螺口玻璃瓶的螺口加工方法与流程
1.本发明涉及玻璃瓶加工技术领域,尤其涉及一种螺口玻璃瓶的螺口加工方法。
背景技术:
2.传统的高硼硅螺口试剂瓶采用吹瓶机吹压生产,生产这样的高硼硅螺口试剂瓶需要大型的玻璃窑炉,大型的行列机设备,目前生产高硼硅螺口试剂瓶的厂家不超过3家。而且,由于行列机生产单日产量极大,产品模具费用极高,所以生产的高硼硅螺口试剂瓶的品种少,数量大。同时,由于制造工艺原因,高硼硅螺口试剂瓶上有合模线,使其壁厚不够均匀,而且影响美观。
技术实现要素:
3.本发明公开一种螺口玻璃瓶的螺口加工方法,用于解决现有技术中,加工费用高、日产品量大、品种少、瓶身有合模线的问题。
4.为了解决上述问题,本发明采用下述技术方案:
5.提供一种螺口玻璃瓶的螺口加工方法,包括步骤:
6.将待加工玻璃瓶的瓶口部分加热软化,其中所述待加工玻璃瓶的瓶底封闭且所述瓶口部分的孔径与瓶身部分的孔径相同;
7.对所述瓶口部分缩径,使所述瓶口部分形成较小孔径的螺口部分以及连接所述螺口部分和所述瓶身部分的过渡部分;
8.将所述螺口部分加热软化;
9.对所述螺口部分压制螺纹。
10.可选的,将所述螺口部分加热软化之前,还包括步骤:
11.将所述螺口部分在靠近所述过渡部分的部位加热软化;
12.自所述待加工玻璃瓶的瓶口至瓶底方向推进所述待加工玻璃瓶,使所述螺口部分在靠近所述过渡部分的部位形成堆料层;
13.其中,将所述螺口部分加热软化,对所述螺口部分压制螺纹,具体包括步骤:
14.将所述瓶口至所述堆料层之间的所述螺口部分加热软化;
15.对所述瓶口至所述堆料层之间的所述螺口部分压制螺纹。
16.可选的,将待加工玻璃瓶的瓶口部分加热软化之前,还包括步骤:
17.调节所述待加工玻璃瓶的轴向位置,对所述待加工玻璃瓶轴向定位。
18.可选的,通过伸入所述待加工玻璃瓶内且顶设于瓶底的内模模具调节所述待加工玻璃瓶的轴向位置,且由所述内模模具顶设于所述瓶口而自所述待加工玻璃瓶的瓶口至瓶底方向推进所述待加工玻璃瓶。
19.可选的,通过相同的火焰喷灯对所述瓶口部分、所述螺口部分和所述螺口部分在靠近所述过渡部分的部位加热。
20.可选的,所述火焰喷灯包括分别位于所述待加工玻璃瓶两侧的两组喷头,各组所
述喷头自上至下并排设置三个且均朝上倾斜,并且各组所述喷头中,位于上方的所述喷头靠外,位于下方的所述喷头靠内。
21.可选的,所述火焰喷灯设置在能够沿所述待加工玻璃瓶轴向移动的滑板上。
22.可选的,沿所述瓶身部分至所述螺口部分方向,所述过渡部分的孔径逐渐减小。
23.可选的,通过旋转的变形磨具对所述瓶口部分缩径,其中所述变形磨具包括靠近所述待加工玻璃瓶且自所述待加工玻璃瓶的瓶底至瓶口方向直径逐渐变大的锥形块和远离所述待加工玻璃瓶的圆柱块。
24.可选的,所述过渡部分、所述瓶身部分和所述螺口部分光滑过渡。
25.本发明采用的技术方案能够达到以下有益效果:
26.所用设备简单,体积小,成本低,解决了传统生产设备生产需要依赖大型玻璃窑炉,以及高昂的模具费用的问题;可以采用多机台、多规格的设备,可以同时生产多规格、各种颜色的小批量螺口玻璃瓶,可以满足个性化和小批量的市场需求,解决了需要大量的产品订单,传统工艺中生产的产品量大,规格少的问题;没有合模线,产品壁厚均匀,外观精致,产品透光性好,解决了传统设备生产产品中存在合模线,产品壁厚不够均匀等问题。
附图说明
27.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,构成本发明的一部分,本发明的示意性实施例及其说明解释本发明,并不构成对本发明的不当限定。在附图中:
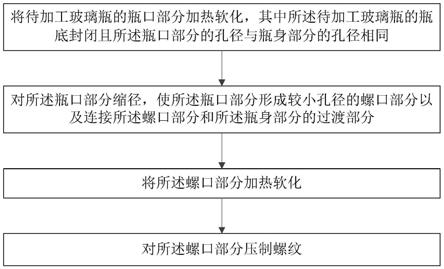
28.图1为本发明公开的螺口玻璃瓶的螺口加工方法流程图;
29.图2为本发明公开的加工装置的结构示意图;
30.图3为本发明公开的玻璃瓶的结构示意图;
31.图4为本发明公开的瓶口部分的结构示意图。
32.其中,附图1
‑
4中具体包括下述附图标记:
33.底座
‑
1;夹具
‑
2;变形磨具
‑
3;螺纹磨具
‑
4;内模模具
‑
5;火焰喷灯
‑
6;玻璃瓶
‑
7;立柱
‑
21;三爪卡盘
‑
22;第二驱动件
‑
31;转轴
‑
32;连杆
‑
33;变形磨具本体
‑
34;锥形块
‑
341;圆柱块
‑
342;连接轴
‑
41;螺纹磨具本体
‑
42;内模模具本体
‑
51;围挡
‑
52;轴套
‑
53;辅助杆
‑
54;链条
‑
55;滑板
‑
61;喷头
‑
62;竖向挡板
‑
63;第六驱动件
‑
64;滑块导轨
‑
65;瓶口部分
‑
71;瓶身部分
‑
72;螺口部分
‑
711;过渡部分
‑
712;堆料层
‑
713;螺纹
‑
714。
具体实施方式
34.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.本发明的螺口玻璃瓶的螺口加工方法,如图1,包括下述步骤:
36.将待加工玻璃瓶的瓶口部分加热软化,其中待加工玻璃瓶的瓶底封闭且瓶口部分的孔径与瓶身部分的孔径相同;
37.对瓶口部分缩径,使瓶口部分形成较小孔径的螺口部分以及连接螺口部分和瓶身
部分的过渡部分;
38.将螺口部分加热软化;
39.对螺口部分压制螺纹。
40.为便于理解本发明的加工方法,以下先介绍加工装置。如图2所示,该加工装置包括底座1和分别设置在底座1上的夹具2、变形磨具3、螺纹磨具4、内模模具5、火焰喷灯6。底座1为金属底座1,大致呈长方体框状结构,由底壁和环绕底壁的侧壁构成。
41.夹具2设置在底座1的一端,包括固定在底座1侧壁上的立柱21、可转动式设置在立柱21上的三爪卡盘22和驱动三爪卡盘22转动的第一驱动件。三爪卡盘22与通常三爪卡盘22的构造相同,由设置在三爪卡盘22上的扳手搬动三爪卡盘22的各爪,实现玻璃瓶7的夹紧和松开。第一驱动件可以为固定在底座1侧壁上的驱动电机,图中未示出。
42.变形磨具3包括第二驱动件31、转轴32、连杆33、变形磨具本体34和第三驱动件。第二驱动件31固定在底座1另一端,可以为驱动电机。转轴32与第二驱动件31的输出轴固定连接,由第二驱动件31带动转轴32绕自身轴线转动和沿自身轴向移动。转轴32的高度高于三爪卡盘22的高度,转轴32的自由端可以大致延伸至底座1中部。连杆33的一端固定在转轴32的自由端,连杆33的另一端设置变形磨具本体34,由第二驱动件31通过转轴32和连杆33带动变形磨具本体34绕转轴32轴线转动和沿转轴32轴向移动,以能够对玻璃瓶7施加压力。并且变形磨具本体34可转动式设置在连杆33上,由第三驱动件驱动变形磨具本体34绕自身轴线转动。第三驱动件可以为固定在连杆33上的驱动电机。变形磨具本体34由靠近夹具2的锥形块341和远离夹具2的圆柱块342连接构成,并且沿夹具2至变形磨具3方向,锥形块341的直径逐渐增大。
43.螺纹磨具4包括第四驱动件、连接轴41和螺纹磨具本体42。第四驱动件可以为固定在底座1另一端(即与第二驱动件31位于底座1同一端)的驱动电机。第四驱动件的输出轴通过连接轴41与螺纹磨具本体42固定连接,由第四驱动件通过连接轴41带动螺纹磨具本体42绕连接轴41轴线转动和沿连接轴41轴向移动。连接轴41的高度稍微低于转轴32的高度,连接轴41的自由端也大致延伸至底座1中部,使螺纹磨具本体42在初始位置时大致位于底座1中部。螺纹磨具本体42与通常螺纹磨具本体42的构造相同,设有压制螺纹714的花纹。
44.内模模具5包括第五驱动件和内模模具本体51。第五驱动件也可以为驱动电机,固定在底座1另一端,即远离夹具2的一端。内模模具本体51为直径大于玻璃瓶7的瓶口直径的杆状结构,内模模具本体51与第五驱动件固定连接,由第五驱动件驱动内模模具本体51沿自身轴向移动。内模模具本体51的高度稍微低于螺纹磨具本体42的高度,与三爪卡盘22的轴线共线。内模模具5在初始位置时,其自由端可以大致位于底座1中部。
45.第四驱动件和第五驱动件可以由与底座1固定连接的围挡52遮挡,围挡52可以为金属围挡52,由围挡52保护第四驱动件和第五驱动件,减少高温对驱动件的损坏。此时,内模模具本体51在靠近第五驱动件的一端外侧可以套设有轴套53,轴套53焊接在围挡52上,由轴套53定位固定内模模具本体51,减少内模模具本体51弯曲变形的可能性。进一步的,在底座1内部还可以焊接有沿内模模具本体51轴向延伸的辅助杆54,此时轴套53的外侧和辅助杆54的外侧均设有凸台,轴套53和辅助杆54通过与凸台配合的链条55紧固连接,以进一步提高轴套53的稳固性,尽可能防止内模模具本体51弯曲变形,尤其防止内模模具本体51在高温环境弯曲变形的可能性。
46.火焰喷灯6可以通过滑板61设置在三爪卡盘22和螺纹磨具本体42之间的底座1上,滑板61可移动式设置在底座1上,由滑板61带动火焰喷灯6在三爪卡盘22和螺纹磨具本体42之间移动。火焰喷灯6包括盛放火焰介质的存储罐和分别位于玻璃瓶7两侧的两组喷头62,各组喷头62自上至下并排设置三个且均朝上倾斜,并且各组喷头62中,位于上方的喷头62靠外,沿水平方向远离玻璃瓶7,位于下方的喷头62靠内,沿水平方向靠近玻璃瓶7,各个喷头62通过不同的管路与存储罐连通,以能够根据需要打开相应位置和相应数量的喷头62,以便于对玻璃瓶7的所需部位加热软化。存储罐可以通过固定在底座1上的平板遮挡。
47.底座1上还设置有竖向挡板63,竖向挡板63大致位于内模模具本体51下方,火焰喷灯6位于竖向挡板63和三爪卡盘22之间,由竖向挡板63进一步保护各驱动件。竖向挡板63可移动式设置在底座1上,通过金属轴与滑板61固定连接,由竖向挡板63带动滑板61同步移动。竖向挡板63可以通过第六驱动件64驱动,并由滑块导轨65辅助定位。
48.该加工装置可以与数控装置连接,通过数控操作编程,调整数控操作程序,可生产不同规格产品,实现自动化管理。
49.本发明的螺口玻璃瓶的螺口加工方法具体包括步骤,将封好底且等直径的玻璃瓶7,放到三爪卡盘22上固定好,但不要夹紧,使得内模模具本体51伸入玻璃瓶7内且顶设于瓶底,以可以轻轻推动玻璃瓶7,定位玻璃瓶7的轴向长度。内模模具本体51在玻璃瓶7到指定位置后回归原位,此时三爪卡盘22夹紧玻璃瓶7。然后三爪卡盘22按指定转速转动,内模模具本体51和变形磨具本体34同时转动,并且内模模具本体51、变形磨具本体34和三爪卡盘22的转速一致。打开火焰喷灯6的所有喷头62,并且移动火焰喷灯6,使火焰喷灯6对玻璃瓶7的瓶口部分71(例如从瓶口向瓶底大约100mm范围内)进行加热,直至瓶口部分71变白开始软化时,关闭火焰喷灯7,变形磨具本体34按照设定的时间,以设定自转转速(例如自转100转/分)在转轴32和连杆33带动下下压到玻璃瓶7的瓶口外壁后,以较小自转速度(例如自转10转/分)继续向下压动,待压到瓶口的直径大约为50mm时,变形磨具本体34保持较小自转速度转动同时朝向瓶底移动大约50mm,最终如图3、图4所示,使瓶口部分71在变形磨具本体34的锥形块341作用下形成过渡部分712,在变形磨具本体34的圆柱块342作用下形成螺口部分711。过渡部分712、瓶身部分72和螺口部分711光滑过渡,并且过渡部分712沿瓶底至瓶口方向的孔径逐渐减小,以保证玻璃瓶7的强度。然后变形磨具本体34回到原位,火焰喷灯6移动到距离瓶口60mm的位置并打开例如最上方的喷头62,对该小范围的玻璃瓶7加热软化。待玻璃瓶7变白软化后,火焰喷头6关闭,内模模具本体51贴到瓶口上对其向前推进10mm左右,使螺口部分711在靠近过渡部分712的部位形成堆料层713。再然后内模模具本体51回到原位,火焰喷灯6所有喷头62打开并来回移动对堆料层713和瓶口之间的螺口部分711加热软化。待该部位的螺口部分711变白软化后,螺纹磨具本体42向下压动到该部位的螺口部分711,压到螺纹口成型。最后螺纹磨具本体42回到原位,卸下玻璃瓶7,,继续重复上述步骤加工下一个玻璃瓶7。当取下玻璃瓶7后,可以通过夹设或捉取堆料层713移动玻璃瓶7,以方便移动玻璃瓶7。
50.本发明方法所用设备简单,体积小,成本低,解决了传统生产设备生产需要依赖大型玻璃窑炉,以及高昂的模具费用的问题;可以采用多机台、多规格的设备,可以同时生产多规格、各种颜色的小批量螺口玻璃瓶,可以满足个性化和小批量的市场需求,解决了需要大量的产品订单,传统工艺中生产的产品量大,规格少的问题;没有合模线,产品壁厚均匀,
外观精致,产品透光性好,解决了传统设备生产产品中存在合模线,产品壁厚不够均匀等问题。
51.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1