圆棒成型玻璃及其制造方法与流程
1.本发明涉及具有非常小的直径的圆棒成型玻璃及其制造方法。
背景技术:
2.光学玻璃通常作为带状材料或被称为e-bar的细长板状材料而获得,这些材料被成型为具有规定的形状的玻璃产品。具体而言,首先,以与目标物相同的玻璃体积制作形状比较简单的玻璃小片,然后,精密地成型该玻璃小片。光学玻璃从产业上的便利性的观点出发,期望能够大量生产相同形状的产品,因此在该玻璃小片的制作中,也期望能够大量制造相同形状的产品。
3.作为制造该玻璃小片的方法的例子,可以举出如下方法:准备一边比其他边充分长的细长的长方体玻璃,将该长方体玻璃成型为圆柱状的圆棒成型玻璃,然后,沿与圆柱的高度垂直的方向切断,由此得到片状(在此是指圆盘状或圆柱形状)的玻璃小片。片状的玻璃小片由于形状的类似性而优选用作光学透镜的材料。
4.作为制造上述那样的片状的玻璃小片的方法,例如可以举出专利文献1的方法。专利文献1公开了“一种透镜的制造方法,其特征在于,在相互平行且向同一方向旋转的三根或三根以上的辊之间装入加热至软化温度以上且小于流动温度的玻璃块,逐渐夹持所述旋转的辊的间隔而形成具有规定的直径的玻璃圆棒,然后,将所述玻璃圆棒切断
·
成型
·
研磨而形成具有规定的曲率半径的透镜”。
5.另外,专利文献2公开了“一种玻璃圆棒的制造方法,其通过使玻璃坯料在引导斜面(斜槽)上移动而导入,所述玻璃坯料被加热至至少其表面具有10
10
泊以下的粘度,在彼此平行地设置且在相同方向上旋转的多个辊上,相对于该辊的旋转轴平行地设置有所述引导斜面,通过使所述玻璃坯料向与所述辊的旋转方向相反的方向旋转,将所述玻璃坯料成型为圆形截面的圆棒形状,所述玻璃圆棒的制造方法的特征在于,所述引导斜面(斜槽)上的所述玻璃坯料的移动通过所述玻璃坯料在所述引导斜面(斜槽)上滚落来进行。”。
6.专利文献3公开了“一种透镜用小分割玻璃坯料制造方法,其特征在于,在由玻璃圆棒制造多个透镜用小分割玻璃坯料时,在向同一方向旋转的两个辊之间插入玻璃圆棒,缩小两个辊的间隔,从两侧按压加热到软化温度以上的玻璃圆棒,通过在两个辊中的至少一个辊上沿轴向等间隔地设置的多片凸缘状刀片,在玻璃圆棒上同时形成多个圆周方向的槽部后,在玻璃圆棒的各槽部切断而形成适于透镜的等重量的小分割玻璃坯料。”。
7.现有技术文献
8.专利文献
9.专利文献1:(日本)特开昭54-117514号公报
10.专利文献2:(日本)特开2000-16822号公报
11.专利文献3:(日本)特开2002-114532号公报
技术实现要素:
12.发明所要解决的课题
13.从专利文献1至3可见,作为片状玻璃小片的材料的圆棒玻璃(以下也称为圆棒成型玻璃)的制造方法的开发正在广泛推进。另一方面,作为玻璃产品,小型化的玻璃产品的需求高,在光学透镜的领域中,也要求透镜的小径化。如果能够使作为光学透镜的材料的圆棒成型玻璃的截面的直径成为与作为最终产品的光学透镜的直径接近的直径,则能够减少切削圆棒成型玻璃侧面的玻璃的时间以及切削量,因此能够抑制玻璃制造成本,并且能够抑制伴随着玻璃的切削而排出的玻璃屑(淤渣)的废弃量,在环境方面也具有优势。
14.关于圆棒成型后的圆棒成型玻璃的直径,在专利文献1中没有记载。另外,在专利文献2中,在段落[0061]中公开了直径6mm的圆棒成型玻璃,但没有公开直径比其小的圆棒成型玻璃。进一步地,在专利文献3中,在段落[0029]中公开了直径7mm的圆棒成型玻璃,但没有公开直径比其小的圆棒成型玻璃。
[0015]
用于解决课题的方案
[0016]
本发明人着眼于上述课题,开发了一种方法,其通过采用特征性的制造方法,不对侧面进行磨削或研磨等而从圆棒成型装置得到直径为3.5mm以下的圆棒玻璃。
[0017]
即,本发明包括以下内容。
[0018]
[1]一种圆棒成型玻璃,其截面直径为3.5mm以下,侧面的表面粗糙度ra为1.5以下,且纵横比(长轴/截面半径)为35以上。
[0019]
[2]如[1]所述的圆棒成型玻璃,其至少一个端部具有1500μm以下的曲率半径r。
[0020]
[3]如[1]或[2]所述的圆棒成型玻璃,其未进行研磨处理。
[0021]
[4]如[1]至[2]中任一项所述的圆棒成型玻璃,其含有来自脱模剂的成分。
[0022]
[5]如[1]至[3]中任一项所述的圆棒成型玻璃,其中,所述圆棒成型玻璃至少一个端部表面的脱模剂含量相对于与所述圆棒成型玻璃的长度方向垂直的截面中的中心部(玻璃内部)的脱模剂含量的比例为0.5以下。
[0023]
[6]如[4]或[5]所述的圆棒成型玻璃,其中,所述脱模剂是氮化硼。
[0024]
[7]一种光学玻璃材料,其通过[1]至[6]所述的所述圆棒成型玻璃进行切断以及研磨加工而得到。
[0025]
[8]一种圆棒成型玻璃的制造方法,其包括通过在表面具备凹凸的多个辊对棱柱玻璃或圆棒玻璃进行热伸长,形成截面直径为3.5mm以下的圆棒成型玻璃的工序。
[0026]
[9]如[8]所述的制造方法,其中,所述辊的直径为20mm以下。
[0027]
[10]如[8]或[9]所述的制造方法,其中,所述凹凸的最大高度和最小高度的差为0.1mm以上且1.0mm以下。
[0028]
发明效果
[0029]
本发明的圆棒成型玻璃由于截面的直径为3.5mm以下的小径,因此若将其用作材料,则在制造小的玻璃产品(特别是光学玻璃透镜)时,能够抑制切削玻璃的量,能够抑制玻璃制造成本,并且能够降低玻璃废弃量。
附图说明
[0030]
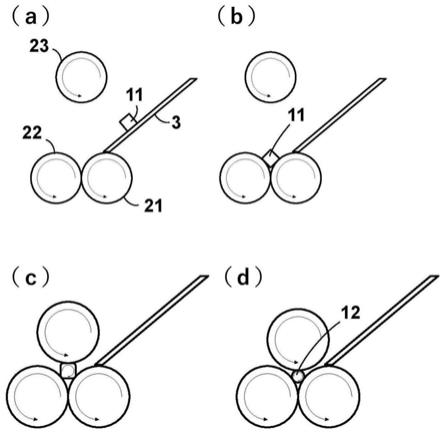
图1(a)~(d)是圆棒成型玻璃的成型示意图。
[0031]
图2是表示实施例中使用的辊的表面加工状态的图。
[0032]
图3是圆棒成型玻璃的侧视图(图3(a))、以及对侧面进行了冷加工的玻璃(切削了侧面的玻璃)的端部的侧视图(图3(b))。
[0033]
附图标记说明
[0034]
11 棱柱玻璃
[0035]
12 圆棒成型玻璃
[0036]
2(21、22、23) 辊
[0037]
201 辊轴
[0038]
202 玻璃接触部
具体实施方式
[0039]
在本说明书中,除非另有说明,否则在表示玻璃成分时使用的“%”是指“质量%”。另外,在本说明书中,在确定数值范围时使用的“~”的上限以及下限都包含在该范围内。例如,作为玻璃构成成分的含量表示为“10~20%”时,是指10质量%以上且20质量%以下。
[0040]
另外,玻璃构成成分的含量(含有率)可以通过公知的方法、例如电感耦合等离子体发光分光分析法(icp-aes)、电感耦合等离子体质量分析法(icp-ms)等方法进行定量,在本发明中,玻璃构成成分的含量为0%是指实质上不含有该构成成分,允许以不可避免的杂质水平含有该成分。
[0041]
[圆棒成型玻璃的制造方法]
[0042]
(圆棒成型装置)
[0043]
本发明的圆棒成型玻璃的制造方法包括通过在表面具备凹凸的多个辊对棱柱玻璃或圆棒玻璃进行热伸长,形成截面直径为3.5mm以下的圆棒成型玻璃的工序。以下,参照图1进行详细说明。
[0044]
如图1所示,圆棒成型玻璃的制造方法通过具备多个、优选三个辊的圆棒成型装置来进行。详细内容以使用三个辊的情况为例进行说明。首先,通过在供给部件3上滚动,向相互接触或接近的两个辊21、22供给软化了的棱柱玻璃11(图1(a)以及(b))。接着,将可移动的辊23配置成与棱柱玻璃11接触,使三个辊向相同方向旋转(图1(c))。若使辊21、22、23旋转,则棱柱玻璃11也随之旋转,棱柱玻璃11一边在长度方向(长轴方向)上被伸长,一边逐渐从棱柱变形为圆柱状。继续辊21、22、23的旋转,伸长至所希望的直径(3.5mm以下)(图1(d)),然后从辊21、22、23上除去,得到圆棒成型玻璃12。
[0045]
圆棒成型玻璃中使用的多个辊可以相互接触,也可以分离。辊之间的间隙的上限优选为1.5mm以下,更优选为1.0mm以下,进一步优选为0.8mm以下,更进一步优选为0.5mm以下。在制造截面直径小的圆棒成型玻璃时,优选间隙小。辊之间的平行度优选小于0.1,更优选0.05以下。
[0046]
辊2由辊轴201和配置在辊轴的外侧的玻璃接触部202构成。棱柱玻璃11或圆棒成型玻璃12侧面与玻璃接触部202接触。作为辊2的具体例,可以举出图2(a)、(b)、(c)。能够对玻璃接触部202的表面实施能够形成凹凸的加工(例如滚花加工),图2(a)是滚花压花加工,图2(b)是滚花斜纹加工。另外,玻璃接触部202也可以不进行滚花加工而进行涂敷。例如,图2(c)所示的辊是在玻璃接触部202上实施了具有凹凸的覆膜(例如由gripping venus日本
涂层中心株式会社施工)的辊。需要说明的是,即使是实施了gripping venus覆膜的辊,也能看到抑制滑移的效果,但与加工辊形状的辊相比,有时在重复再现性方面较差。
[0047]
在将圆棒成型玻璃的截面直径设为3.5mm以下的情况下,与制造大径的圆棒成型玻璃的情况相比,进一步使玻璃软化来进行,因此辊的温度被设定得较高。因此,玻璃相对于辊容易滑移。但是,由于玻璃接触部202在表面具有凹凸,因此能够提高对玻璃的抓力,抑制滑移现象。
[0048]
需要说明的是,通过滚花加工或涂敷使辊表面具有1μm以上且1.0mm以下的凹凸,从而有望提高抓力。但是,在反复使用辊时,从保持凹凸的形状的观点出发,优选具有基于滚花加工的凹凸。
[0049]
通过滚花加工形成的凹凸的差(最大高度-最小高度)优选为0.1mm以上且1.0mm以下。凹凸的差的下限优选为0.3mm,更优选为0.5mm,进一步优选为0.6mm。凹凸的差的上限优选为0.9mm,更优选为0.8mm,进一步优选为0.7mm。
[0050]
为了得到小径的圆棒成型玻璃,需要减小辊(辊的玻璃接触部)的截面直径。辊的截面直径优选使用的多个辊均为20.0mm以下,更优选为18.0mm以下,进一步优选为16.0mm以下。为了减小圆棒成型玻璃的截面直径,需要减小辊的截面直径,但如果截面直径过小,则无法得到能够承受玻璃变形的充分的刚性。因此,辊的截面直径优选为5.0mm以上,更优选为7.0mm以上,进一步优选为9.0mm以上。
[0051]
圆棒成型玻璃的制造方法,首先,在软化炉中投入规定的形状的材料的玻璃,使玻璃软化。
[0052]
需要说明的是,作为软化炉的温度的标准,该软化炉的炉内环境的实际温度(在本说明书中,有时简称为“软化炉的炉内温度”。)优选为玻璃的软化点(t
107.65
)以上且小于流动温度。这是因为,若软化炉的炉内温度小于玻璃的软化点,则玻璃的变形不充分而不优选,另一方面,若软化炉的炉内温度为流动温度以上,则成为玻璃与辊表面熔接的原因而不优选。通过将玻璃的软化炉的炉内温度调整到上述范围,在后续工序中,能够使玻璃充分地伸长,能够得到3.5mm以下的圆棒成型玻璃,软化炉的炉内温度优选为软化点+50℃以上,更优选为软化点+80℃以上,进一步优选为软化点+90℃以上。另一方面,用于使玻璃软化的软化炉的炉内温度的上限优选为软化点+250℃以上,更优选为软化点+200℃以上,进一步优选为软化点+180℃以上。
[0053]
需要说明的是,在实际的软化工序中,在一定时间内使玻璃软化是重要的,此时,将炉内温度tf、配置在炉内的玻璃的温度ts、保持时间t的乘积所产生的热量q=(tf-ts)
×
t设为某一大小,使玻璃的温度ts在有限的时间内到达软化点。基于这样的想法,决定炉内温度tf和保持时间t,因此,在本发明中,炉内温度tf和保持时间t并不限定于实施例的具体的温度和时间。
[0054]
接着,将在软化炉中软化后的玻璃移动到圆棒成型机中,使辊旋转,由此进行圆棒成型。圆棒成型的辊温度没有特别限制,但若辊温度过高,则由于辊的热劣化等导致的玻璃的贴附的控制变得困难,因此辊温度优选为800℃以下。玻璃的软化点的上限优选为750℃以下,更优选为700℃以下,进一步优选为650℃以下,再进一步优选为600℃以下,特别优选为550℃以下。软化点的优选下限没有特别限定,作为标准考虑软化点400℃以上即可。
[0055]
(脱模剂)
[0056]
在用圆棒成型装置成型材料的棱柱玻璃(有时为圆棒玻璃)之前,可以在棱柱玻璃的表面涂布脱模剂。通过涂布脱模剂,能够容易地将圆棒成型玻璃12从圆棒成型装置中除去。另外,脱模剂不仅可以涂布在棱柱玻璃(或圆棒玻璃)上,也可以涂布在辊上。
[0057]
脱模剂附着在玻璃的表面上,为了容易地将圆棒成型玻璃从辊等上除去而使用,因此脱模剂具有通过伸长而越向圆棒成型玻璃的两端部越薄地扩散的倾向。因此,关于本发明的圆棒成型玻璃中所含的脱模剂的含量,将与长度方向垂直的截面中的中心部(玻璃内部)的脱模剂含量设为1时的圆棒成型玻璃的至少一个端部的脱模剂含量的比例有时为0.5以下。有时也为0.4以下、0.2以下。
[0058]
由于圆棒成型玻璃12通过上述这样的方法成型,因此有时在得到的圆棒成型玻璃12的表面附近含有来自脱模剂的成分。
[0059]
需要说明的是,作为脱模剂,优选使用含有氮化硼(bn)的脱模剂。也可以使用二硫化钼,但由于与氮化硼相比耐热性低,因此优选氮化硼。
[0060]
[圆棒成型玻璃]
61.本发明的圆棒成型玻璃的截面直径为3.5mm以下,侧面的表面粗糙度ra为1.5以下,且纵横比(长轴/截面半径)为35以上。以下,具体地进行说明。
[0062]
(形状)
[0063]
本发明的圆棒成型玻璃是具有圆柱状的形状的细长圆棒。由于圆棒成型玻璃如上所述通过热伸长而形成,因此端部成为沿长度方向突出的曲面。
[0064]
圆棒成型玻璃的截面直径为3.5mm以下。如果为3.5mm以下,则在成型为最终产品时能够减少玻璃废弃量,能够削减玻璃制造成本。截面直径优选为3.0mm以下,更优选为2.8mm以下。
[0065]
圆棒成型玻璃的长轴的长度取决于材料中使用的玻璃的形状,没有特别限定,例如可以为30mm以上。
[0066]
(侧面的表面粗糙度ra、rz)
[0067]
本发明的圆棒成型玻璃的除了端部以外的侧面的表面是通过辊2伸长的成型法,因此,与切断的侧面相比,ra、rz的值小,具有不易发生伴随输送中或处理中的冲击的裂纹或缺口等的优点。圆棒成型玻璃的侧面的ra优选为1.5μm以下,更优选为1.4μm以下,进一步优选为1.3μm以下。另外,圆棒成型玻璃的侧面的rz优选为10.0μm以下,更优选为9.0μm以下,进一步优选为8.0μm以下。需要说明的是,本说明书中记载的ra以及rz是使用表面粗糙度
·
轮廓形状测定机(型号:surfcom 2900sd3(株式会社东京精密制))得到的值。
[0068]
(纵横比)
[0069]
本发明的圆棒成型玻璃与以往相比进一步伸长,使截面的直径为3.5mm以下。因此,在使用相同形状的材料的情况下,与以往的方法相比,能够得到纵横比大的圆棒成型玻璃。本发明的圆棒成型玻璃的纵横比(长轴的长度/截面半径)优选为35以上,更优选为38以上,进一步优选为40以上。
[0070]
(端部的曲率半径r)
[0071]
本发明的圆棒成型玻璃通过从容易处理的大小的棱柱玻璃(根据情况为圆棒玻璃)伸长,得到截面直径3.5mm以下的圆棒成型玻璃,因此,端部的曲率半径r比冷加工品(对侧面进行磨削、研磨等)小,具有不易产生伴随输送中或处理中的对端部的冲击的裂纹或缺
口等的优点。圆棒成型玻璃的至少一个端部的优选曲率半径r为1500μm以下,更优选为1300μm以下,进一步优选为1200μm以下,再进一步优选为1100μm以下,更进一步优选为1000μm以下。本说明书中记载的曲率半径r是使用表面粗糙度轮廓形状测定机(型号:surfcom 2900sd3(株式会社东京精密制))得到的值。
[0072]
(面角度α)
[0073]
本发明的圆棒成型玻璃的至少一个端部与对侧面进行磨削、研磨等的情况相比,面角度α变小。在此,面角度α是指圆棒端部的圆筒的侧面部分与切线(接触面)所成的角度。在磨削侧面的情况下,若对圆筒状成型玻璃的外周进行研磨,则保留圆形端部的上侧而磨削侧面部分,因此圆筒的侧面部分与圆棒端部的切线(接触面)所成的角度变大。
[0074]
关于曲率半径r,与面角度α一起示于图3。图3(a)是本发明的圆棒成型玻璃的端部的放大图,图3(b)是磨削以及研磨侧面时的圆棒玻璃的端部的放大图。从图3(a)、(b)也可以理解,对侧面进行磨削以及研磨的圆棒玻璃的面角度α较大,圆棒玻璃具有在输送中或处理中难以产生与其他部件或圆棒玻璃彼此接触时的裂纹或缺口等的优点。
[0075]
本发明的圆棒成型玻璃的至少一个端部的面角度α优选为27
°
以下,更优选为25
°
以下,进一步优选为23
°
以下,更进一步优选为21
°
以下。本说明书中记载的面角度α是使用表面粗糙度轮廓形状测定机(型号:surfcom2900sd3(株式会社东京精密制))得到的值。
[0076]
(圆棒成型玻璃的材料(棱柱玻璃、圆棒玻璃))
[0077]
作为圆棒成型玻璃的材料,使用长方体的棱柱玻璃、圆柱状的圆棒玻璃。通过将这些玻璃配置在圆棒成型装置中,使玻璃伸长,可以得到圆棒成型玻璃。作为圆棒成型玻璃的材料的棱柱玻璃或圆棒玻璃的形状只要能够配置在圆棒成型装置中并成型即可,没有特别限定。若是棱柱玻璃,则为了使得到的圆棒成型玻璃的截面不成为椭圆,优选截面为正方形。棱柱玻璃可以从将来自玻璃熔融炉的流动的玻璃固化为板状后直接切出,因此容易得到。
[0078]
(形状变化率)
[0079]
如上所述,本发明的制造方法由于使材料大幅伸长而得到圆棒成型玻璃,因此形状变化率大。例如,作为材料的棱柱玻璃的长轴与圆棒成型玻璃的长轴的变化率c
l
依赖于作为材料选择的棱柱玻璃的形状,但优选为2.7以上,更优选2.9以上。
[0080]
另外,棱柱玻璃和圆棒成型玻璃的纵横比的变化率c
a
优选为4.0以上,更优选为5.0以上,进一步优选为5.5以上。
[0081]
需要说明的是,在此,在纵横比的计算中使用的截面半径,如果是棱柱玻璃,则将截面的任一边的长度的一半作为截面半径使用。
[0082]
可以使用的玻璃的种类没有特别限制。如上所述,用于使玻璃软化的温度(软化炉的炉内温度)根据玻璃的种类来决定,因此玻璃的软化点(t
107.65
)需要事先进行确认。
[0083]
(努氏硬度)
[0084]
需要说明的是,在本发明中,由于与研磨加工后的圆棒相比难以产生裂纹,因此本发明的形状的材料优选使用的玻璃的努氏硬度为600以下。更优选为550以下,进一步优选为500以下,再进一步优选为450以下,更进一步优选为400以下,特别优选为350以下。努氏硬度的优选下限没有规定,但作为标准考虑努氏硬度100以上即可。
[0085]
作为努氏硬度低的玻璃材料,可以举出玻璃骨架的主成分不是sio2的玻璃,即
sio2/(b2o3+p2o5)的阳离子%比率为1以下,优选为0.5以下,更优选为0.2以下,更优选为0.1以下的玻璃。另外,特别可以举出(sio2+b2o3)/p2o5)的阳离子%比率为1以下、优选为0.5以下、更优选为0.2以下、进一步优选为0.1以下,且f/o的阴离子%比率为0.01以上、更优选为0.10以上、进一步优选为0.20以上的玻璃。
[0086]
(磨损度)
[0087]
作为另一观点,从不进行研磨加工就能够成型圆棒这样的降低生产成本的观点出发,磨损度越低、研磨时间越长的玻璃,利用本方法制作近似形状的优点越大。因此,优选使用玻璃的磨损度为125以下的玻璃。磨损度的更优选上限为100以下,进一步优选为90以下,再进一步优选为80以下,更进一步优选为70以下,特别优选为60以下。磨损度的优选下限没有特别限定,作为标准考虑磨损度10以上即可。作为磨损度高的玻璃,例如可以例示出玻璃中的re2o3(re是包含la、gd、yb、lu和y的稀土类元素)的含有率的合计为30%以上、re2o3/(sio2+b2o3+p2o5)的比率为20%以上的玻璃。
[0088]
作为软化点低的玻璃,可以例示(10
×
li+na+k+zn+bi+f-si/2-(la+gd+y+yb)/4)的值大的玻璃。具体而言,若前期值为-10以下,则部件的热劣化变得显著。另一方面,如果前期的值为0以上,则存在玻璃的软化点为700℃以下的倾向,也可以将得到的玻璃提供给精密压制,因此本发明的利用价值高。该值更优选为10以上,进一步优选为20以上,再进一步优选为30以上。更进一步优选为40以上。
[0089]
[实施例]
[0090]
实施例
[0091]
以下,通过实施例对本发明进一步进行说明。需要说明的是,本发明并不限定于实施例。
[0092]
[圆棒成型玻璃的制作]
[0093]
首先,调合玻璃原料(含有比例为质量%),根据玻璃状态在1300~1450℃下熔融,浇铸到模具中后,在各玻璃的tg的温度加上50℃~100℃的温度下进行退火,由此得到板状的光学玻璃。各玻璃的成分(元素的质量%)如表6所示,玻璃物性如表7所示。
[0094]
接着,进行该板状玻璃的切断等,得到具有表2所示形状的材料玻璃(棱柱玻璃或圆柱玻璃)。
[0095]
而且,对于实施例1至6,使用具备直径9mm的辊的圆棒成型装置a,在表1所示的辊温度下制作圆棒成型玻璃(得到的圆棒成型玻璃的特征如表2所示)。材料玻璃使用预先在软化炉(温度、停留时间如表1所示。)中软化的玻璃。对于比较例1,使用具备直径30mm的辊的以往的圆棒成型装置b,同样地制作圆棒成型玻璃。得到的圆棒成型玻璃的形状的变化率、表面粗糙度、端部形状如表3所示。
[0096]
另外,对于实施例7至9,也使用圆棒成型装置a,得到表4所示的圆棒成型玻璃。另外,对于实施例2至6,使用圆棒成型装置b,得到表4所示的直径7.5mm的圆棒成型玻璃。需要说明的是,对于比较例3~6,将得到的直径7.5mm的侧面切削,制成切削至规定的截面直径的切削完毕圆棒成型玻璃。得到的切削完毕圆棒成型玻璃在纵横比、表面粗糙度、端部形状方面不满足本发明。
[0097]
[表1]
[0098][0099]
[表2]
[0100][0101]
[表3]
[0102][0103]
[表4]
[0104][0105]
[表5]
[0106][0107]
[表6]
[0108][0109]
[表7]
[0110][0111]
通过改进的圆棒成型装置(圆棒成型装置a),得到本发明的具有3.5mm以下的直径的圆棒成型玻璃。圆棒成型玻璃的侧面的表面粗糙度ra为1.5以下,且纵横比(长轴/截面半径)为35以上。这种特征的玻璃在以往的圆棒成型玻璃中是无法制造的,而根据本发明首次能够制造。
[0112]
产业上的可利用性
[0113]
本发明在光学玻璃的技术领域中是有用的。特别是本发明圆棒成型玻璃,由于具有直径小的截面,因此在成型玻璃透镜时,能够减少玻璃屑量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1