一种复合座砖及其制备工艺的制作方法
[0001]
本发明涉及一种复合座砖及其制备工艺,属于无机非金属材料学科耐火材料领域。
背景技术:
[0002]
炉外精炼时最高温度达到1750℃、吹氩时间长,熔渣碱度变化等恶劣工况,对钢包耐火材料的损害很大,尤其对钢包用透气砖、座砖等功能性元件。高温下酸性渣渗透性很强,而碱性渣的侵蚀性很强;精炼时常采用强制搅拌,湍流的钢水对座砖的磨损也非常严重;间歇性的操作,温度波动大,极易产生热剥落和结构剥落。苛刻的服役工况对透气砖座砖的抗侵蚀性、耐磨性、抗热震性要求非常高,目前使用的刚玉质、铬刚玉质的透气砖座砖由于氧化铝的两性氧化物特性,刚玉在高温下易和碱反应,导致刚玉质透气砖座砖抗碱侵蚀能力很差,难以适应钙处理钢、高氧钢、优质钢、沸腾钢、镇静钢、半镇静钢等特种钢炉外精炼的要求,透气砖座砖的使用寿命短,成为制约钢包长寿的薄弱环节。另外,由于透气砖座砖的保温性能差,使得透气砖夹钢容易凝固,需要通过吹氧轻烧,加速了透气砖的损毁。本发明通过对透气砖座砖的成分和结构设计解决以上所说的磨损、烧损、侵蚀等问题,提高座砖的使用寿命。同时,提高座砖的保温效果,减少座砖内透气砖夹钢冷凝,减少吹氧,提高内芯透气砖的寿命。
技术实现要素:
[0003]
本发明采用双层复合砖结构设计,在工作层(记为a)采用优异抗侵蚀、耐磨性和抗热震性的重质浇注料,非工作层(记为b)采用具有保温功能的轻质浇注料,非工作层占总高度的1/3~1/2,如图1。工作层和非工作层采用相似的材质,高温处理时体积变化近似同步。工作层和非工作层一次浇注整体成形,结合强度好。浇注时把座砖翻过来浇注,使重质层在下,轻质层在上,如图2。
[0004]
本发明的复合座砖的工作层a,按照质量百分比计,各原料组成如下:(1)粒度5~3mm的电熔镁砂,21~38%;(2)粒度3~1 mm 的电熔镁砂,13~26%;(3)粒度1~0.5 mm 的介孔氧化铝,8~15%;(4)粒度0.5~0.088 mm 的介孔氧化铝,12~22%;(5)粒度≤0.020mm的镁铝尖晶石粉,17~25%;(6)粒度≤0.010mm的苏州白泥,1~2%;(7)外加结合剂ρ-al2o3,+2.5~3%。
[0005]
(8)外加减水剂聚羧酸,+0.2~0.3%;本发明的复合座砖非工作层b,按照质量百分比计,各原料组成如下:(1)粒度3~2
㎜
的m60 矾土基烧结莫来石,12~25 %;(2)粒度2~1
㎜
的m60 矾土基烧结莫来石,15~28 %;
(3)粒度1~0.5 mm 的介孔氧化铝,6~20%;(4)粒度0.5~0.088 mm 的介孔氧化铝,17~26%;(5)粒度≤0.045mm的红柱石,3~12%;(6)粒度≤0.010mm的苏州白泥,5~10%;(7)粒度≤0.010mm的碳酸镁,6~15%;(8)外加结合剂ρ-al2o3,+2.5~3%;(9)外加减水剂聚羧酸,+0.2~0.3%。
[0006]
本发明的复合座砖采用了多种原料复配而成,其中,电熔镁砂、介孔氧化铝、镁铝尖晶石、m60 矾土基烧结莫来石、红柱石、苏州白泥、碳酸镁粉,以ρ-al2o3为结合剂。电熔镁砂的结晶相为方镁石,晶体结构稳定,熔点2800℃。方镁石化学性能稳定,在高温时(1540℃)氧化镁和各种耐火材料之间不起反应或弱反应(硅质除外),对含cao和feo的碱性渣有极好的抵抗能力,因此,其特别适用于钙处理钢、高氧钢、优质钢、沸腾钢、镇静钢、半镇静钢等特种钢炉外精炼用耐火材料原材料。介孔氧化铝抗侵蚀性好、使用温度高、导热系数小,具有阻止热传导的热障功能,并且因为微小的气孔有利于提高材料的抗热震性。镁铝尖晶石构造中,al-o、mg-o之间都是较强的离子键,且静电键强度相等,结构牢固。镁铝尖晶石晶体的饱和结构具有良好的抗热震性、对酸性渣和碱性渣均具有良好的抗侵蚀性能,且耐磨性能优异,能适应精炼的恶劣工况条件。m60 矾土基烧结莫来石性能稳定,杂质含量低,耐火度高;低热熔、低导热率,具有很好的隔热保温效果。红柱石高温莫来石化过程有利于烧结,提高荷重软化温度,且有一定的体积膨胀,补偿烧结的收缩,保持体积稳定。苏州白泥杂质很少,耐火度高,用以提高烧结性能,降低烧结温度。碳酸镁分解造孔,中间产物氧化镁原位和氧化铝反应生成镁铝尖晶石,提高强度和荷软温度。结合剂ρ-al2o3在常温下能发生水化形成凝胶,形成低温施工强度,在高温下转化成刚玉。
[0007]
本发明的复合座砖制备工艺如下:(1)混碾搅拌:分别将a和b的以上原料经强力混碾10~15分钟,另外加水量均为+3~3.5%。
[0008]
(2)浇注:浇注时先将重质浇注料a注入模具,震动5~8分钟,然后将轻质浇注料b注入模具,震动2~3分钟。a占总高度的2/3~1/2,b占总高度的1/3~1/2。
[0009]
(3)养护与烘烤:浇注施工完毕养护48~72小时后拆模,自然干燥72小时,在120~150℃烘烤48小时,然后以不超过20℃/小时缓慢升温至1200~1300℃,保温8~12小时。
[0010]
本发明的复合座砖优点有:(1)复合座砖的工作层力学强度高、耐磨性好、荷重软化温度高、抗侵蚀性能好、抗热震性好,能抵抗炉外精炼的高温、侵蚀、磨损等恶劣工况环境,而其非工作层荷重软化温度高、导热系数低,达到既有保温功能,又有足够的支撑强度而不变形;(2)由于工作层和非工作层的原料相似,且一次性浇注,界面结合强度好,砖的整体性好,层间不会存在界面脱落问题;(3)本发明的工作层以碱性原料镁砂为颗粒,尖晶石细粉为基质,相比常用的铬刚玉莫来石座砖,对抗碱性渣的侵蚀性更好,更适应钙处理钢、高氧钢、优质钢、沸腾钢、镇静钢、半镇静钢等特种钢炉外精炼的要求,具有更长的使用寿命。且因配料中不含铬成分,更环保,用后废砖更易回收处理再利用。
[0011]
附图说明
[0012]
图1为双层设计的复合座砖剖面示意图。其中1为工作层,具有优异抗侵蚀、耐磨性和抗热震性的重质浇注料;2为非工作层,具有保温功能的轻质浇注料。
[0013]
图2为复合座砖浇注时翻转浇注示意图。其中1为工作层;2为非工作层;箭头指向浇注口。
[0014]
具体实施方式
实施例一工作层a1的各原料质量百分比配方如下:(1)粒度5~3mm的电熔镁砂,38%;(2)粒度3~1 mm 的电熔镁砂,13%;(3)粒度1~0.5 mm 的介孔氧化铝,8%;(4)粒度0.5~0.088 mm 的介孔氧化铝,22%;(5)粒度≤0.020mm的镁铝尖晶石粉,17%;(6)粒度≤0.010mm的苏州白泥,2%;(7)外加结合剂ρ-al2o3,+3%;(8)外加减水剂聚羧酸,+0.2%。
[0015]
非工作层b1的各原料质量百分比配方如下:(1)粒度3~2
㎜
的m60 矾土基烧结莫来石,12 %;(2)粒度2~1
㎜
的m60 矾土基烧结莫来石,28 %;(3)粒度1~0.5 mm 的介孔氧化铝,6%;(4)粒度0.5~0.088 mm 的介孔氧化铝,17%;(5)粒度≤0.045mm的红柱石,12%;(6)粒度≤0.010mm的苏州白泥,10%;(7)粒度≤0.010mm的碳酸镁,15%;(8)外加结合剂ρ-al2o3,+3%;(9)外加减水剂聚羧酸,+0.2%。
[0016]
座砖制备工艺如下:(1)混碾搅拌:分别将a1和b1的以上原料经强力混碾15分钟,另外加水量均为+3.5%。
[0017]
(2)浇注:浇注时先将重质浇注料a1注入模具,震动8分钟,然后将轻质浇注料b1注入模具,震动2分钟。重质浇注料a1的高度占座砖总高度2/3,轻质浇注料b1的高度占座砖总高度1/3。
[0018]
(3)养护与烘烤:浇注施工完毕养护48小时后拆模,自然干燥72小时,在150℃烘烤48小时,然后以不超过20℃/小时缓慢升温至1200℃,保温12小时。
[0019]
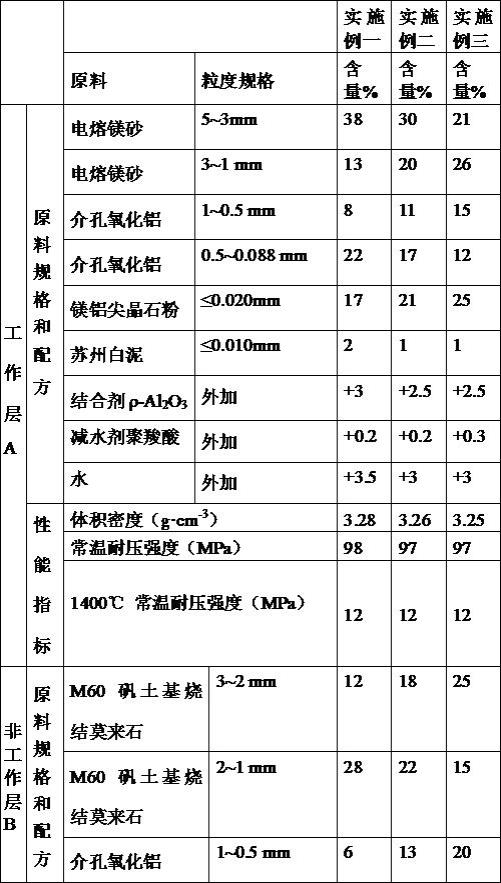
表1列出了实施例一的配方和性能。
[0020]
表1复合座砖的实例配方和性能列表
实施例二工作层a2的各原料质量百分比配方如下:
(1)粒度5~3mm的电熔镁砂,30%;(2)粒度3~1 mm 的电熔镁砂,20%;(3)粒度1~0.5 mm 的介孔氧化铝,11%;(4)粒度0.5~0.088 mm 的介孔氧化铝,17%;(5)粒度≤0.020mm的镁铝尖晶石粉,21%;(6)粒度≤0.010mm的苏州白泥,1%;(7)外加结合剂ρ-al2o3,+2.5%。
[0021]
(8)外加减水剂聚羧酸,+0.2%;非工作层b2的各原料质量百分比配方如下:(1)粒度3~2
㎜
的m60 矾土基烧结莫来石,18 %;(2)粒度2~1
㎜
的m60 矾土基烧结莫来石,22 %;(3)粒度1~0.5 mm 的介孔氧化铝,13%;(4)粒度0.5~0.088 mm 的介孔氧化铝,20%;(5)粒度≤0.045mm的红柱石,8%;(6)粒度≤0.010mm的苏州白泥,8%;(7)粒度≤0.010mm的碳酸镁,11%;(8)外加结合剂ρ-al2o3,+2.5%;(9)外加减水剂聚羧酸,+0.2%。
[0022]
座砖的制备工艺为:(1)混碾搅拌:分别将a2和b2的以上原料经强力混碾10分钟,另外加水量均为+3%。
[0023]
(2)浇注:浇注时先将重质浇注料a2注入模具,震动5分钟,然后将轻质浇注料b2注入模具,震动3分钟。重质浇注料a2的高度占座砖总高度2/3,轻质浇注料b2的高度占座砖总高度1/3。
[0024]
(3)养护与烘烤:浇注施工完毕养护72小时后拆模,自然干燥72小时,在120℃烘烤48小时,然后以不超过20℃/小时缓慢升温至1300℃,保温8小时。
[0025]
表1列出了实施例二的配方和性能。
[0026]
实施例三工作层a3的各原料质量百分比配方如下:(1)粒度5~3mm的电熔镁砂,21%;(2)粒度3~1 mm 的电熔镁砂, 26%;(3)粒度1~0.5 mm 的介孔氧化铝,15%;(4)粒度0.5~0.088 mm 的介孔氧化铝,12%;(5)粒度≤0.020mm的镁铝尖晶石粉,25%;(6)粒度≤0.010mm的苏州白泥,1%;(7)外加结合剂ρ-al2o3,+2.5%;(8)外加减水剂聚羧酸,+0.3%。
[0027]
非工作层b3的各原料质量百分比配方如下:(1)粒度3~2
㎜
的m60 矾土基烧结莫来石,25 %;(2)粒度2~1
㎜
的m60 矾土基烧结莫来石,15 %;
(3)粒度1~0.5 mm 的介孔氧化铝,20%;(4)粒度0.5~0.088 mm 的介孔氧化铝,26%;(5)粒度≤0.045mm的红柱石,3%;(6)粒度≤0.010mm的苏州白泥,5%;(7)粒度≤0.010mm的碳酸镁,6%;(8)外加结合剂ρ-al2o3,+2.5%;(9)外加减水剂聚羧酸,+0.3%。
[0028]
座砖的制备工艺为:(1)混碾搅拌:分别将a3和b3的以上原料经强力混碾10分钟,另外加水量均为+3%。
[0029]
(2)浇注:浇注时先将重质浇注料a3注入模具,震动5分钟,然后将轻质浇注料b3注入模具,震动3分钟。重质浇注料a3的高度占座砖总高度1/2,轻质浇注料b3的高度占座砖总高度1/2。
[0030]
(3)养护与烘烤:浇注施工完毕养护72小时后拆模,自然干燥72小时,在120℃烘烤48小时,然后以不超过20℃/小时缓慢升温至1250℃,保温8小时。
[0031]
表1列出了实施例三的配方和性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1