩埚样品a8的气泡层厚度的变化率绝对值的最大值为2.5mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a8提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0090]
实施例9所涉及的坩埚样品a9的角部壁厚为19mm,角部的气泡层厚度为18mm。并且,角部与侧壁部的红外线透射率之比为0.5。而且,该坩埚样品a9的气泡层厚度的变化率绝对值的最大值为2.4mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a9提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
5%以内(95~105%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0091]
实施例10所涉及的坩埚样品a10的角部壁厚为25mm,角部的气泡层厚度为23mm。并且,角部与侧壁部的红外线透射率之比为0.5。而且,该坩埚样品a10的气泡层厚度的变化率绝对值的最大值为2.4mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a10提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
5%以内(95~105%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0092]
实施例11所涉及的坩埚样品a11的角部壁厚为30mm,角部的气泡层厚度为29mm。并且,角部与侧壁部的红外线透射率之比为0.4。而且,该坩埚样品a11的气泡层厚度的变化率绝对值的最大值为2.4mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。而且,使用该坩埚样品a11提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
5%以内(95~105%以内),获得了低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0093]
比较例5所涉及的坩埚样品b5的角部壁厚为28mm,角部的气泡层厚度为26mm。并且,角部与侧壁部的红外线透射率之比为1.1。而且,该坩埚样品b5的气泡层厚度的变化率绝对值的最大值为2.3mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。但是,使用该坩埚样品b5提拉的单晶硅的长边方向氧浓度平均值大于目标氧浓度
±
10%。即,氧浓度平均值超过目标氧浓度的110%,未能获得低氧浓度的单晶。未发现晶体长边方向上的氧浓度骤变。
[0094]
比较例6所涉及的坩埚样品b6的角部壁厚为20mm,角部的气泡层厚度为17mm。并且,角部与侧壁部的红外线透射率之比为0.2。而且,该坩埚样品b6的气泡层厚度的变化率绝对值的最大值为2.5mm/cm(2.5mm/cm以下),气泡层的厚度变化平缓。但是,使用该坩埚样品b6提拉的单晶硅的长边方向氧浓度平均值小于目标氧浓度
±
10%。虽然未发现晶体长边方向上的氧浓度骤变,但是由于氧浓度平均值小于目标氧浓度的90%,因此熔液对流不稳定而导致氧浓度调整困难,晶体轴方向的氧浓度不均增大。
[0095]
比较例7所涉及的坩埚样品b7的角部壁厚为18mm,角部的气泡层厚度为17mm。并且,角部与侧壁部的红外线透射率之比为1.0。并且,该坩埚样品b7的气泡层厚度的变化率绝对值的最大值为2.6mm/cm(2.5mm/cm以下),成为超过2.5mm/cm的较大变化率。使用该坩埚样品b7提拉的单晶硅的长边方向氧浓度平均值大于目标氧浓度
±
10%,未能获得低氧浓度的单晶。而且,还发现了晶体长边方向上的氧浓度骤变。
[0096]
比较例8所涉及的坩埚样品b8的角部壁厚为25mm,角部的气泡层厚度为17mm。并且,角部与侧壁部的红外线透射率之比为0.8。而且,该坩埚样品b8的气泡层厚度的变化率绝对值的最大值为3.0mm/cm(2.5mm/cm以下),成为超过2.5mm/cm的较大变化率。使用该坩埚样品b8提拉的单晶硅的长边方向氧浓度平均值在目标氧浓度
±
10%以内(90~110%以内),虽然获得了低氧浓度的单晶,但是,发现了晶体长边方向上的氧浓度骤变。附图标记说明
[0097]1‑
石英玻璃坩埚,5
‑
硅熔液,5a
‑
硅熔液的液面,6
‑
单晶硅,10a
‑
侧壁部,10b
‑
底部,10c
‑
角部,10i
‑
坩埚的内表面,10o
‑
坩埚的外表面,11
‑
透明层,12
‑
气泡层,16
‑
原料二氧化
硅粉堆积层,16a
‑
合成二氧化硅粉,16b
‑
天然二氧化硅粉,20
‑
加热器,21
‑
红外线灯,22
‑
激光功率计,25
‑
碳基座,30
‑
模制,30i
‑
模制内的表面,31
‑
电弧电极,32
‑
通气孔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1