一种陶瓷辊棒的增强处理方法与流程
1.本发明涉及窑具材料加工领域,具体涉及一种陶瓷辊棒的增强处理方法。
背景技术:
2.辊道窑中急冷带对辊棒性能有很高的要求,因为急冷带中陶瓷产品在1050~1100℃要急冷至850~900℃,需要陶瓷辊棒有较高的高温强度和良好的抗热震性。一方面辊棒需要具备致密、高弹性模量和高耐火度的性质才能保证高温强度;但另一方面急冷带高抗热震性要求又要使陶瓷辊棒弹性模量降低(通常做法是增加孔隙率),同时具备较高的热传导率和低热膨胀系数。这两方面是矛盾的,而为了保证辊棒正常使用,优先要保证有良好的抗热震性。同时考虑到延长辊棒的使用寿命,保证稳定运行辊道窑,这需要进一步增强多孔、高抗热震性辊棒的强度。因此,现有技术中会在辊棒原料中引入熔融石英、堇青石等低热膨胀的第二相降低辊棒热膨胀系数和通过提高辊棒开气孔率,来满足辊棒抗热震性能;引入莫来石、刚玉、氧化锆和碳化硅等相保证辊棒强度,同时保证了一定的孔隙率;引入树脂、纤维素和黏土分别作为常温和高温粘结剂。
3.此外,随着陶瓷岩板尺寸越来越大,厚度越来越薄,相对应的辊道窑要加宽,因此需要辊棒也相应加长。砖在辊棒传动下往前走,表面会形成高低起伏的波浪纹,薄砖甚至容易形变形成波浪纹,且相同起伏的波浪纹在薄砖上也会更加明显,需要辊棒的传动更加平稳,因此辊棒和辊棒之间间距要缩短,要求辊棒的直径要变小。这些状况都对辊棒的强度提出了更高的要求。
4.目前急冷带用陶瓷辊棒的抗热震性已经满足使用要求,但是强度还需进一步提高。
5.现有常见的辊棒增强方法主要有两种,一种是设计形状增强辊棒的技术方案,这些方案有直接增加陶瓷辊棒的壁厚,还有通过设计特定内管形状增加了辊棒局部壁厚,从而提高整体负重能力。然而这种增强方法会使辊棒的抗热震性能下降,同时目前为适用岩板生产工艺要求,辊棒一般会要求做成细长形状,和上述增加壁厚的工艺冲突;另一种则是通过在原料中引入陶瓷纤维实现整体材料的增强。然而由于陶瓷纤维与辊棒原料中其他相的材料的热膨胀系数差异大,引入陶瓷纤维后则会导致抗热震性能大幅度下降,同样无法满足需求。
技术实现要素:
6.基于现有技术存在的缺陷,本发明的目的在于提供了一种陶瓷辊棒的增强处理方法,该方法无需改变陶瓷辊棒的原料配方或形状,通过电化学腐蚀处理及原位修复处理相结合,可同时增强陶瓷辊棒的高温强度和抗热震性能。
7.为了达到上述目的,本发明采取的技术方案为:
8.一种陶瓷辊棒的增强处理方法,包括以下步骤:
9.(1)将陶瓷辊棒浸泡于电化学溶液中并在真空条件下进行超声处理;所述电化学
溶液的溶剂为极性溶剂,溶质包括水、一元羧酸、硫酸中的至少一种;
10.(2)将步骤(1)处理后的陶瓷辊棒清洗干净,浸泡于修复增强溶液中并在真空条件下进行超声处理;所述修复增强溶液的组分包括铝溶胶、钛溶胶、硅溶胶、含锆化合物中的至少一种;
11.(3)将步骤(2)处理后的陶瓷辊棒干燥后,加热至500~1100℃保温30s~2h,即得增强后陶瓷辊棒。
12.为了保证辊棒的直线度,烧结时对温度的控制非常严格,不能过烧或者产生较多液相,因此辊棒比表面(表面和孔径外表面)上会存在少量弱玻璃相结构,这些结构有的本身就是裂纹的缺陷,有的虽然没有裂纹,但在受力或者热冲击中非常容易形成表面初始裂纹。在这些裂纹的诱导下辊棒会快速产生大量裂纹,导致强度下降、使用寿命降低。本发明所述电化学溶液的浸泡及真空超声处理其主要是为了腐蚀并消除陶瓷辊棒上的弱玻璃相裂纹缺陷和尖锐凸起。所述电化学溶液中,极性溶剂的极化率本身较大,能解离出质子并形成电解质,发生电化学腐蚀;加入第二相的极性液体(溶质)后,能使溶质解离出更多质子,电化学腐蚀效率更高,腐蚀性更强,这种质子腐蚀能腐蚀掉辊棒比表面上的弱玻璃相结构。同时,超声处理提供的震荡能加快腐蚀效率,提高腐蚀程度。
13.另一方面,在腐蚀后的陶瓷辊棒表面通过修复增强溶液浸泡及特殊的退火过程,使其填充及修补了力学性能较强的第二相,进一步减少表面的裂纹缺陷,从而整体提高陶瓷辊棒的强度及抗热震性能。
14.本发明所提供的陶瓷辊棒的增强处理方法,无需改变产品原有的性状、材料以及烧结工艺,通过电化学腐蚀及原位修复处理相结合,可有效增强陶瓷辊棒的高温强度及抗热震能力;所述增强处理方法操作步骤简单,处理效率高。
15.优选地,步骤(1)所述电化学溶液中溶质的摩尔浓度为1
×
10
‑6~1mol/l。
16.所述浓度下的电化学溶液可有效腐蚀陶瓷辊棒表面的弱玻璃相缺陷,同时可保障电化学溶液的较少用量,使其可重复使用。
17.优选地,步骤(1)所述真空条件下的真空度为
‑
10~
‑
75kpa。
18.更优选地,所述极性溶剂包括甲醇、乙醇、丙酮、己烷中的至少一种。
19.优选地,步骤(1)和步骤(2)所述超声处理时的频率为20~120khz。
20.所述频率条件下不仅可有效提高电化学溶液及修复增强溶液在处理过程中的分散均匀性,同时也可加速电化学腐蚀过程以及使修补相快速填充陶瓷辊棒的内部及表面缺陷缝隙。
21.优选地,步骤(1)所述超声处理的时间为1~8h。
22.所述时间下的真空超声电化学腐蚀处理可有效地将陶瓷辊棒表面的弱玻璃相缺陷腐蚀,同时不会过度损害陶瓷辊棒的相结构。
23.优选地,步骤(2)所述超声处理的时间为1~30min。
24.所述时间下的真空超声处理可有效将修补相迅速且充分地填充进陶瓷辊棒的缺陷缝隙中,为后续烧结退火过程做准备。
25.优选地,所述含锆化合物为制备氧化锆的前驱体,所述前驱体包括氧氯化锆、正丙醇锆中的至少一种。
26.优选地,步骤(2)所述修复增强溶液的组分还包括分散剂和ph调节剂。
27.更优选地,所述分散剂包括聚乙酸吡咯烷酮、聚乙二醇、聚乙烯醇、羧甲基纤维素、羟乙基纤维素、羟丙基甲基纤维素中的至少一种。
28.通过一定的添加助剂可保证所述修复增强溶液在使用过程中具备良好的分散悬浮性能。
29.优选地,步骤(3)所述加热为热风加热、红外加热或微波加热。
30.所述加热方式可使陶瓷辊棒在吸附修复增强溶液后能迅速升温加热,使修复增强溶液中的组分发生物理化学反应,从而增强陶瓷辊棒的比表面强度。
31.本发明的有益效果在于,本发明提供了一种陶瓷辊棒的增强处理方法,该增强处理方法无需改变陶瓷辊棒原有的性状、材料以及烧结工艺,通过电化学腐蚀及原位修复处理相结合的工艺过程,可有效增强陶瓷辊棒的高温强度及抗热震能力;所述增强处理方法操作步骤简单,处理效率高。
具体实施方式
32.为了更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例及对比例对本发明作进一步说明,其目的在于详细地理解本发明的内容,而不是对本发明的限制。本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。本发明实施例所用的实验试剂及仪器,除非特别说明,均为常用的普通试剂及仪器。
33.实施例1
34.本发明所述陶瓷辊棒的增强处理方法的一种实施例,包括以下步骤:
35.(1)将主晶相为刚玉和堇青石型的陶瓷辊棒浸没于盛放在特定规格塑料容器中的电化学溶液并在
‑
30kpa的真空条件下以100khz的功率进行超声处理2h;所述电化学溶液的溶剂为甲醇,溶质为甲酸,溶质的摩尔浓度为1
×
10
‑3mol/l;
36.(2)将步骤(1)处理后的陶瓷辊棒清洗干净,浸泡于修复增强溶液中并在真空条件下以100khz的功率进行超声处理30min;所述修复增强溶液为30nm,5wt%的铝溶胶以及80nm,10wt%的硅溶胶的混合物,所述修复增强溶液中还包括分散剂聚乙酸吡咯烷酮,并用ph调节剂氨水及盐酸调节ph至9;
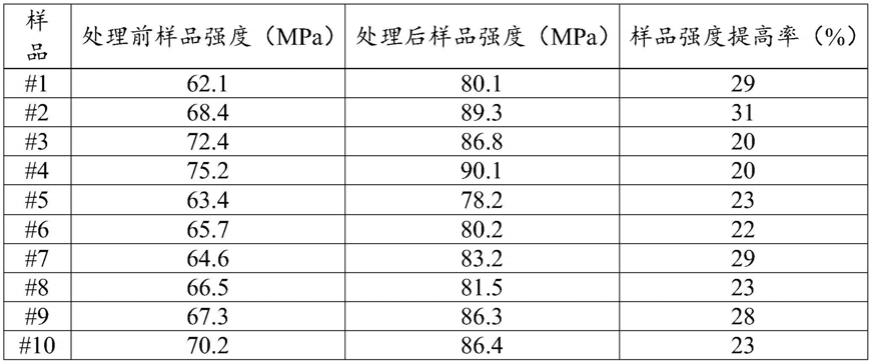
37.(3)将步骤(2)处理后的陶瓷辊棒通风干燥24h后置于窑炉窑车上,使陶瓷辊棒管口朝向喷火枪方向,保证热流快速加热陶瓷辊棒;加热至900℃保温1h后,即得增强后陶瓷辊棒。
38.同时利用上述方面处理10根相同规格的陶瓷辊棒,并测试每根陶瓷辊棒增强处理前后的平均抗弯强度,分别以#1~#10标记,测试结果如表1所示,所述测试方法为三点抗弯测试,底部支座间距为辊棒直径10倍,在支座、压头与试样之间垫上符合gb/t 5574规定的硬度为45~60(邵尔硬度)、厚度为3mm
±
0.5mm的橡胶板,以2~3mpa/s的速率加载载荷,直至试样断裂,读取断裂时的最大载荷值,并分别测量试样断裂处的内、外径,精确至0.02mm。
39.按以下公式计算出抗弯强度,计算精确至小数点后一位。
[0040][0041]
其中,r
c
为抗弯强度(mpa),p为试样断裂时的最大载荷(n),l为支座间距(mm),d为
试样断裂处外径(mm),d为试样断裂处内径(mm)。
[0042]
表1
[0043][0044]
从表1可知,使用本实施例所述增强处理方法处理后的陶瓷辊棒产品其样品强度提高率均达到了20%以上。
[0045]
实施例2
[0046]
本发明所述陶瓷辊棒的增强处理方法的一种实施例,包括以下步骤:
[0047]
(1)将主晶相为莫来石和堇青石型的陶瓷辊棒浸没于盛放在特定规格塑料容器中的电化学溶液并在
‑
40kpa的真空条件下以120khz的功率进行超声处理6h;所述电化学溶液的溶剂为体积比为1:1的乙醇和己烷的混合物,溶质为乙酸,溶质的摩尔浓度为1
×
10
‑5mol/l;
[0048]
(2)将步骤(1)处理后的陶瓷辊棒清洗干净,浸泡于修复增强溶液中并在真空条件下以120khz的功率进行超声处理30min;所述修复增强溶液为50nm,10wt%的氧氯化锆以及60nm,5wt%的硅溶胶的混合物,所述修复增强溶液中还包括分散剂聚乙二醇,并用ph调节剂氨水及盐酸调节ph至5;
[0049]
(3)将步骤(2)处理后的陶瓷辊棒在110℃下干燥24h后置于窑炉窑车上,使陶瓷辊棒管口朝向喷火枪方向,保证热流快速加热陶瓷辊棒;加热至600℃保温1h后,即得增强后陶瓷辊棒。
[0050]
同时利用上述方面处理10根相同规格的陶瓷辊棒,并测试每根陶瓷辊棒增强处理前后的平均抗弯强度,分别以#1~#10标记,测试结果如表2所示,所述测试方法同实施例1。
[0051]
表2
[0052][0053]
从表2可知,使用本实施例所述增强处理方法处理后的陶瓷辊棒产品其样品强度提高率均达到了16%以上。
[0054]
对比例1
[0055]
本对比例所述陶瓷辊棒的增强处理方法,包括以下步骤:
[0056]
(1)将主晶相为刚玉和堇青石型的陶瓷辊棒浸泡于修复增强溶液中并在
‑
30kpa的真空条件下以100khz的功率进行超声处理30min;所述修复增强溶液为30nm,5wt%的铝溶胶以及80nm,10wt%的硅溶胶的混合物,所述修复增强溶液中还包括分散剂聚乙酸吡咯烷酮,并用ph调节剂氨水及盐酸调节ph至9;
[0057]
(2)将步骤(1)处理后的陶瓷辊棒通风干燥24h后置于窑炉窑车上,使陶瓷辊棒管口朝向喷火枪方向,保证热流快速加热陶瓷辊棒;加热至900℃保温1h后,即得增强后陶瓷辊棒。
[0058]
同时利用上述方面处理5根相同规格的陶瓷辊棒,并测试每根陶瓷辊棒增强处理前后的平均抗弯强度,分别以#1~#5标记,测试结果如表3所示,所述测试方法为同实施例1。
[0059]
对比例2
[0060]
本对比例所述陶瓷辊棒的增强处理方法,包括以下步骤:
[0061]
(1)将主晶相为刚玉和堇青石型的陶瓷辊棒浸没于盛放在特定规格塑料容器中的电化学溶液并在
‑
30kpa的真空条件下以100khz的功率进行超声处理2h;所述电化学溶液的溶剂为甲醇,溶质为甲酸,溶质的摩尔浓度为1
×
10
‑3mol/l;
[0062]
(2)将步骤(2)处理后的陶瓷辊棒通风干燥24h后置于窑炉窑车上,使陶瓷辊棒管口朝向喷火枪方向,保证热流快速加热陶瓷辊棒;加热至900℃保温1h后,即得增强后陶瓷辊棒。
[0063]
同时利用上述方面处理5根相同规格的陶瓷辊棒,并测试每根陶瓷辊棒增强处理前后的平均抗弯强度,分别以#6~#10标记,测试结果如表3所示,所述测试方法为同实施例1。
[0064]
表3
[0065]
[0066][0067]
从表3可知,相比于实施例1所述增强处理方法,缺少相应步骤的对比例1所述方法处理后的陶瓷辊棒的强度甚至遭到削弱,而对比例2处理后的陶瓷辊棒的强度提高率不到10%。
[0068]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1