一种高真空度真空玻璃的制作方法
1.本实用新型涉及真空玻璃技术领域,具体为一种高真空度真空玻璃。
背景技术:
2.现有的真空玻璃大多采用以下几种方式封接:
3.一、采用纤焊料封接,为了达到制造钢化玻璃的目的,在不断研制低温玻璃纤焊料被严格控制烧结时间,也只能做出玻璃表面应力在 24
‑
69mpa 之间的半钢化玻璃,并且纤焊料的污染大、生产周期长、成品率低下的因素阻碍了真空玻璃的发展 ;
4.二、用有机材料塑脂胶封接的情况,存在长久老化,易放气的情况;
5.三、用对玻璃周边进行红外射线激光封接,但是这种方法目前尚未成熟;
6.四、用金属焊料封边,存在金属焊料与玻璃的粘结强度不够,
7.玻璃开槽,工艺复杂,成本多,并且在玻璃表面嵌入沟槽,加大了成本。
8.现有的真空玻璃还存在以下问题 :
9.1. 在玻璃表面开孔排气,接触面小,缺点是通道不畅通,留有小孔,另一种是真空容器排气,虽然没有排气口,腔体存在空间大,能耗大的问题 ;
10.2. 现有技术一般都是排气和封边同时完成,纤焊料被加热熔化后,会释放大量气体,合并时留存在真空层内的气体再也无法排除,所以真空玻璃真空度始终无法达到理想的要求 ;
11.3. 在吸气剂的使用上,由于钢化真空玻璃的发展,给吸气剂的使用提出了更苛刻的要求,关于吸气剂激活必须在真空环境下高温塑封中才能激活,蒸散型吸气剂在钢化玻璃狭小的夹层内升高到 400℃,钢化玻璃的应力会发生改变,不利于钢化玻璃的生产;非蒸散型吸气剂通过保护罩不会氧化失效,但是效果不明显;并且吸气剂会吸收玻璃粉燃烧的空气,使吸气剂无法得到有效利用。
技术实现要素:
12.为了解决现有真空玻璃无法达到高真空度的问题,本实用新型提供一种高真空度,制造成本低,工艺流程简洁,生产效率高的真空玻璃及制造方法。
13.本实用新型采用如下技术方案:
14.一种高真空度真空玻璃,包括上片、下片,所述上片、下片外缘之间设置有密封件,其特征是:所述密封件包括由气密性材料制成的密封框架和由低软化点材料制成的支撑组件,其中,所述支撑组件支撑高度高于所述密封框架安装高度。
15.所述的一种高真空度真空玻璃,其特征是:所述支撑组件具体为支撑框架,所述支撑框架与所述密封框架内外贴合。
16.所述的一种高真空度真空玻璃,其特征是:所述上片、下片外缘之间形成截面宽度由外而内逐渐减小的环腔,所述密封框架设置于所述环腔内。
17.所述的一种高真空度真空玻璃,其特征是: 所述上片、下片与所述密封件的接触
面均为等离子处理面。
18.所述的一种高真空度真空玻璃,其特征是:所述上片、下片外缘之间的相对面包括斜面,两相对的斜面形成截面宽度由外而内逐渐减少的环腔。
19.本实用新型针对现有真空玻璃制造中,难以达到高真空度的问题,创新型的采用低软化点材料用于支撑及导气,完成抽真空后,加热使其形变,完美封闭导气通道的同时与其他密封件配合形成气密。
附图说明
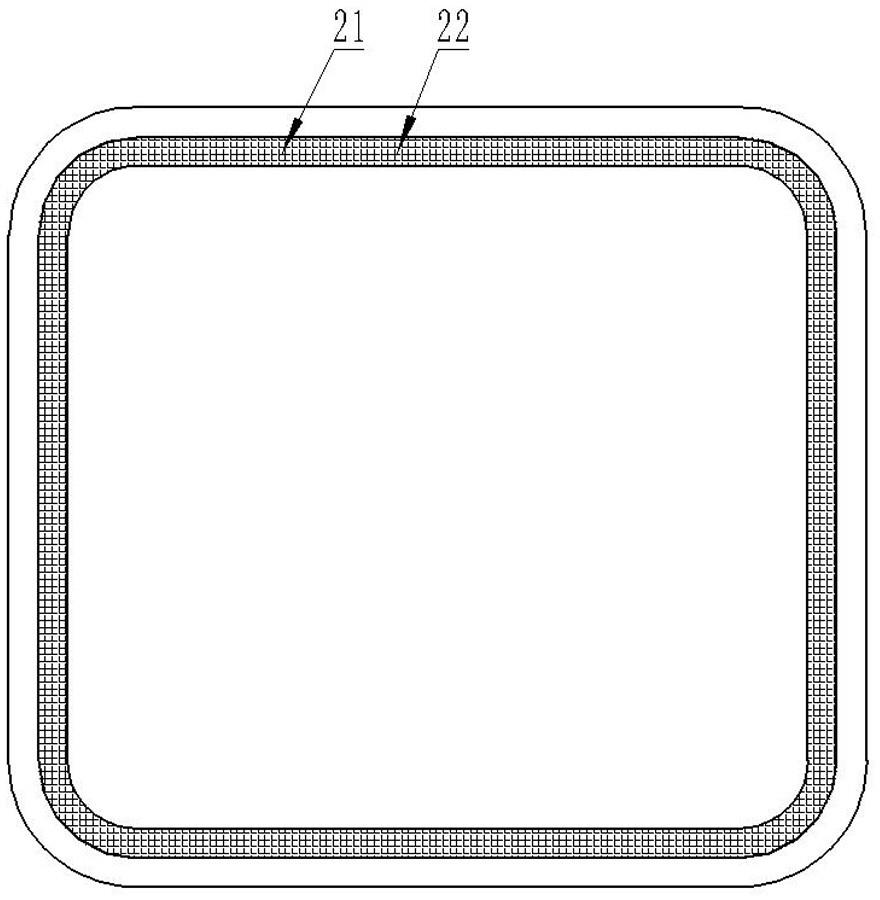
20.图1为本实用新型实施例一与实施例二密封件布设结构示意图;
21.图2为本实用新型实施例一安装结构示意图;
22.图3为本实用新型实施例一制造完成结构示意图;
23.图4为本实用新型实施例二安装结构示意图;
24.图5为本实用新型实施例二制造完成结构示意图;
25.图6为本实用新型实施例三密封件布设结构示意图;
26.图7为本实用新型实施例四密封件布设结构示意图;
27.图8为本实用新型实施例五密封件布设结构示意图。
28.图中,1
‑
上片,2
‑
下片,21
‑
支撑框架,22
‑
密封框架,23
‑
支撑块。
具体实施方式
29.实施例一:
30.如图1、2、3所示,一种高真空度真空玻璃,包括上片1,下片2,本实施例中玻璃形状为常见的四边形。上片1、下片2为玻璃体,首先经过磨边处理,并进入钢化炉进行钢化处理,将钢化完成的下片2上布设支撑物,布设完毕后,将上片1、下片2边部进行等离子表面处理,处理后的边部表面与密封件粘接贴合更紧密,气密性更好,而后将下片2边缘布设支撑框架21和密封框架22,支撑框架21由低软化点材料制成,支撑框架21上留有供抽真空的抽气槽,密封框架22与支撑框架21紧密贴合,本实施例中,密封框架22位于支撑框架21外侧,但亦可布设于支撑框架21内侧。布设完毕后,支撑框架21高度高于密封框架22高度,上片1置于下片2之上并齐边,此时,上片1有支撑框架21支撑。将合片的玻璃置入真空釜内抽真空,当真空度达到预设值后,将真空釜置入加热室中加热至支撑框架21软化温度,真空釜内的支撑框架21软化后丧失支撑功能,上片1在重力作用下与支撑框架21,密封框架22贴合,支撑框架21的抽气槽也在形变中封闭。将合片的玻璃从真空釜中取出,在大气压强作用下,支撑框架21、密封框架22与上片1、下片2更加紧密贴合,从而保持玻璃内部的高真空度。在密封框架22外侧打胶封口后,真空玻璃制作完成。
31.实施例二:
32.如图1、4、5所示,实施例二与实施例一不同之处在于,上片1、下片2的边缘进一步加工,外缘侧相对面之间形成截面宽度由外而内逐渐减小的环腔,密封框架22设置于环腔内,在玻璃内部抽真空后,密封框架22被大气压向环腔内侧挤压,由于环腔截面宽度逐渐减小,在密封框架22向内挤压过程中,与环腔两想对面之间的贴合越紧密,从而保证良好的气密性。本实施例中,上片1、下片2外缘侧相对面均设置一斜面,两斜面形成的环腔呈“八”字
形截面,在实际设计中,环腔截面亦可呈其他形状,只要保证其在整体趋向宽度收窄,均可达到上述密封效果,因此,各种截面形状之变化也均落入本实用新型保护范围内。
33.实施例三:
34.如图6所示,本实施例与实施例一、二不同之处在于,抽真空前用于支撑上片2的支撑件为支撑块23,支撑块23位于密封框架22内侧环绕布设,使其受力均匀,由于支撑块23支撑高度高于密封框架22布设高度,因此上片2与密封框架22之间形成缝隙,便于抽真空时导通,抽真空后,同样在加热过程中,支撑块23软化丧失支撑功能,上片1在重力作用下与密封框架22贴合。
35.实施例四:
36.如图7所示,本实施例与实施例三相比,支撑块布设于密封框架22外侧,该方案可能影响最外层打胶的均匀度,但是在打胶后被封闭于外缘,相较于实施例三,增加了美观度。
37.实施例五:
38.如图8所示,支撑块23设置于密封框架22各部分的接口处,如图中在方形玻璃密封时,四个支撑块分别位于密封框架四角接口处,支撑受力均匀,软化后自动填充密封框架接口,使其保持良好的密封性。
39.实施例三至五中仅展示密封件的布设,上片、下片玻璃的合片结构与实施例一,二中相同,此处不再赘述。
技术特征:
1.一种高真空度真空玻璃,包括上片(1)、下片(2),所述上片、下片外缘之间设置有密封件,其特征是:所述密封件包括由气密性材料制成的密封框架和由低软化点材料制成的支撑组件,其中,所述支撑组件支撑高度高于所述密封框架安装高度。2.根据权利要求1所述的一种高真空度真空玻璃,其特征是:所述支撑组件具体为支撑框架,所述支撑框架与所述密封框架内外贴合。3.根据权利要求1所述的一种高真空度真空玻璃,其特征是:所述上片、下片外缘之间形成截面宽度由外而内逐渐减小的环腔,所述密封框架设置于所述环腔内。4.根据权利要求1所述的一种高真空度真空玻璃,其特征是: 所述上片、下片与所述密封件的接触面均为等离子处理面。5.根据权利要求2所述的一种高真空度真空玻璃,其特征是:所述上片、下片外缘之间的相对面包括斜面,两相对的斜面形成截面宽度由外而内逐渐减少的环腔。
技术总结
本实用新型涉及真空玻璃技术领域,具体为一种高真空度真空玻璃,包括上片、下片,所述上片、下片外缘之间设置有密封件,密封件包括由气密性材料制成的密封框架和由低软化点材料制成的支撑组件,其中,支撑组件支撑高度高于所述密封框架安装高度。本实用新型针对现有真空玻璃制造中,难以达到高真空度的问题,创新型的采用低软化点材料用于支撑及导气,完成抽真空后,加热使其形变,完美封闭导气通道的同时与其他密封件配合形成气密。时与其他密封件配合形成气密。时与其他密封件配合形成气密。
技术研发人员:矫振清 矫光哲
受保护的技术使用者:吉尔博建筑科技(上海)有限公司
技术研发日:2020.12.01
技术公布日:2021/9/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1