光纤预制棒的制造方法及制备光纤预制棒用的喷涂装置与流程
[0001]
本申请涉及光纤预制棒制造技术领域,特别涉及一种光纤预制棒的制造方法及制备光纤预制棒用的喷涂装置。
背景技术:
[0002]
目前光纤预制棒的制造有多采用ovd(外部气相沉积)、pcvd(等离子化学气相沉积)、mcvd(改进的化学气相沉积)、vad(轴向气相沉积)等气相沉积法。这些技术中多以sicl4为原料,在制造过程中会产生大量的hcl。hcl对环境的污染较大,生产过程中所使用的装备需使用特殊材料,设备制造成本高。为消除hcl,对尾气的处理需要消耗大量的碱,处理后的污水中含有较高的盐,对水体中的微生物构成严重的威胁。此外,在光纤预制棒制造领域中,气相沉积法产生的sio2粉体约有30%~40%无法全部被收集制成光纤预制棒,造成资源的浪费。
技术实现要素:
[0003]
本申请实施例提供一种光纤预制棒的制造方法及制备光纤预制棒用的喷涂装置,以解决相关技术中采用气相沉积法制备光纤预制棒时所存在的环境污染问题。
[0004]
第一方面,提供了一种光纤预制棒的制造方法,其包括如下步骤:
[0005]
在预设温度下,朝芯棒表面喷涂浆料,得到胶体预制棒,所述浆料包括二氧化硅粉体和水性胶黏剂;
[0006]
对所述胶体预制棒进行排胶处理,得到多孔预制棒;
[0007]
对所述多孔预制棒进行脱羟和玻璃化处理,得到光纤预制棒。
[0008]
一些实施例中,朝芯棒表面喷涂浆料之前,还包括如下制备所述浆料的步骤:
[0009]
将所述水性胶黏剂与所述二氧化硅粉体混合均匀,得到混合物;
[0010]
测量所述混合物的粘度,并判断所述混合物的粘度是否达到设定粘度;
[0011]
若是,则完成所述浆料的制备;否则,向所述混合物中加水,并返回至测量所述混合物的粘度步骤。
[0012]
一些实施例中,在所述浆料中,所述二氧化硅粉体的质量分数为50%~80%;和/或,
[0013]
所述水性胶黏剂包括聚乙烯醇类水性胶黏剂、乙烯乙酸酯类水性胶黏剂、丙烯酸类水性胶黏剂、聚氨酯类水性胶黏剂和环氧水性胶黏剂中的至少一种;和/或,
[0014]
所述脱羟的温度为1200℃~1300℃,所述玻璃化的温度为1500℃~1600℃。
[0015]
一些实施例中,所述朝芯棒表面喷涂浆料,得到胶体预制棒,包括如下步骤:
[0016]
驱使所述芯棒绕自身轴线旋转;
[0017]
沿所述芯棒轴向,自所述芯棒的一端朝另一端,完成一趟浆料的喷涂;
[0018]
重复若干趟浆料的喷涂,得到所述胶体预制棒。
[0019]
一些实施例中,重复若干趟浆料的喷涂,包括如下步骤:
[0020]
测量喷涂重量,并判断是否达到预设重量;
[0021]
若是,则进入排胶处理步骤;否则,再次进行喷涂,并返回至测量喷涂重量的步骤。
[0022]
一些实施例中,喷涂流量q采用如下公式计算:
[0023]
q=π
×
d
×
d
×
h
×
w
×
n
[0024]
其中,d为所述芯棒的直径,d为喷涂时所采用的喷嘴的宽度,h为喷涂的厚度,w为所述芯棒旋转速度,n为喷涂时所采用的喷嘴的数量。
[0025]
一些实施例中,对所述胶体预制棒进行排胶处理,包括如下步骤:
[0026]
对所述胶体预制棒进行除水处理;
[0027]
在氧气氛围下,对所述胶体预制棒进行第一次热处理,以氧化水性胶黏剂。
[0028]
一些实施例中,在完成第一次热处理之后,还包括如下步骤:
[0029]
对所述胶体预制棒进行第二次热处理,所述第二次热处理的温度高于第一次热处理的温度。
[0030]
第二方面,提供了一种制备光纤预制棒用的喷涂装置,其包括:
[0031]
夹持机构,所述夹持机构具有两个相对设置的旋转卡盘,且两个所述旋转卡盘相对的壁面上均设有用于夹持芯棒的夹持部;
[0032]
喷涂机构,其具有一喷嘴,所述喷嘴朝向所述芯棒;
[0033]
驱动机构,所述驱动机构与所述喷涂机构和所述夹持机构均相连,所述驱动机构用于:驱动两个所述旋转卡盘带动所述芯棒绕自身轴线旋转,驱动所述喷涂机构和所述夹持机构沿所述芯棒的轴线方向发生相对移动,以及驱动所述喷涂机构朝所述芯棒喷涂浆料。
[0034]
一些实施例中,所述喷涂装置还包括加热机构,所述加热机构具有一加热区域,两个所述卡盘之间的区域与所述加热区域至少部分相互交叠;和/或,
[0035]
所述喷涂装置还包括称重单元,所述称重单元与所述夹持机构相连,并用于称量所述芯棒上所喷涂的浆料的重量。
[0036]
本申请提供的技术方案带来的有益效果包括:
[0037]
本申请实施例提供了一种光纤预制棒的制造方法及制备光纤预制棒用的喷涂装置,本实施例提供的制造方法,在光纤预制棒制造过程中,先直接以二氧化硅粉体作为原料,以水性胶黏剂作为粘合剂,混合均匀以获取浆料,然后将浆料通过喷雾的方式均匀地喷涂在芯棒的表面,从而使二氧化硅粉体通过水性胶黏剂粘合于芯棒上,当浆料的喷涂量达到要求后,通过排胶处理工序,将水性胶黏剂除去,以得到多孔预制棒,最后通过脱羟及玻璃化处理,得到光纤预制棒。
[0038]
本实施例提供的制造方法,其一方面,由于直接采用二氧化硅粉体作为原料,故不会出现hcl等有毒有害物质,避免对环境产生污染,无需通过碱对尾气进行处理,避免出现处理后的污水中因含有较高的盐而对水体中的微生物造成威胁的风险,从而可以改善光纤预制棒制造行业环境污染问题。其二方面,采用水性胶黏剂作为粘合剂,可以通过排胶处理,除掉预制棒中的水性胶黏剂,不会影响预制棒的纯度。其三方面,本实施例采用喷雾的方式进行喷涂,由于喷雾具有较高的附着性,在喷涂时,可以更为高效地沉积在芯棒上,从而提高了光纤预制棒的原料收集率,降低光纤预制棒的制造成本。
附图说明
[0039]
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0040]
图1为本申请实施例提供的光纤预制棒的制造方法流程图;
[0041]
图2为本申请实施例提供的制备浆料流程图;
[0042]
图3为本申请实施例提供的朝芯棒表面喷涂浆料以得到胶体预制棒流程图;
[0043]
图4为本申请实施例提供的重复若干趟浆料的喷涂流程图;
[0044]
图5为本申请实施例提供的对胶体预制棒进行排胶处理流程图;
[0045]
图6为本申请实施例提供的制备光纤预制棒用的喷涂装置结构示意图。
[0046]
图中:1、夹持机构;10、卡盘;2、芯棒;3、喷涂机构;30、喷嘴;4、分气栅;5、主体部;6、排气罩。
具体实施方式
[0047]
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0048]
本申请实施例提供了一种光纤预制棒的制造方法,其能解决相关技术中采用气相沉积法制备光纤预制棒时所存在的环境污染问题。
[0049]
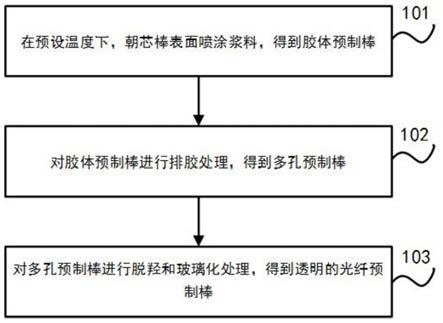
参见图1所示,本申请实施例提供了一种光纤预制棒的制造方法,该制造方法包括如下步骤:
[0050]
101:在预设温度下,朝芯棒表面喷涂浆料,得到胶体预制棒,其中,浆料包括二氧化硅粉体和水性胶黏剂;在本步骤中,通过在预设温度下进行加热,有助于芯棒表面的浆料固化。加热方式可以不限定,比如可以采用送热风的方式加热,或者采用电炉加热等等。
[0051]
102:对胶体预制棒进行排胶处理,得到多孔预制棒;
[0052]
103:对多孔预制棒进行脱羟和玻璃化处理,得到透明的光纤预制棒。
[0053]
本实施例提供的制造方法,在光纤预制棒制造过程中,先直接以二氧化硅粉体作为原料,以水性胶黏剂作为粘合剂,混合均匀以获取浆料,然后将浆料通过喷雾的方式均匀地喷涂在芯棒的表面,从而使二氧化硅粉体通过水性胶黏剂粘合于芯棒上,当浆料的喷涂量达到要求后,通过排胶处理工序,将水性胶黏剂除去,以得到多孔预制棒,最后通过脱羟及玻璃化处理,得到光纤预制棒。
[0054]
本实施例提供的制造方法,其一方面,由于直接采用二氧化硅粉体作为原料,故不会出现hcl等有毒有害物质,避免对环境产生污染,无需通过碱对尾气进行处理,避免出现处理后的污水中因含有较高的盐而对水体中的微生物造成威胁的风险,从而可以改善光纤预制棒制造行业环境污染问题。其二方面,采用水性胶黏剂作为粘合剂,可以通过排胶处理,除掉预制棒中的水性胶黏剂,不会影响预制棒的纯度。其三方面,本实施例采用喷雾的方式进行喷涂,由于喷雾具有较高的附着性,在喷涂时,可以更为高效地沉积在芯棒上,从
而提高了光纤预制棒的原料收集率,降低光纤预制棒的制造成本。
[0055]
在一些优选的实施例中,水性胶黏剂包括聚乙烯醇类水性胶黏剂、乙烯乙酸酯类水性胶黏剂、丙烯酸类水性胶黏剂、聚氨酯类水性胶黏剂和环氧水性胶黏剂中的至少一种。
[0056]
本实施例中采用上述胶黏剂,在进行排胶处理时,可以被氧化以生成如h2o、co2、no2等气体,并除去。
[0057]
在一些实施例中,该方法的原料收集率达到95%以上。
[0058]
在一些优选的实施例中,在步骤101之前,还包括芯棒表面粗糙化处理的步骤,具体地,使用颗粒度为100目~1000目的砂轮打磨芯棒表面,然后使用高压清洗机对芯棒表面进行清洗。
[0059]
在一些优选的实施例中,步骤101中的预设温度为30℃~100℃。
[0060]
在一些优选的实施例中,参见图2所示,朝芯棒表面喷涂浆料之前,还包括如下制备浆料的步骤:
[0061]
201:将水性胶黏剂与二氧化硅粉体混合均匀,得到混合物;
[0062]
202:测量混合物的粘度;
[0063]
203:判断混合物的粘度是否达到设定粘度,设定粘度可以根据实际制备需要进行设定;
[0064]
若是,则转入204;否则,转入205;
[0065]
204:完成浆料的制备;
[0066]
205:向混合物中加水,并返回202。
[0067]
在一些优选的实施例中,在浆料中,二氧化硅粉体的质量分数为50%~80%。
[0068]
需要说明的是,浆料在配制时是否需要加水,以及加水量,是根据所需要的浆料的设定粘度来判断。
[0069]
在一些优选的实施例中,进行步骤103时,可以将多孔预制棒置于真空环境下,比如真空炉中,其中,脱羟的温度可选择为1200℃~1300℃,玻璃化的温度可选择为1500℃~1600℃。
[0070]
在一些优选的实施例中,参见图3所示,朝芯棒表面喷涂浆料,得到胶体预制棒,包括如下步骤:
[0071]
301:驱使芯棒绕自身轴线旋转;
[0072]
302:沿芯棒轴向,自芯棒的一端朝另一端,完成一趟浆料的喷涂;
[0073]
303:重复若干趟浆料的喷涂,得到胶体预制棒。
[0074]
在本实施例中,在喷涂时,通过旋转芯棒,可以确保芯棒轴向均匀涂覆,同时,自芯棒一端朝另一端喷涂,可以确保整根芯棒涂覆完整。
[0075]
在本实施例中,芯棒可以竖直或者横向布置,喷涂时,采用沿竖直方向喷涂或者沿水平方向喷涂;而且,可以选择芯棒不移动,通过移动喷嘴以进行喷涂,或者,可以选择喷嘴不移动,通过移动芯棒以进行喷涂。
[0076]
在一些优选的实施例中,喷涂流量q采用如下公式计算:
[0077]
q=π
×
d
×
d
×
h
×
w
×
n
[0078]
其中,d为芯棒的直径,d为喷涂时所采用的喷嘴的宽度,h为喷涂的厚度,w为芯棒旋转速度,n为喷涂时所采用的喷嘴的数量。
[0079]
通常,每层喷涂的的厚度为50~200μm。
[0080]
在一些优选的实施例中,参见图4所示,重复若干趟浆料的喷涂,包括如下步骤:
[0081]
401:测量喷涂重量;
[0082]
402:判断喷涂重量是否达到预设重量,预设重量可以根据实际制备需要进行设定;
[0083]
若是,则进入403;否则,进入404;
[0084]
403:进行排胶处理;
[0085]
404:再次进行喷涂,并返回至401。
[0086]
在本实施例中,步骤404中再次进行喷涂的趟数,可以根据测量的喷涂重量与预设重量的差值大小确定,可以是一趟,也可以是多趟。
[0087]
在一些优选的实施例中,参见图5所示,对胶体预制棒进行排胶处理,包括如下步骤:
[0088]
501:将胶体预制棒置于排胶设备中,在80℃~120℃的温度下,对胶体预制棒进行除水处理,在该温度下保持0.5h~2h;
[0089]
502:在氧气氛围下,对胶体预制棒进行第一次热处理,以氧化水性胶黏剂。在本步骤中,可以采用纯氧气,也可以在用空气,且第一次热处理的温度可以设定为500℃~600℃,在该温度下保持1h~4h;
[0090]
在本步骤中,水性胶黏剂与氧气反应,生成如h2o、co2、no2等气体。
[0091]
503:对胶体预制棒进行第二次热处理,第二次热处理的温度高于第一次热处理的温度,在本步骤中,第二次热处理的温度可以设定为1200℃~1300℃,在该温度下保持1h~4h,本步骤的目的是强化胶体预制棒的强度。
[0092]
参见图6所示,本申请实施例还提供了一种制备光纤预制棒用的喷涂装置,其包括夹持机构1、喷涂机构3和驱动机构,夹持机构1具有两个相对设置的旋转卡盘10,且两个旋转卡盘10相对的壁面上均设有用于夹持芯棒2的夹持部;喷涂机构3具有一喷嘴30,喷嘴30朝向芯棒2,喷嘴30用于将浆料喷涂在芯棒2上;驱动机构与喷涂机构3和夹持机构1均相连,驱动机构用于:驱动两个旋转卡盘10带动芯棒2绕自身轴线旋转,驱动喷涂机构3和夹持机构1沿芯棒2的轴线方向发生相对移动,以及驱动喷涂机构3朝芯棒2喷涂浆料。
[0093]
需要说明的是,本实施例提供的喷涂装置,可以应用于上述各光纤预制棒的制造方法实施例中,以进行芯棒的喷涂。
[0094]
在一些优选的实施例中,喷涂装置还包括加热机构,加热机构具有一加热区域,两个卡盘10之间的区域与加热区域至少部分相互交叠。本实施例中提供加热机构,有助于芯棒表面的浆料固化。
[0095]
参见图6所示,在一些优选的实施例中,加热机构包括热风机和一个风道,该风道上设有分气栅4,热风机提供的热风经风道后,从分气栅4吹向芯棒2。
[0096]
参见图6所示,在一些优选的实施例中,喷涂装置还包括主体部5,夹持机构1、喷涂机构3组设于主体部5上,加热机构的风道形成于主体部5中,分气栅4位于主体部5表面,且在夹持机构1远离分气栅4的一侧还设有排气罩6。
[0097]
参见图6所示,在一些优选的实施例中,喷涂机构3可移动地组设于主体部5上,驱动机构驱动喷涂机构3移动,以实现整根芯棒2的喷涂。
[0098]
在一些优选的实施例中,喷涂装置还包括称重单元(图中未示出),称重单元与夹持机构1相连,并用于称量芯棒2上所喷涂的浆料的重量。
[0099]
本实施例中设置称重单元,可以实时地测量芯棒2上所喷涂的浆料的重量,有利于控制喷涂的趟数。
[0100]
总之,本申请可以使用天然石英砂或工业副产品sio2粉料作为原料,在光纤预制棒制造过程中避免使用有毒有害的四氯化硅、氯气等有毒有害原料,生产过程中无有毒有害气体产生,废气处理无需使用碱性液体进行中和,整个生产过程绿色环保。原材料无腐蚀性且低温成型,因此设备对材料的要求较低,设备制造成本较低且易于维护。该方法使用的原料易于获取,且在生产过程中的原料收集率高,因此光纤预制棒的生产成本较低。
[0101]
在本申请的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
[0102]
需要说明的是,在本申请中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0103]
以上所述仅是本申请的具体实施方式,使本领域技术人员能够理解或实现本申请。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1