一种冷弯玻璃的成型方法及冷弯玻璃与流程
1.本发明涉及冷弯玻璃加工工艺,具体涉及一种冷弯玻璃的成型方法及冷弯玻璃。
背景技术:
2.玻璃在日常生产的应用比较普遍,其中的曲面玻璃也是日常生活中随处可见,这些异型弯曲玻璃均是将玻璃加热到其软化点附近,在自身重力或者外力的作用下,达到需要的形状。
3.根据专利号cn202110420165.4,公开(公告)日:2021
‑
07
‑
09,公开的供一种冷弯玻璃的成型方法,所述成型方法为在玻璃表面进行镀膜处理,而后进行化学强化处理,得到所述冷弯玻璃;所述冷弯玻璃包括第一表面和第二表面,所述第一表面为弯曲凸面,所述第二表面为弯曲凹面。通过在化学强化处理前进行镀膜处理,使得冷弯玻璃的两个表面的表面应力产生差异,从而使得能够在化学强化时两个表面发生弯曲,得到冷弯玻璃。该成型方法具良品率高、效率高、成本低和能耗低的特点,能够满足汽车用玻璃和触控显示盖板玻璃的需求,具有广泛的应用前景。
4.而异型弯曲玻璃相比传统的玻璃处理工序而言比较繁琐,这种异型弯曲玻璃的都是有玻璃毛料通过后续加工弯曲制成的,根据自己产品的规格的需求对毛料进行弯曲操作。大型流水线设备加工,自动化程度高,对人工需求较低,且整个作业环境比较优良,无高温、无尘土,但是整体的采购成本、养护以及调试成本较高。多数工程以手工加热玻璃为主,完成对加热的区域进行人工实用辅助工具进行弯折,这种操作方式而言,工厂无需承担设备高昂的采用费用,但是工作强度较高,且作业环境温度高,对工人的人员安全保障较低。
技术实现要素:
5.本发明的目的是提供一种冷弯玻璃的成型方法及冷弯玻璃,适用于小工厂加工需求,优化加工工艺,改善工作环境,提高工作环境的安全性。
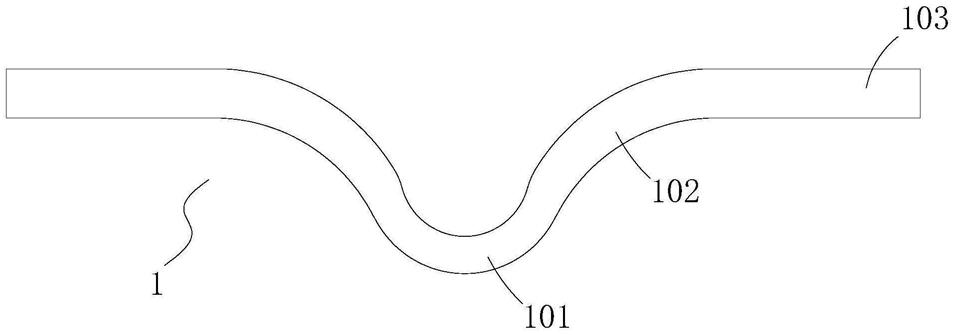
6.为了实现上述目的,本发明提供如下技术方案:一种冷弯玻璃,包括玻璃本体,所述玻璃本体由中心到两侧可分为:u型部、曲型连接部以及水平部。
7.一种冷弯玻璃加工装置,包括:
8.折弯机构,其包括对称分布的摆动臂以及驱使两个所述摆动臂保持翻转转动的连杆组件,两个所述摆动臂受驱翻转以对玻璃进行折弯;
9.托料杆组,其用于依托待折弯的所述玻璃,所述托料杆组包括保持相对移动的导滑杆,两个所述导滑杆之间形成折弯作业区,并受所述玻璃的折弯弧度大小的所述折弯作业区的宽度递增。
10.作为优选的,所述托料杆组还包括关于两个所述导滑杆对称分布的导向辊组,所述导向辊组由不低于四根、且与所述导滑杆保持同一水平面的导辊组成。
11.作为优选的,所述折弯机构包括安装板,所述托料杆组安装于所述安装板上;
12.所述安装板上对称开设有腰槽,所述腰槽内设置有弹簧,所述腰槽内滑动设置有
导滑块,所述导滑杆转动设置于所述导滑块上,并受所述弹簧驱动使所述折弯作业区宽度最小。
13.作为优选的,所述导滑杆的外壁套设有陶瓷隔热外环。
14.作为优选的,所述折弯机构还包括安装于安装板上的导滑架以及以及滑动设置于所述导滑架内的导滑座,所述导滑架内设置有牵拉以使所述导滑座沿竖直方向移动的液压伸缩杆;
15.所述连杆组件装配于所述导滑座上。
16.作为优选的,所述导滑座上安装有凸起部,所述连杆组件包括首尾铰接组成的第一连杆以及第二连杆,所述第一连杆的一端水平固定安装于凸起部的侧壁上,所述第二连杆铰接于摆动臂;
17.所述凸起部上固定安装有第三连杆,所述第三连杆上开设有弧形槽,所述摆动臂的另一端滑动设置于所述弧形槽内。
18.作为优选的,所述摆动臂根据结构可划分为负压部、转动部以及牵拉部,所述牵拉部与所述第二连杆相铰接,所述负压部滑动设置于所述第三连杆上开设的弧形槽内,所述转动部转动设置于安装板上;
19.所述负压部上安装有呈圆形阵列分布的陶瓷导辊,所述负压部为中空结构,且其内设置有高温加热环。
20.一种冷弯玻璃的成型方法,包括上述方案中的冷弯玻璃及上述方案中的冷弯玻璃加工装置,其操作方法如下:
21.s1、将待加工的玻璃放置于所述托料杆组上;
22.s2、输入需要折弯的角度数据,所述液压伸缩杆牵拉所述导滑架以使得其相上运动,所述第一连杆牵拉所述第二连杆上移,所述第二连杆牵拉所述牵拉部使其上摆,以所述转动部为中心,所述负压部向下摆动;
23.s3、所述s2操作过程中,所述高温加热环通电产生高温,对陶瓷导辊接触的玻璃进行加热,使其软化;随着所述负压部继续下摆,所述玻璃形成u型部,而陶瓷导辊和导滑杆接触的部位的玻璃形成曲型连接部,继续随着负压部向下摆动角度增加,所述折弯作业区的宽度递增,即u型部端口半径增大。
24.在上述技术方案中,本发明提供的一种冷弯玻璃的成型方法及冷弯玻璃,具备以下有益效果:利用连杆组件驱动摆动臂摆动,从而使得放置于托料杆组上玻璃,在摆动臂摆动的运动轨迹上折弯,并且在折弯的过程中,连杆组件驱动摆动臂摆动角度,也决定了折弯作业区宽度的大小,被摆动臂摆动而折弯的玻璃,其弧顶会位于折弯作业内。
附图说明
25.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
26.图1为本发明实施例提供的玻璃本体的结构示意图;
27.图2为本发明实施例提供的冷弯玻璃加工装置的整体结构示意图;
28.图3为本发明实施例提供的冷弯玻璃加工装置的折弯机构结构示意图;
29.图4为本发明实施例提供的冷弯玻璃加工装置的导滑杆的结构示意图;
30.图5为本发明实施例提供的冷弯玻璃加工装置的摆动臂的结构示意图。
31.附图标记说明:
32.100、玻璃本体;101、u型部;102、曲型连接部;103、水平部。
33.1、折弯机构;11、安装板;12、导滑架;121、侧边导滑架;122、后部导滑架;13、导滑座;131、凸起部;132、第一导轮;133、第二导轮;14、液压伸缩杆;111、腰槽;112、弹簧;2、摆动臂;21、负压部;22、转动部;23、牵拉部;3、连杆组件;31、第一连杆;32、第二连杆;33、第三连杆;4、托料杆组;41、导向辊组;42、导滑块;5、导滑杆;51、陶瓷隔热外环;6、陶瓷导辊;7、高温加热环。
具体实施方式
34.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
35.如图1
‑
5所示,一种冷弯玻璃的成型方法及冷弯玻璃,包括玻璃本体100,玻璃本体100由中心到两侧可分为:u型部101、曲型连接部102以及水平部103。进一步的,作为本发明进一步提供实施例中,本发明提供了一种用于对冷弯玻璃进行加工的装置,其包括:折弯机构1,其包括对称分布的摆动臂2以及驱使两个摆动臂2保持翻转转动的连杆组件3,两个摆动臂2受驱翻转以对玻璃进行折弯;托料杆组4,其用于依托待折弯的玻璃,托料杆组4包括保持相对移动的导滑杆5,两个导滑杆5之间形成折弯作业区,并受玻璃的折弯弧度大小的折弯作业区的宽度递增。
36.具体的,在具体的实施例中,连杆组件3可以为二连杆、三连杆、四连杆等本领域技术人员公知技术常识,其根本的技术目的在于驱动摆动臂2保持翻转,以下压放置于托料杆组4上的玻璃,使其形成u型部101的结构。进一步的,在上述实施例中,其两个导滑杆5之间形成形成折弯作业区,即受驱动摆动臂2保持翻转下压形成的u型部101是位于折弯作业区内的,而两个导滑杆5通过拉簧、弹性拉绳等本领域技术人员公知技术常识的弹性件驱使其在摆动臂2保持翻转下压玻璃的时候,随着其翻转同步向外侧移动,从而使得玻璃在弯折的时候,避免由于受力过大直接损坏,并且加工之后也可以形成曲型连接部102,加工出需要的玻璃本体100形状。
37.上述技术方案中,利用连杆组件3驱动摆动臂2摆动,从而使得放置于托料杆组4上玻璃,在摆动臂2摆动的运动轨迹上折弯,并且在折弯的过程中,连杆组件3驱动摆动臂2摆动角度,也决定了折弯作业区宽度的大小,被摆动臂2摆动而折弯的玻璃,其弧顶会位于折弯作业内。
38.作为本发明进一步提供的实施例中,托料杆组4还包括关于两个导滑杆5对称分布的导向辊组41,导向辊组41由不低于四根、且与导滑杆5保持同一水平面的导辊组成。具体的,其导向辊组41的表面均设置有耐高温橡胶外衣,对玻璃进行限位,避免其在弯折的时候发生侧移。
39.进一步的,上述实施例中的折弯机构1包括安装板11,托料杆组4安装于安装板11上。而安装板11上对称开设有腰槽111,腰槽111内设置有弹簧112,腰槽111内滑动设置有导滑块42,导滑杆5转动设置于导滑块42上,并受弹簧112驱动使折弯作业区宽度最小。具体
的,导滑杆5的移动使通过弹簧112抵推导滑块42实现的,而所谓的折弯作业区宽度最小,即对应来两个摆动臂2相邻的区域。
40.需要说明的是,其导滑杆5的外壁套设有陶瓷隔热外环51。
41.作为本发明进一步提供的实施例中,折弯机构1还包括安装于安装板11上的导滑架12以及以及滑动设置于导滑架12内的导滑座13,导滑架12内设置有牵拉以使导滑座13沿竖直方向移动的液压伸缩杆14,而连杆组件3装配于导滑座13上。再者,导滑座13上安装有凸起部131,连杆组件3包括首尾铰接组成的第一连杆31以及第二连杆32,第一连杆31的一端水平固定安装于凸起部131的侧壁上,第二连杆32铰接于摆动臂2。凸起部131上固定安装有第三连杆33,第三连杆33上开设有弧形槽,摆动臂2的另一端滑动设置于弧形槽内。具体的,导滑架12分为相对分布的侧边导滑架121以及位于两个侧边导滑架121之间的后部导滑架122,而导滑座13上设分别设置有滑动于侧边导滑架121内的第二导轮133以及滑动于后部导滑架122内的第一导轮132。在具体的实施过程中,液压伸缩杆14牵拉使得导滑架12以使得其相上运动,第一连杆31牵拉第二连杆32上移。
42.更为进一步的,在上述实施例中,其摆动臂2根据结构可划分为负压部21、转动部22以及牵拉部23,牵拉部23与第二连杆32相铰接,负压部21滑动设置于第三连杆33上开设的弧形槽内,转动部22转动设置于安装板11上。具体的,当液压伸缩杆14牵拉导滑架12以使得其相上运动,第一连杆31牵拉第二连杆32上移,第二连杆32牵拉牵拉部23使其上摆,以转动部22为中心,负压部21向下摆动。再者,负压部21上安装有呈圆形阵列分布的陶瓷导辊6,负压部21为中空结构,且其内设置有高温加热环7。高温加热环7通电产生高温,对陶瓷导辊6接触的玻璃进行加热,使其软化;随着负压部21继续下摆,玻璃形成u型部101,而陶瓷导辊6和导滑杆5接触的部位的玻璃形成曲型连接部102。
43.一种冷弯玻璃的成型方法,其操作方法如下:
44.s1、将待加工的玻璃放置于托料杆组4上;
45.s2、输入需要折弯的角度数据,液压伸缩杆14牵拉导滑架12以使得其相上运动,第一连杆31牵拉第二连杆32上移,第二连杆32牵拉牵拉部23使其上摆,以转动部22为中心,负压部21向下摆动;
46.s3、s2操作过程中,高温加热环7通电产生高温,对陶瓷导辊6接触的玻璃进行加热,使其软化;随着负压部21继续下摆,玻璃形成u型部101,而陶瓷导辊6和导滑杆5接触的部位的玻璃形成曲型连接部102,继续随着负压部21向下摆动角度增加,折弯作业区的宽度递增,即u型部101端口半径增大。
47.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1