一种具有艺术性的釉面砖及其制备方法与流程
1.本发明涉及釉面砖技术领域,更具体地说,是涉及一种具有艺术性的釉面砖及其制备方法。
背景技术:
2.市面上的釉面砖的工艺中主要有釉中彩印花砖和单色釉砖。釉中彩印花砖是单层印花和无色釉的结合,通常是先施底釉,然后印花(丝网印刷或激光打印),再施一层透明的面釉,如此将花纹图案封在釉内;而单色釉砖则不使用印花工艺,直接施单色釉料,以釉的色彩和质感作为产品的主要特征。
3.釉中彩印花工艺的优点是它可以印各种各样的图案,再图案设计上几乎没有限制,而缺点是它图案印花层都是不透明颜料,图案扁平,色彩和质感都不如高质量的单色釉砖。单色釉砖的优点则是利用厚且透明的釉层去表现色彩,颜色通透,有深度,而缺点是无法制作图案,只能通过极小块马赛克拼接形成图案。
4.另外,现有技术也有利用釉色表现图案的工艺,称为珐华彩、三彩壁画,但需要利用陶瓷泥线在坯体上作分隔线,并在分隔区域内手工填上不同的单色釉,每种釉色也形成了0.4mm以上的厚釉层。
5.然而其工艺需要陶瓷泥线作为釉料分隔线,导致以下缺点:
6.(1)分隔泥线在视觉上作为不可避免的元素,将各个釉色分隔开,画面上色彩的整体性差;并且图案无法做得比泥线更精细,风格变化少,容易审美疲劳;(2)泥线将釉料分隔开,釉与釉之间无法直接接触,如果使用流动性高的釉,就无法形成釉之间互融的视觉变化;(3)陶瓷泥线的绘制,包括将釉料填入泥线轮廓之内,都需要手工绘制,该步骤无法通过印刷完成,因此无法大批量快速生产。
7.综上,市面上的陶瓷砖产品虽种类丰富,但是始终没有一种可以批量生产又极具艺术性的釉面砖。
技术实现要素:
8.有鉴于此,本发明的目的在于提供一种具有艺术性的釉面砖及其制备方法,本发明提供的制备方法利用通透的多种单色釉在瓷砖上实现图案的表达,实现对多种单色釉在同一砖面上的控制,并形成图案。
9.本发明提供了一种具有艺术性的釉面砖的制备方法,包括以下步骤:
10.a)配制釉料,并根据制图要求在底砖上进行印制,得到印好釉的底砖;
11.b)将步骤a)得到的印好釉的底砖干燥后,进行烧制,得到具有艺术性的釉面砖。
12.优选的,步骤a)中所述釉料由包括釉粉、水和陶瓷印油的原料制备而成;
13.所述釉粉的基础配方包括以下组分:
14.钠长石19重量份;
15.钾长石12重量份~14重量份;
16.高岭土16重量份~18重量份;
17.石英16重量份~18重量份;
18.碳酸钙16重量份~18重量份;
19.硼熔块16重量份~18重量份;
20.所述釉粉根据着色剂的不同包括绿釉、黄釉、蓝釉和透明釉;其中,绿釉包括上述基础配方和4重量份~6重量份的碱式碳酸铜;黄釉包括上述基础配方和3重量份~5重量份的氧化铁红;蓝釉包括上述基础配方、0.5重量份~0.9重量份的氧化钴和1重量份~3重量份的碱式碳酸铜;透明釉为上述基础配方不添加着色剂。
21.优选的,所述釉料的配制方法具体为:配釉粉与水重量比为(1.5~2.5):1,釉粉与陶瓷印油重量比为(3~5):1,调为类似油墨但比油墨流动性稍强的状态,并球磨。
22.优选的,所述釉料配制完后,过筛80目~150目,过筛余量不超过0.5%。
23.优选的,步骤a)中所述制图要求包括:
24.(1)制版:在电脑中设计好矢量图案,并将图案按照颜色的划分来制作水性丝网网板,目数为80目~120目;
25.(2)校准:将网板装于单轮旋转多色丝印机上,并将底砖位置、网板位置对齐校准,准备印刷;丝网网板高度设置在距离瓷砖表面2~4mm。
26.优选的,步骤a)中所述底砖为瓷砖素坯。
27.优选的,步骤a)中所述印制的方式为套色印刷;所述套色印刷的过程具体为:
28.a1)利用单轮旋转多色丝印机进行套色印刷,每个颜色印1次;根据颜色分配的网板,依次把所有颜色印完一遍,让图案完整,并且整个釉层达到统一厚度;在每个颜色印制前需确认上一个颜色干了之后再进行印制;若印制后丝网网眼下方有釉粘连,需在下一次印制前擦拭干净,以防堵网;
29.a2)在同一块瓷砖上重复上述a1)步骤5
‑
10次,直至釉层厚度达到0.8mm~1.2mm。
30.优选的,步骤b)中所述干燥的方式为自然晾干釉面;若印制完成后,釉面有部分没有印到的小缺口,干燥后可用手轻拂釉面,利用表面的粉末将这些缺口填平,以保证釉面完整。
31.优选的,步骤b)中所述烧制采用程序升温;所述程序升温的过程具体为:
32.第一阶段升温速率145℃/h~155℃/h,目标温度115℃~125℃,保温25min~35min;
33.第二阶段升温速率145℃/h~155℃/h,目标温度535℃~540℃;
34.第三阶段升温速率75℃~85℃/h,目标温度635℃~640℃;
35.第四阶段升温速率145℃/h~155℃/h,目标温度1080℃~1085℃;
36.第五阶段升温速率55℃~65℃/h,目标温度1220~1225℃,保温0min~10min。
37.本发明还提供了一种具有艺术性的釉面砖,由上述技术方案所述的制备方法制备而成。
38.本发明提供了一种具有艺术性的釉面砖及其制备方法;该制备方法包括以下步骤:a)配制釉料,并根据制图要求在底砖上进行印制,得到印好釉的底砖;b)将步骤a)得到的印好釉的底砖干燥后,进行烧制,得到具有艺术性的釉面砖。与现有技术相比,本发明提供的制备方法取釉中彩印花砖工艺和单色釉砖工艺二者优势,采用特定工艺步骤及条件,
利用通透的多种单色釉在瓷砖上实现图案的表达,即图案中每种颜色都是一定厚度的单色釉层,可以想象为一层带有图案的透光或哑光的彩色玻璃(釉料)覆盖于瓷砖之上,得到的釉面砖在本质上更接近单色釉砖,但不像釉中彩有印花夹层,瓷砖纵向从底到面均为同一种单色釉材质,实现对多种单色釉在同一砖面上的控制,并形成图案。
附图说明
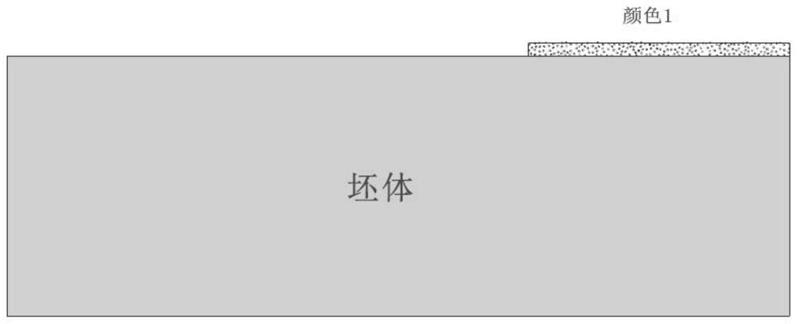
39.图1为本发明实施例中进行套色印刷第一个颜色印1次的示意图;
40.图2为本发明实施例中进行套色印刷第二个颜色印1次的示意图;
41.图3为本发明实施例中进行套色印刷所有颜色(三种)印完一遍且整个釉层达到统一厚度的示意图;
42.图4为本发明实施例中进行套色印刷直至釉层厚度达到1.0mm左右的示意图;
43.图5为本发明实施例得到的成品的示意图;
44.图6为本发明实施例得到的成品福禄系列瓷板装饰画的整体效果图;
45.图7为本发明实施例得到的成品福禄系列瓷板装饰画的细节图;
46.图8为本发明实施例得到的成品福禄系列瓷板装饰画未装裱的实物图;
47.图9为本发明实施例得到的成品陶瓷桌板1的整体效果图;
48.图10为本发明实施例得到的成品陶瓷桌板1的俯视图;
49.图11为本发明实施例得到的成品陶瓷桌板1的细节图;
50.图12为本发明实施例得到的成品陶瓷桌板2的俯视图;
51.图13为本发明实施例得到的成品陶瓷桌板2的细节图1;
52.图14为本发明实施例得到的成品陶瓷桌板2的细节图2。
具体实施方式
53.下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
54.本发明提供了一种具有艺术性的釉面砖的制备方法,包括以下步骤:
55.a)配制釉料,并根据制图要求在底砖上进行印制,得到印好釉的底砖;
56.b)将步骤a)得到的印好釉的底砖干燥后,进行烧制,得到具有艺术性的釉面砖。
57.本发明首先配制釉料,并根据制图要求在底砖上进行印制,得到印好釉的底砖。在本发明中,所述釉料优选由包括釉粉、水和陶瓷印油的原料制备而成。在本发明优选的实施例中,用到四种釉粉,其基础配方相同,着色剂不同。
58.在本发明中,所述釉粉的基础配方优选包括以下组分:
59.钠长石19重量份;
60.钾长石12重量份~14重量份;
61.高岭土16重量份~18重量份;
62.石英16重量份~18重量份;
63.碳酸钙16重量份~18重量份;
64.硼熔块16重量份~18重量份;
65.更优选为:
66.钠长石19重量份;
67.钾长石13重量份;
68.高岭土17重量份;
69.石英17重量份;
70.碳酸钙17重量份;
71.硼熔块17重量份。
72.在本发明中,所述釉粉根据着色剂的不同优选包括绿釉、黄釉、蓝釉和透明釉;其中,绿釉包括上述基础配方和4重量份~6重量份的碱式碳酸铜;即所述绿釉釉粉优选包括:
73.钠长石19重量份;
74.钾长石12重量份~14重量份;
75.高岭土16重量份~18重量份;
76.石英16重量份~18重量份;
77.碳酸钙16重量份~18重量份;
78.硼熔块16重量份~18重量份;
79.碱式碳酸铜4重量份~6重量份;
80.更优选为:
81.钠长石19重量份;
82.钾长石13重量份;
83.高岭土17重量份;
84.石英17重量份;
85.碳酸钙17重量份;
86.硼熔块17重量份;
87.碱式碳酸铜5重量份。
88.黄釉优选包括上述基础配方和3重量份~5重量份的氧化铁红;即所述黄釉釉粉优选包括:
89.钠长石19重量份;
90.钾长石12重量份~14重量份;
91.高岭土16重量份~18重量份;
92.石英16重量份~18重量份;
93.碳酸钙16重量份~18重量份;
94.硼熔块16重量份~18重量份;
95.氧化铁红3重量份~5重量份;
96.更优选为:
97.钠长石19重量份;
98.钾长石13重量份;
99.高岭土17重量份;
100.石英17重量份;
101.碳酸钙17重量份;
102.硼熔块17重量份;
103.氧化铁红4重量份。
104.蓝釉优选包括上述基础配方、0.5重量份~0.9重量份的氧化钴和1重量份~3重量份的碱式碳酸铜;即所述蓝釉釉粉优选包括:
105.钠长石19重量份;
106.钾长石12重量份~14重量份;
107.高岭土16重量份~18重量份;
108.石英16重量份~18重量份;
109.碳酸钙16重量份~18重量份;
110.硼熔块16重量份~18重量份;
111.氧化钴0.5重量份~0.9重量份;
112.碱式碳酸铜1重量份~3重量份;
113.更优选为:
114.钠长石19重量份;
115.钾长石13重量份;
116.高岭土17重量份;
117.石英17重量份;
118.碳酸钙17重量份;
119.硼熔块17重量份;
120.氧化钴0.7重量份;
121.碱式碳酸铜2重量份。
122.透明釉优选为上述基础配方不添加着色剂;即所述透明釉釉粉优选包括:
123.钠长石19重量份;
124.钾长石12重量份~14重量份;
125.高岭土16重量份~18重量份;
126.石英16重量份~18重量份;
127.碳酸钙16重量份~18重量份;
128.硼熔块16重量份~18重量份;
129.更优选为:
130.钠长石19重量份;
131.钾长石13重量份;
132.高岭土17重量份;
133.石英17重量份;
134.碳酸钙17重量份;
135.硼熔块17重量份。
136.本发明对上述釉料所用的各原料来源没有特殊限制,采用本领域技术人员熟知的市售商品即可。
137.在本发明中,所述釉料的配制方法优选具体为:配釉粉与水重量比为(1.5~2.5):
1,釉粉与陶瓷印油重量比为(3~5):1,调为类似油墨但比油墨流动性稍强的状态,并球磨;
138.更优选为:
139.配釉粉与水重量比为2:1,釉粉与陶瓷印油重量比为4:1,调为类似油墨但比油墨流动性稍强的状态,并球磨。
140.在本发明中,所述釉料配制完后,优选过筛80目~150目;过筛余量不超过0.5%。
141.本发明采用上述配釉过程,根据颜色、质感选择配方,配制釉料,每100g釉粉加20g~30g(优选为25g)的陶瓷印油,调为类似油墨的类似油墨但比油墨流动性稍强的状态,并球磨、过筛。在本发明中,用在同一图案上的釉需要在配制完后需要有颜色区分;若颜色接近,可加入食用色素进行染色区分。
142.在本发明中,所述制图要求优选包括:
143.(1)制版:在电脑中设计好矢量图案,并将图案按照颜色的划分来制作水性丝网网板,目数为80目~120目;
144.(2)校准:将网板装于单轮旋转多色丝印机上,并将底砖位置、网板位置对齐校准,准备印刷;丝网网板高度设置在距离瓷砖表面2~4mm。
145.在本发明中,所述底砖优选为瓷砖素坯。本发明对所述瓷砖素坯的来源没有特殊限制,采用本领域技术人员熟知的有一定强度和具有吸水性的瓷砖素坯即可。在本发明优选的实施例中,所述底砖使用景德镇中白泥瓷板素坯,材质为中白泥,素烧至750℃~1000℃,优选为900℃,吸水率优选为10%~25%,平整度:最大偏差≤2.0mm。
146.在本发明中,所述印制的方式优选为套色印刷;所述套色印刷的过程优选具体为:
147.a1)利用单轮旋转多色丝印机进行套色印刷,每个颜色印1次;根据颜色分配的网板,依次把所有颜色印完一遍,让图案完整,并且整个釉层达到统一厚度;在每个颜色印制前需确认上一个颜色干了之后再进行印制;若印制后丝网网眼下方有釉粘连,需在下一次印制前擦拭干净,以防堵网;
148.a2)在同一块瓷砖上重复上述a1)步骤5
‑
10次,直至釉层厚度达到0.8mm~1.2mm。
149.在本发明中,所述套色印刷优选利用单轮旋转多色丝印机。由于所有颜色印完一次后,釉层一般为0.1mm
‑
0.2mm,此时釉层太薄,直接烧制的话无法形成颜色效果,在此基础上,本发明进一步在同一块瓷砖上重复上述a1)步骤5
‑
10次,直至釉层厚度达到0.8mm~1.2mm。
150.在本发明中,所述印制的釉层厚度(即印好釉的底砖中釉层的厚度)优选为0.8mm~1.2mm,优选为1mm
±
0.1mm。在本发明中,所述1mm
±
0.1mm为一般釉色展现其色彩的最佳厚度,薄了容易颜色太浅,厚了容易颜色太深,或因向下流动而导致图案模糊不清。
151.得到所述印好釉的底砖后,本发明将得到的印好釉的底砖干燥后,进行烧制,得到具有艺术性的釉面砖。
152.在本发明中,所述干燥的方式优选为自然晾干釉面;采用本领域技术人员熟知的在干燥的室内阴干的技术方案即可。在本发明中,若印制完成后,釉面有部分没有印到的小缺口,干燥后可用手轻拂釉面,利用表面的粉末将这些缺口填平,以保证釉面完整。
153.在本发明中,入窑烧制到釉料、坯料所需的正常温度即可可得到完整釉面图案的瓷砖/瓷板画;所述烧制优选采用程序升温;所述程序升温的过程优选具体为:
154.第一阶段升温速率145℃/h~155℃/h,目标温度115℃~125℃,保温25min~
35min;
155.第二阶段升温速率145℃/h~155℃/h,目标温度535℃~540℃;
156.第三阶段升温速率75℃~85℃/h,目标温度635℃~640℃;
157.第四阶段升温速率145℃/h~155℃/h,目标温度1080℃~1085℃;
158.第五阶段升温速率55℃~65℃/h,目标温度1220~1225℃,保温0min~10min;
159.更优选为:
160.第一阶段升温速率150℃/h,目标温度120℃,保温30min;
161.第二阶段升温速率150℃/h,目标温度538℃;
162.第三阶段升温速率80℃/h,目标温度638℃;
163.第四阶段升温速率150℃/h,目标温度1083℃;
164.第五阶段升温速率60℃/h,目标温度1222℃,保温0min(无需保温)。
165.本发明提供了一种具有艺术性的釉面砖的制备方法,具体为用釉色来绘制图案的瓷砖、瓷板画的方法,其有益效果如下:
166.相比现有釉中彩印花工艺:本发明将每种釉根据设计的图案印制在瓷板上,使得每种颜色釉烧结之后都有0.5
‑
0.8mm左右的厚度,最终形成图案;若使用透光釉,釉给人的色彩则是经过一定厚度的光线折射,视觉效果比釉中彩印花的瓷砖都要通透且有深度,艺术性强。
167.相比单色釉砖:本发明解决了单色釉砖无法进行复杂图案设计的难题,实现了对通透美观的釉色进行控制,并形成图案。
168.相比珐华彩工艺:本发明无需泥线来分隔釉料,图案可以避免泥线的干扰,设计空间更大,色彩观感更好;根据配制的釉料在高温下流动性的高低,釉与釉之间的融合程度可以变化,釉的边界可清晰可模糊,视觉效果可犀利可朦胧,有更多风格的设计可能性,艺术性强;更重要的是,本发明利用丝网套色,无需手绘,大大提高了生产速度,降低了生产难度和废品率。
169.另外,本发明利用丝网多层印刷,将每种釉印制成厚釉层,从而让釉色表现图案,并且色彩之间无分隔缝隙。本发明还可适用于同一温度下的各种釉料:光泽釉、无光釉、半无光釉、花纹釉、开片釉、结晶釉等。各种不同材质的釉料可以通过本专利展现在同一砖面上。
170.本发明还提供了一种具有艺术性的釉面砖,由上述技术方案所述的制备方法制备而成。本发明提供的具有艺术性的釉面砖采用特定工艺步骤及条件的制备方法制备而成,利用通透的多种单色釉在瓷砖上实现图案的表达,即图案中每种颜色都是厚0.5mm
‑
0.8mm的单色釉层,可以想象为一层带有图案的透光或哑光的彩色玻璃(釉料)覆盖于瓷砖之上,得到的釉面砖在本质上更接近单色釉砖,但不像釉中彩有印花夹层,瓷砖纵向从底到面均为同一种单色釉材质,实现对多种单色釉在同一砖面上的控制,并形成图案。
171.本发明提供了一种具有艺术性的釉面砖及其制备方法;该制备方法包括以下步骤:a)配制釉料,并根据制图要求在底砖上进行印制,得到印好釉的底砖;b)将步骤a)得到的印好釉的底砖干燥后,进行烧制,得到具有艺术性的釉面砖。与现有技术相比,本发明提供的制备方法取釉中彩印花砖工艺和单色釉砖工艺二者优势,采用特定工艺步骤及条件,利用通透的多种单色釉在瓷砖上实现图案的表达,即图案中每种颜色都是一定厚度的单色
釉层,可以想象为一层带有图案的透光或哑光的彩色玻璃(釉料)覆盖于瓷砖之上,得到的釉面砖在本质上更接近单色釉砖,但不像釉中彩有印花夹层,瓷砖纵向从底到面均为同一种单色釉材质,实现对多种单色釉在同一砖面上的控制,并形成图案。
172.为了进一步说明本发明,下面通过以下实施例进行详细说明。本发明以下实施例所用的原材料均为市售;其中,底砖使用景德镇中白泥瓷板素坯,材质为中白泥,素烧至900℃,吸水率为14%,平整度:最大偏差≤2.0mm。
173.实施例
174.(1)配釉:用到四种釉料,其基础配方相同,着色剂不同:
175.基础配方:
176.钠长石19重量份;
177.钾长石13重量份;
178.高岭土17重量份;
179.石英17重量份;
180.碳酸钙17重量份;
181.硼熔块(淄博产)17重量份;
182.着色剂:
183.绿釉:碱式碳酸铜5重量份;
184.黄釉:氧化铁红4重量份;
185.蓝釉:氧化钴0.7重量份和碱式碳酸铜2重量份;
186.透明釉:无着色剂;
187.用于印制的釉料:配釉粉与水重量比为2:1,每100g釉粉加25g的陶瓷印油,调为类似油墨但比油墨流动性稍强的状态,并球磨;
188.釉料配制完后过筛100目,过筛余量不超过0.5%。
189.(2)制版及校准:
190.①
制版:在电脑中设计好矢量图案,并将图案按照颜色的划分来制作水性丝网网板,目数在100目左右为佳。
191.②
校准:将网板装于单轮旋转多色丝印机上,并将瓷砖位置、网板位置对齐校准,准备印刷;丝网网板高度设置在距离瓷砖表面3mm。
192.(3)印制:
193.①
利用单轮旋转多色丝印机进行套色印刷,一个颜色印1次,参见图1~2所示;根据颜色分配的网板,依次把所有颜色印完一遍,让图案完整,并且整个釉层达到统一厚度,在每个颜色印制前需确认上一个颜色干了之后再进行印制;若印制后丝网网眼下方有釉粘连,需在下一次印制前擦拭干净,以防堵网,参见图3所示。
194.②
在同一块瓷砖上重复上述印制过程的步骤
①5‑
10次(每次必须在所有颜色印完一遍,且釉层达到统一厚度之后,再进行下一轮印制),直至釉层厚度达到1.0mm左右,参见图4所示。
195.(4)晾干釉面:
196.将坯体放在干燥的室内阴干;若印制完成后,釉面有部分没有印到的小缺口,干燥后可用手轻拂釉面,利用表面的粉末将这些缺口填平,以保证釉面完整。
197.(5)入窑烧制:将坯体在电窑中烧制到1222摄氏度:
198.①
第一阶段速率150℃/h,目标温度120℃,保温30min;
199.②
第二阶段速率150℃/h,目标温度538℃;
200.③
第三阶段速率80℃/h,目标温度638℃;
201.④
第四阶段速率150℃/h,目标温度1083℃;
202.⑤
第五阶段速率60℃/h,目标温度1222℃,保温0min。
203.得到成品具有艺术性的釉面砖(瓷砖/瓷板画),参见图5~14所示;其中,图5为本发明实施例得到的成品的示意图,图6~14为本发明实施例得到的成品福禄系列瓷板与陶瓷桌板的实物图。
204.其中,福禄系列瓷板釉画,使用了蓝绿黄三种釉料套色,三色釉方为实施例配方;因为都为亮光釉,烧制完成后表面相对平整,黄釉和绿釉较为透明,可见釉层厚度,质感、光感类似琉璃,有视觉深度,因此拥有很高的艺术性。
205.陶瓷桌板使用四色套色,纹样中的色块使用的是三种颜色的磨砂哑光釉,而细线使用亮光釉;一共四种颜色套版;两种釉料质感的结合使得陶瓷桌面纹样拥有了立体感和触感。
206.所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1