蜂窝结构体的制造方法以及电加热式载体的制造方法与流程
1.本发明涉及蜂窝结构体的制造方法以及电加热式载体的制造方法。
背景技术:
2.近年来,为了改善发动机刚启动后的尾气净化性能降低,提出了电加热催化器(ehc)。对于ehc,例如在由导电性陶瓷形成的柱状的蜂窝结构体连接金属电极,通过通电使蜂窝结构体自身发热,由此能够使其在发动机启动前升温至催化剂的活性温度。
3.ehc接受来自发动机的热及冲击,因此,要求具有良好的耐热冲击性。如果因来自发动机的热及冲击而使得ehc的蜂窝结构体发生开裂,则蜂窝结构体内的通电路径变化,局部发热,因此,发生催化剂的劣化。另外,通电电阻上升,通电控制变得困难。结果,ehc的尾气净化效率有可能恶化。
4.专利文献1中公开一种蜂窝结构体,其通过在蜂窝结构部的侧面形成呈开口的狭缝,使得耐热冲击性得到提高。专利文献1中,在形成蜂窝干燥体之后,利用leutor等,对蜂窝干燥体的隔壁进行切削,由此形成狭缝。
5.专利文献2中公开一种在蜂窝结构体的端面形成狭缝的方法。具体而言,将狭缝形成用板状部件配置成与蜂窝成型体的一个端面接触,一边使狭缝形成用板状部件振动,一边使其朝向蜂窝成型体的另一个端面侧移动,将蜂窝成型体的隔壁切断,由此形成狭缝。
6.现有技术文献
7.专利文献
8.专利文献1:日本特许第5997259号公报
9.专利文献2:日本特许第5162509号公报
技术实现要素:
10.专利文献1及2公开的技术在蜂窝结构体的制造方法中均需要形成狭缝的工序,作业工序数相应地增加,因此,制造效率降低。另外,还存在狭缝形成用的加工件等发生磨损或损伤的问题,制造成本也可能增加。
11.本发明是鉴于上述情况而创作的,其课题在于,提供能够以良好的制造效率及制造成本在蜂窝结构体形成狭缝的、蜂窝结构体的制造方法以及电加热式载体的制造方法。
12.上述课题通过以下的本发明来解决,本发明如下确定。
13.(1)一种蜂窝结构体的制造方法,其中,具备:
14.成型工序,该工序中,将含有陶瓷原料的成型原料挤出成型,得到蜂窝成型体,该蜂窝成型体具有外周壁和隔壁,该隔壁配设于所述外周壁的内侧,并区划形成多个隔室,该多个隔室形成从一个端面延伸至另一个端面的流路;
15.干燥工序,该工序中,对所述蜂窝成型体进行干燥,得到蜂窝干燥体;以及
16.烧成工序,该工序中,对所述蜂窝干燥体进行烧成,得到蜂窝烧成体,
17.所述成型工序中,将所述成型原料挤出成型,制作所述隔壁的一部分缺损而使得
所述多个隔室中的一部分隔室连结的蜂窝成型体。
18.(2)一种蜂窝结构体的制造方法,其中,具备:
19.成型工序,该工序中,将含有陶瓷原料的成型原料挤出成型,得到蜂窝成型体,该蜂窝成型体具有外周壁和隔壁,该隔壁配设于所述外周壁的内侧,并区划形成多个隔室,该多个隔室形成从一个端面延伸至另一个端面的流路;
20.干燥工序,该工序中,对所述蜂窝成型体进行干燥,得到蜂窝干燥体;以及
21.烧成工序,该工序中,对所述蜂窝干燥体进行烧成,得到蜂窝烧成体,
22.所述成型工序中,将所述成型原料挤出成型,制作所述隔壁的一部分形成得比其他隔壁薄且呈狭缝状配置的蜂窝成型体。
23.(3)根据(1)或(2)所述的蜂窝结构体的制造方法,其中,还具备:
24.在所述蜂窝干燥体的侧面涂布含有陶瓷原料的电极部形成原料,使其干燥,得到附带有未烧成电极部的蜂窝干燥体的工序;以及
25.对所述附带有未烧成电极部的蜂窝干燥体进行烧成,得到具有一对电极部的蜂窝结构体的工序,
26.所述一对电极部配置成:夹着所述蜂窝结构体的中心轴,在所述外周壁的外表面上,沿着所述隔室的流路方向呈带状延伸。
27.(4)一种电加热式载体的制造方法,其中,
28.具备:在利用(3)所述的方法制造的蜂窝结构体的所述一对电极部分别电连接金属电极的工序。
29.发明效果
30.根据本发明,可以提供能够以良好的制造效率及制造成本在蜂窝结构体形成狭缝的、蜂窝结构体的制造方法以及电加热式载体的制造方法。
附图说明
31.图1是本发明的实施方式中的蜂窝结构体的外观示意图。
32.图2是本发明的实施方式中的电加热式载体的与隔室的延伸方向垂直的剖视简图。
33.图3是本发明的实施方式中的蜂窝结构体的狭缝形状的具体例。
34.图4中,(a)是
コ
字销的俯视图[1]、侧视图[2]、仰视图[3]。(b)是t字销的俯视图[1]、侧视图[2]、仰视图[3]。
[0035]
图5中,(a)是用于说明采用
コ
字销形成蜂窝成型体的狭缝的情形的平面示意图。(b)是与(a)相对应的状态下的
コ
字销和口模的剖视简图。
[0036]
图6中,(a)是用于说明采用t字销形成蜂窝成型体的狭缝的情形的平面示意图。(b)是与(a)相对应的状态下的t字销和口模的剖视简图。
[0037]
图7中,(a)是形成有狭缝的具有截面呈四边形的隔室的蜂窝成型体的平面示意图。(b)是形成有狭缝的具有截面呈六边形的隔室的蜂窝成型体的平面示意图。
[0038]
图8是具有闭塞部的口模的平面示意图。
[0039]
图9是具有形成为比其他孔小的孔的口模的平面示意图。
[0040]
图10是用于说明在成型机内物料被成型的工序的成型机的剖视简图。
[0041]
图11中,(a)是实施例1中采用的口模的平面示意图。(b)是通过(a)制作的狭缝的平面示意图。(c)是实施例2中采用的口模的平面示意图。(d)是通过(c)制作的狭缝的平面示意图。
[0042]
图12中,(a)是实施例3中采用的口模的平面示意图。(b)是通过(a)制作的狭缝的平面示意图。
[0043]
图13中,(a)是形成有狭缝的具有截面呈四边形的隔室的蜂窝成型体的平面示意图。(b)是形成有狭缝的具有截面呈六边形的隔室的蜂窝成型体的平面示意图。
[0044]
符号说明
[0045]
10
…
蜂窝结构体,11
…
柱状蜂窝结构部,12
…
外周壁,13a、13b
…
电极部,18
…
隔室,19
…
隔壁,21
…
狭缝,22
…
成型机,23
…
物料,24
…
格网,25
…
条状物,26
…
颈缩夹具,27
…
口模,28
…
蜂窝成型体,30
…
电加热式载体,33a、33b
…
金属电极,41
…コ
字销,42
…
t字销,43
…
口模,44
…
隔室块,45
…
区域,46
…
闭塞部,47
…
孔。
具体实施方式
[0046]
接下来,参照附图,对本发明的具体实施方式详细地进行说明。本发明并不限定于以下的实施方式,应当理解:可以在不脱离本发明的主旨的范围基于本领域技术人员的通常知识加以适当设计的变更、改良等。
[0047]
(1.蜂窝结构体)
[0048]
图1是本发明的实施方式中的蜂窝结构体10的外观示意图。蜂窝结构体10具备:柱状蜂窝结构部11以及电极部13a、13b。应予说明,可以不具备电极部13a、13b。
[0049]
(1-1.柱状蜂窝结构部)
[0050]
柱状蜂窝结构部11具有外周壁12和隔壁19,该隔壁19配设于外周壁12的内侧,并区划形成多个隔室18,该多个隔室18形成从一个端面延伸至另一个端面的流路。
[0051]
柱状蜂窝结构部11的外形为柱状即可,没有特别限定,例如可以采用端面为圆形的柱状(圆柱形状)、端面为椭圆形状的柱状、端面为多边形(四边形、五边形、六边形、七边形、八边形等)的柱状等形状。另外,关于柱状蜂窝结构部11的大小,根据提高耐热性(抑制在外周壁的周向发生开裂)的理由,端面的面积优选为2000~20000mm2,更优选为5000~15000mm2。
[0052]
作为柱状蜂窝结构部11的材质,没有限定,可以选自由氧化铝、多铝红柱石、氧化锆以及堇青石等氧化物系陶瓷、碳化硅、氮化硅以及氮化铝等非氧化物系陶瓷构成的组。另外,还可以采用碳化硅-金属硅复合材料、碳化硅-石墨复合材料等。其中,从兼具耐热性和导电性的观点出发,柱状蜂窝结构部11的材质优选含有以硅-碳化硅复合材料或碳化硅为主成分的陶瓷。柱状蜂窝结构部11的材质以硅-碳化硅复合材料为主成分时,意味着柱状蜂窝结构部11含有占整体的90质量%以上的硅-碳化硅复合材料(合计质量)。此处,硅-碳化硅复合材料含有作为骨料的碳化硅粒子、以及作为使碳化硅粒子粘结的粘结材料的硅,优选多个碳化硅粒子以在碳化硅粒子间形成细孔的方式通过硅而粘结在一起。柱状蜂窝结构部11的材质以碳化硅为主成分时,意味着柱状蜂窝结构部11含有占整体的90质量%以上的碳化硅(合计质量)。
[0053]
柱状蜂窝结构部11包含硅-碳化硅复合材料的情况下,柱状蜂窝结构部11中含有
的“作为粘结材料的硅的质量”相对于柱状蜂窝结构部11中含有的“作为骨料的碳化硅粒子的质量”与柱状蜂窝结构部11中含有的“作为粘结材料的硅的质量”的合计的比率优选为10~40质量%,更优选为15~35质量%。
[0054]
与隔室18的延伸方向垂直的截面中的隔室的形状没有限制,优选为四边形、六边形、八边形或这些形状的组合。其中,从容易使其兼具结构强度及加热均匀性的观点出发,优选为四边形及六边形。
[0055]
区划形成隔室18的隔壁19的厚度优选为0.1~0.3mm,更优选为0.15~0.25mm。本发明中,隔壁19的厚度定义为:与隔室18的延伸方向垂直的截面中,将相邻的隔室18的重心彼此连结的线段中的从隔壁19通过的部分的长度。
[0056]
对于柱状蜂窝结构部11,在与隔室18的流路方向垂直的截面中,隔室密度优选为40~150隔室/cm2,更优选为70~100隔室/cm2。通过使隔室密度为像这样的范围,能够在使尾气流通时的压力损失减小的状态下提高催化剂的净化性能。隔室密度是:隔室数除以除了外周壁12部分以外的柱状蜂窝结构部11的一个端面部分的面积得到的值。
[0057]
从确保柱状蜂窝结构部11的结构强度,另外,抑制流通于隔室18的流体从柱状蜂窝结构部11的外周面泄漏的观点出发,设置柱状蜂窝结构部11的外周壁12是有用的。具体而言,外周壁12的厚度优选为0.05mm以上,更优选为0.1mm以上,进一步优选为0.15mm以上。不过,如果使外周壁12过厚,则强度过高,与隔壁19之间的强度失衡而使得耐热冲击性降低,并且,如果使外周壁12的厚度过大,则热容量增加而使得外周壁12的外周侧与内周侧之间的温度差增大,导致耐热冲击性降低,就这一点而言,外周壁12的厚度优选为1.0mm以下,更优选为0.7mm以下,进一步优选为0.5mm以下。此处,外周壁12的厚度定义为:在与隔室的延伸方向垂直的截面观察待测定厚度的外周壁12的部位时,针对该测定部位处的外周壁12的切线的法线方向上的厚度。
[0058]
柱状蜂窝结构部11的隔壁19的平均细孔径优选为2~15μm,更优选为4~8μm。平均细孔径为利用压汞仪测定得到的值。
[0059]
隔壁19可以设为多孔质。设为多孔质的情况下,隔壁19的气孔率优选为35~60%,更优选为35~45%。气孔率为利用压汞仪测定得到的值。
[0060]
(1-2.电极部)
[0061]
对于本发明的实施方式所涉及的蜂窝结构体10,夹着柱状蜂窝结构部11的中心轴,在外周壁12的外表面上,以沿着隔室18的流路方向呈带状延伸的方式设置有一对电极部13a、13b。通过像这样设置有一对电极部13a、13b,能够提高蜂窝结构体10的均匀发热性。从电流容易在电极部13a、13b的轴向上扩展的观点出发,电极部13a、13b优选在蜂窝结构体10的两端面间的80%以上的长度、优选为90%以上的长度、更优选为全长上延伸。应予说明,可以不设置电极部13a、13b。
[0062]
电极部13a、13b的厚度优选为0.01~5mm,更优选为0.01~3mm。通过设为像这样的范围,能够提高均匀发热性。电极部13a、13b的厚度定义为:在与隔室18的延伸方向垂直的截面观察待测定厚度的部位时,针对电极部13a、13b的外表面的该测定部位处的切线的法线方向上的厚度。
[0063]
通过使电极部13a、13b的电阻率低于柱状蜂窝结构部11的电阻率,使得电流容易优先流通于电极部13a、13b,通电时电流容易在隔室18的流路方向及周向上扩展。电极部
13a、13b的电阻率优选为柱状蜂窝结构部11的电阻率的1/10以下,更优选为1/20以下,进一步优选为1/30以下。不过,如果两者的电阻率之差过大,则电流集中于对置的电极部的端部间而使得柱状蜂窝结构部11的发热偏向,就这一点而言,电极部13a、13b的电阻率优选为柱状蜂窝结构部11的电阻率的1/200以上,更优选为1/150以上,进一步优选为1/100以上。本发明中,电极部13a、13b的电阻率为利用四端子法于25℃测定得到的值。
[0064]
电极部13a、13b的材质可以使用导电性陶瓷、金属、或金属与导电性陶瓷的复合材料(金属陶瓷)。作为金属,例如可以举出:cr、fe、co、ni、si或ti的金属单质或含有选自由这些金属构成的组中的至少一种金属的合金。作为导电性陶瓷,没有限定,可以举出碳化硅(sic),还可以举出硅化钽(tasi2)及硅化铬(crsi2)等金属硅化物等金属化合物。作为金属与导电性陶瓷的复合材料(金属陶瓷)的具体例,可以举出:金属硅与碳化硅的复合材料、硅化钽、硅化铬等金属硅化物与金属硅、碳化硅的复合材料,进而,从降低热膨胀的观点出发,可以举出在上述的一种或二种以上的金属中添加氧化铝、多铝红柱石、氧化锆、堇青石、氮化硅以及氮化铝等绝缘性陶瓷中的一种或二种以上得到的复合材料。
[0065]
(1-3.狭缝)
[0066]
在蜂窝结构体10的与隔室18的流路方向垂直的截面中,设置有线状的狭缝21。通过具有像这样的线状的狭缝21,能够抑制蜂窝结构体10的端面发生开裂。通过设置上述的线状的狭缝21,使得应力得到缓和,从而热膨胀差降低,能够良好地抑制发生开裂。
[0067]
图1中,针对狭缝21,给出了蜂窝结构体10中的位置,其为细长状即可,形状没有特别限定。另外,狭缝21具有相邻的隔室彼此被除去中间的隔壁19而连结产生的形状。狭缝21优选为该狭缝沿着隔室的延伸方向延伸并在两个端面设置有狭缝的形态。
[0068]
狭缝21的形状及数量没有特别限定,可以适当设计。狭缝可以2条或4条以上独立地形成。通过狭缝多条独立地形成,能够良好地抑制蜂窝结构体10中发生开裂。另外,狭缝的宽度没有特别限定。该狭缝的宽度可以形成为与隔室18的宽度相同的程度,也可以将狭缝的宽度形成为比隔室18的宽度小或大。各狭缝的宽度没有特别限定,可以为1~30mm。各狭缝的宽度可以根据蜂窝结构体10的大小、材质、用途及狭缝的条数及长度等而适当调整。
[0069]
本发明的实施方式中,在柱状蜂窝结构部11的与隔室的流路方向垂直的截面中,狭缝21优选从柱状蜂窝结构部11的中心部通过。根据像这样的构成,能够更好地抑制蜂窝结构体10的电阻或电流路径的变化。另外,狭缝21可以设置为沿着狭缝延伸的方向进行分割。此时,可以分割为相同程度的长度的狭缝,也可以分割为长度不同的狭缝。通过将狭缝形成为分割,能够良好地抑制蜂窝结构体10发生开裂。狭缝的分割数没有特别限定,可以形成为分割成2个、3个或4个以上。另外,可以设置有由形成为分割的狭缝和未分割的狭缝混合得到的多条狭缝。
[0070]
狭缝21的长度相对于柱状蜂窝结构部11的外径的比例优选为25%以上。如果狭缝21的长度相对于柱状蜂窝结构部11的外径的比例为25%以上,则能够更好地缓和热冲击,从而能够更好地抑制发生开裂。
[0071]
狭缝21的自蜂窝结构体10的一个端面起算的在隔室18的流路方向上的深度优选为柱状蜂窝结构部11的全长的30~100%。如果狭缝21的该深度为柱状蜂窝结构部11的全长的30~100%,则耐热冲击性进一步提高。狭缝21的该深度更优选为柱状蜂窝结构部11的全长的50~100%,进一步优选为70~100%。
[0072]
关于狭缝21的形状,图3(a)~(l)中给出具体例。应予说明,图3(a)~(l)中仅示意性地示出柱状蜂窝结构部11的端面的外径和狭缝的形状。
[0073]
狭缝21可以为如图3(a)所示在柱状蜂窝结构部11的端面中从中心通过并延伸至两侧的外周的狭缝,也可以为如图3(b)所示从中心通过并延伸至途中而未至外周的狭缝,还可以为如图3(c)所示从中心通过并具有任意斜度的狭缝,还可以为如图3(d)所示没有从中心通过的狭缝。
[0074]
狭缝21可以如图3(e)所示由在柱状蜂窝结构部11的端面中从中心通过并延伸至外周的狭缝和在其两侧平行地延伸的多个狭缝构成,也可以如图3(f)所示另一狭缝以任意角度与1条狭缝交叉,还可以如图3(g)所示另一狭缝以任意角度与多条狭缝交叉。
[0075]
狭缝21可以为如图3(h)所示在柱状蜂窝结构部11的端面中整体中断分割的狭缝,也可以为如图3(i)所示仅在外周附近中断分割的狭缝,还可以如图3(j)所示整体中断分割的狭缝彼此交叉。
[0076]
狭缝21可以为如图3(k)所示在柱状蜂窝结构部11的端面中仅在包含外周壁的外周附近形成的狭缝,也可以为如图3(l)所示仅在包含外周壁的外周附近设置且被分割的狭缝。
[0077]
(2.电加热式载体)
[0078]
图2是本发明的实施方式中的电加热式载体30的与隔室的延伸方向垂直的剖视简图。电加热式载体30具备:蜂窝结构体10、以及与蜂窝结构体10的电极部13a、13b电连接的金属电极33a、33b。
[0079]
(2-1.金属电极)
[0080]
金属电极33a、33b设置在蜂窝结构体10的电极部13a、13b上。金属电极33a、33b可以为:配设成一个金属电极33a相对于另一个金属电极33b而言夹着柱状蜂窝结构部11的中心轴进行对置的一对金属电极。对于金属电极33a、33b,如果借助电极部13a、13b而施加电压,则通电而能够利用焦耳热使柱状蜂窝结构部11发热。因此,电加热式载体30还可以优选用作加热器。施加的电压优选为12~900v,更优选为48~600v,不过,施加的电压可以适当变更。
[0081]
作为金属电极33a、33b的材质,只要是金属即可,没有特别限制,可以采用金属单质及合金等,不过,从耐腐蚀性、电阻率以及线膨胀率的观点出发,例如优选采用包含选自由cr、fe、co、ni以及ti构成的组中的至少一种的合金,更优选为不锈钢及fe-ni合金。金属电极33a、33b的形状及大小没有特别限定,可以根据电加热式载体30的大小及通电性能等进行适当设计。
[0082]
通过在电加热式载体30担载催化剂,可以将电加热式载体30用作催化器。例如,可以使汽车尾气等流体流通于蜂窝结构体10的多个隔室18的流路。作为催化剂,例如可以举出贵金属系催化剂或除了贵金属系催化剂以外的催化剂。作为贵金属系催化剂,可例示:将铂(pt)、钯(pd)、铑(rh)等贵金属担载于氧化铝细孔表面并包含二氧化铈、氧化锆等助催化剂的三元催化剂、氧化催化剂、或者包含碱土金属和铂作为氮氧化物(nox)的吸储成分的nox吸储还原催化剂(lnt催化剂)。作为不采用贵金属的催化剂,可例示包含铜置换沸石或铁置换沸石的nox选择还原催化剂(scr催化剂)等。另外,可以采用选自由上述催化剂构成的组中的2种以上的催化剂。应予说明,催化剂的担载方法也没有特别限制,可以按照以往
将催化剂担载于蜂窝结构体的担载方法来进行。
[0083]
(3.蜂窝结构体的制造方法)
[0084]
接下来,对本发明的实施方式所涉及的蜂窝结构体的制造方法进行说明。
[0085]
本发明的实施方式所涉及的蜂窝结构体的制造方法包括:得到蜂窝成型体的成型工序、得到蜂窝干燥体的干燥工序、以及得到蜂窝烧成体的烧成工序。
[0086]
(成型工序)
[0087]
成型工序中,首先,准备出含有陶瓷原料的成型原料。在碳化硅粉末(碳化硅)中添加金属硅粉末(金属硅)、粘合剂、表面活性剂、造孔材料、水等来制作成型原料。相对于碳化硅粉末的质量与金属硅的质量的合计而言,金属硅的质量优选为10~40质量%。碳化硅粉末中的碳化硅粒子的平均粒径优选为3~50μm,更优选为3~40μm。金属硅(金属硅粉末)的平均粒径优选为2~35μm。碳化硅粒子及金属硅(金属硅粒子)的平均粒径是指:利用激光衍射法测定粒度的频率分布时的体积基准下的算术平均粒径。碳化硅粒子为构成碳化硅粉末的碳化硅的微粒,金属硅粒子为构成金属硅粉末的金属硅的微粒。应予说明,这是使蜂窝结构体的材质为硅-碳化硅系复合材料时的成型原料的配合,使该材质为碳化硅的情况下,不添加金属硅。
[0088]
作为粘合剂,可以举出:甲基纤维素、羟丙基甲基纤维素、羟丙氧基纤维素、羟乙基纤维素、羧甲基纤维素、聚乙烯醇等。其中,优选将甲基纤维素和羟丙氧基纤维素组合使用。在将碳化硅粉末及金属硅粉末的合计质量设为100质量份时,粘合剂的含量优选为2.0~10.0质量份。
[0089]
在将碳化硅粉末及金属硅粉末的合计质量设为100质量份时,水的含量优选为20~60质量份。
[0090]
作为表面活性剂,可以采用乙二醇、糊精、脂肪酸皂、多元醇等。这些表面活性剂可以1种单独使用,也可以2种以上组合使用。在将碳化硅粉末及金属硅粉末的合计质量设为100质量份时,表面活性剂的含量优选为0.1~2.0质量份。
[0091]
作为造孔材料,只要在烧成后成为气孔即可,没有特别限定,例如可以举出:石墨、淀粉、发泡树脂、吸水性树脂、二氧化硅凝胶等。在将碳化硅粉末及金属硅粉末的合计质量设为100质量份时,造孔材料的含量优选为0.5~10.0质量份。造孔材料的平均粒径优选为10~30μm。造孔材料的平均粒径是指:利用激光衍射法测定粒度的频率分布时的体积基准下的算术平均粒径。造孔材料为吸水性树脂的情况下,造孔材料的平均粒径是指吸水后的平均粒径。
[0092]
接下来,对得到的成型原料进行混炼,形成坯料后,将坯料挤出成型,制作蜂窝成型体。蜂窝成型体具有外周壁和隔壁,该隔壁配设于外周壁的内侧并区划形成多个隔室,该多个隔室形成从一个端面延伸至另一个端面的流路。
[0093]
蜂窝成型体中,隔壁的一部分缺损而使得多个隔室中的一部分隔室连结。通过像这样制作隔壁的一部分缺损而使得多个隔室中的一部分隔室连结的蜂窝成型体,使得连结后的隔室成为狭缝,在之后的干燥工序以后,不需要利用切削等的狭缝形成工序。因此,制造效率提高。另外,由此而使得狭缝形成用的加工件等的磨损或损伤的问题也得到解决,能够抑制制造成本。此外,通过切削等来形成狭缝的情况下,有时产生狭缝向相邻隔室侵入的问题,不过,由于预先在形成蜂窝成型体的阶段形成狭缝形状,所以,能够良好地抑制狭缝
向相邻隔室侵入。
[0094]
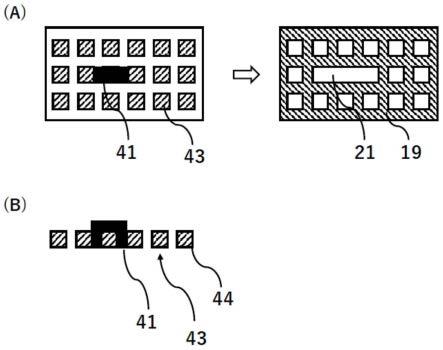
隔壁的一部分缺损而使得多个隔室中的一部分隔室连结的蜂窝成型体可以采用成型机来制作,该成型机具有一部分孔因插入销而封堵的口模。销的形状没有特别限定,例如可以采用图4(a)所示的
コ
字销41、或图4(b)所示的t字销42。
[0095]
图4(a)示出
コ
字销41的俯视图[1]、侧视图[2]、仰视图[3]。图4(b)示出t字销42的俯视图[1]、侧视图[2]、仰视图[3]。
[0096]
优选将
コ
字销41及t字销42的上表面的宽度d1设为狭缝的宽度方向上的距离(开口距离)的0.9~1.2倍的长度。根据像这样的构成,能够抑制因
コ
字销41及t字销42而产生无法除去的狭缝部(也称为毛刺)。通过抑制毛刺的产生,容易将填充材料从外周侧向狭缝部填充。在
コ
字销41及t字销42的上表面,宽度d1可以为例如0.4~1.4mm。
[0097]
コ
字销41及t字销42的腿长度l1优选为与口模43的隔室块44的高度相同程度,以使其不易从插入于口模43的状态脱落。
コ
字销41及t字销42的腿长度l1可以为例如1.5~6.0mm。
[0098]
コ
字销41及t字销42的腿厚度t1优选为隔室块44的间隔的0.9~1.1倍,以使得坯料不会向口模43的狭缝形成部流动且成型中不会脱落。
コ
字销41及t字销42的腿厚度t1可以为例如0.06~0.28mm。
[0099]
コ
字销41的台长度l2优选为
コ
字销41的腿平行地进入口模43的孔这样的长度。
コ
字销41的台长度l2可以为例如0.45~1.3mm。
[0100]
t字销42的肩长度l3优选为不会向与狭缝相邻的隔壁侵入这样的长度。t字销42的肩长度l3可以为例如1.1~2.6mm。
[0101]
图5(a)是用于说明采用
コ
字销形成蜂窝成型体的狭缝的情形的平面示意图。图5(b)是与图5(a)相对应的状态下的
コ
字销和口模的剖视简图。如图5(a)的左图及图5(b)所示,通过将
コ
字销41插入于成型机的口模43的孔,以该状态从口模将坯料挤出,能够如图5(a)的右图所示制作出隔壁19的一部分缺损而形成有线状的狭缝21的蜂窝成型体。通过连续地设置
コ
字销41,能够形成呈直线状较长地延伸的狭缝。另外,通过空开规定个数的口模43的孔来设置多个
コ
字销41,能够形成分割开的狭缝。
[0102]
图6(a)是用于说明采用t字销形成蜂窝成型体的狭缝的情形的平面示意图。图6(b)是与图6(a)相对应的状态下的t字销和口模的剖视简图。如图6(a)的左图及图6(b)所示,通过将t字销42插入于成型机的口模43的孔,以该状态从口模将坯料挤出,能够如图6(a)的右图所示制作出隔壁19的一部分缺损而形成有线状的狭缝21的蜂窝成型体。通过连续地设置t字销42,能够形成呈直线状较长地延伸的狭缝。另外,通过空开规定个数的口模43的孔来设置多个t字销42,能够形成分割开的狭缝。
[0103]
图7(a)示出隔室18的截面形状为四边形的蜂窝成型体的剖视简图。图7(b)示出隔室18的截面形状为六边形的蜂窝成型体的剖视简图。此处,隔室结构为四边形的情况下,狭缝21的长度l与宽度d之比l/d优选为1~5;隔室结构为六边形的情况下,狭缝21的长度l与宽度d之比l/d优选为1.5~8。如果隔室结构为四边形的情况下,该比l/d为4以下,隔室结构为六边形的情况下,该比l/d为6以下,则能够良好地抑制狭缝21的变形,故更优选。进一步优选为,隔室结构为四边形的情况下,该比l/d为1~4,隔室结构为六边形的情况下,该比l/d为1.5~6。
[0104]
图7(a)及图7(b)中,以虚线表示的区域45为将位于狭缝21周围的隔壁在厚度为一半的位置切割而包围狭缝21的区域。区域45的面积中的狭缝21的面积的比例(开口率)优选为67~90%。如果该开口率为90%以下,则能够更好地抑制狭缝21的变形。
[0105]
作为
コ
字销41或t字销42的材质,没有特别限定,可以采用金属或树脂等,不过,为了抑制成型时变形或损伤等,优选采用超硬合金或sus等。
[0106]
另外,隔壁的一部分缺损而使得多个隔室中的一部分隔室连结的蜂窝成型体可以采用成型机进行蜂窝成型体的挤出成型来制作,该成型机具有一部分孔闭塞的口模。如图8所示,通过使口模43的孔闭塞而成为闭塞部46,使得通过成型机挤出形成的蜂窝成型体中在与口模43的隔室块44和闭塞部46相对应的位置形成有狭缝。闭塞部46可以与口模43的隔室块44一体形成,也可以在口模43的隔室块44与隔室块44之间另行设置与隔室块44相同材质或不同材质的闭塞部46。
[0107]
另外,隔壁的一部分缺损而使得多个隔室中的一部分隔室连结的蜂窝成型体可以采用成型机进行蜂窝成型体的挤出成型来制作,该成型机具有口模和条状物,该条状物相对于口模而设置于成型原料的路径的上游侧,且一部分孔闭塞。图10中示出用于说明在成型机22内物料23被成型的工序的成型机22的剖视简图的一例。在成型机22内,通过挤出,物料23从格网24、条状物25以及颈缩夹具26通过,由口模27进行成型,制作蜂窝成型体28。设置格网24的目的在于,阻挡原料的粗大粒子流入,防止口模堵塞。设置条状物25的目的在于,对格网24进行支撑。设置颈缩夹具26的目在于,将物料23集中至口模27的直径处。如图10所示,格网24、条状物25以及颈缩夹具26相对于口模27而设置于成型原料的路径的上游侧。像这样的构成的成型机22中,通过使条状物25的一部分孔闭塞,能够在从口模27挤出的蜂窝成型体28中与该闭塞的条状物25的孔相对应的部位形成狭缝21。
[0108]
另外,隔壁的一部分缺损而使得多个隔室中的一部分隔室连结的蜂窝成型体可以如下制作,即,通过练泥,形成具有能够在挤出成型时形成隔壁的一部分缺损的蜂窝成型体的孔的成型原料,将成型原料挤出成型,由此制作上述蜂窝成型体。该通过练泥而形成的成型原料也称为物料,由土(陶瓷原料)和水分构成,通常形成为圆柱状。该物料中,通过在希望形成狭缝的部分预先形成孔,能够形成挤出成型时在与该孔相对应的位置使隔壁缺损而成的蜂窝成型体。
[0109]
蜂窝成型体可以为:隔壁的一部分形成得比其他隔壁薄,且将该隔壁的一部分配置成狭缝状。像这样,通过制作隔壁的一部分形成得比其他隔壁薄、且呈狭缝状配置的蜂窝成型体,在之后的干燥工序以后,对变薄的隔壁进行切削,能够容易地形成狭缝。另外,像这样,将隔壁的一部分形成为比其他隔壁薄,而不是将隔壁的一部分完全除去,能够在干燥工序及烧成工序中保持蜂窝状的形状。从提高制造效率及制造成本的观点出发,上述的使隔壁的一部分比其他隔壁薄且呈狭缝状配置的部分的长度相对于最终产品(蜂窝结构体)中的直线状的狭缝的长度而言,优选为50~100%,更优选为70~100%。该最终产品(蜂窝结构体)中的直线状的狭缝的长度可以形成为1~200mm。
[0110]
将隔壁的一部分形成为比其他隔壁薄的蜂窝成型体可以采用成型机进行蜂窝成型体的挤出成型来制作,该成型机具有一部分孔形成为比其他孔小的口模。如图9所示,关于口模43的隔室块44间的孔,通过设置形成为比其他孔小的孔47,能够将通过挤出成型得到的蜂窝成型体的与该孔47相对应的隔壁的一部分形成为比其他隔壁薄。
[0111]
(干燥工序)
[0112]
接下来,将得到的蜂窝成型体干燥,制作蜂窝干燥体。干燥方法没有特别限定,例如可以举出:微波加热干燥、高频介电加热干燥等电磁波加热方式、以及热风干燥、过热水蒸汽干燥等外部加热方式。其中,就能够将成型体整体迅速且均匀并使其不发生开裂地干燥这一点而言,优选以电磁波加热方式使一定量的水分干燥后,利用外部加热方式使剩余水分干燥。作为干燥的条件,优选利用电磁波加热方式相对于干燥前的水分量除去30~99质量%的水分后,利用外部加热方式使水分为3质量%以下。作为电磁波加热方式,优选为介电加热干燥,作为外部加热方式,优选为热风干燥。干燥温度优选设为50~120℃。
[0113]
(烧成工序)
[0114]
接下来,将得到的蜂窝干燥体烧成,制作蜂窝烧成体。作为烧成条件,优选在氮、氩等不活泼性气氛中于1400~1500℃进行1~20小时加热。另外,烧成后,优选于1200~1350℃进行1~10小时的氧化处理,以便提高耐久性。脱脂及烧成的方法没有特别限定,可以采用电炉、燃气炉等进行烧成。
[0115]
蜂窝烧成体可以直接设为蜂窝结构体。另外,作为具有电极部的蜂窝结构体的制造方法,首先,在蜂窝干燥体的侧面涂布含有陶瓷原料的电极部形成原料,使其干燥,夹着蜂窝干燥体的中心轴,在外周壁的外表面上,以沿着隔室的流路方向呈带状延伸的方式形成一对未烧成电极部,得到附带有未烧成电极部的蜂窝干燥体。接下来,将附带有未烧成电极部的蜂窝干燥体烧成,得到具有一对电极部的蜂窝烧成体。据此,得到具有电极部的蜂窝结构体。应予说明,可以在制作蜂窝烧成体后形成电极部。具体而言,可以先制作蜂窝烧成体,在蜂窝烧成体上形成一对未烧成电极部,将其烧成,制作具有一对电极部的蜂窝烧成体。
[0116]
通过在根据电极部的需求特性而配合的原料粉(金属粉末和/或陶瓷粉末等)中适当添加各种添加剂进行混炼,能够形成电极部形成原料。将电极部设为层叠结构的情况下,使第二电极部用的糊料中的金属粉末的平均粒径大于第一电极部用的糊料中的金属粉末的平均粒径,由此存在金属端子与电极部的接合强度提高的倾向。金属粉末的平均粒径是指:利用激光衍射法测定粒度的频率分布时的体积基准下的算术平均粒径。
[0117]
调制电极部形成原料的方法及将电极部形成原料涂布于蜂窝烧成体的方法可以按照公知的蜂窝结构体的制造方法来进行,不过,为了使电极部的电阻率低于蜂窝结构部的电阻率,可以使金属的含有比率高于蜂窝结构部,或者使金属粒子的粒径小于蜂窝结构部。
[0118]
在将附带有未烧成电极部的蜂窝干燥体烧成之前,可以进行脱脂,以便除去粘合剂等。作为附带有未烧成电极部的蜂窝干燥体的烧成条件,优选在氮、氩等不活泼性气氛中于1400~1500℃进行1~20小时加热。另外,烧成后,优选于1200~1350℃进行1~10小时的氧化处理,以便提高耐久性。脱脂及烧成的方法没有特别限定,可以采用电炉、燃气炉等进行烧成。
[0119]
(4.电加热式载体的制造方法)
[0120]
对于本发明的实施方式所涉及的电加热式载体30的制造方法,在一个实施方式中,将金属电极与蜂窝结构体10的一对电极部分别进行电连接。作为连接方法,例如可以举出:激光焊接、喷镀、超声波焊接等。更具体而言,夹着柱状蜂窝结构部11的中心轴,在电极
部的表面上设置一对金属电极。像这样,得到本发明的实施方式所涉及的电加热式载体30。
[0121]
(5.尾气净化装置)
[0122]
上述的本发明的实施方式所涉及的电加热式载体可以用于尾气净化装置。该尾气净化装置具有:电加热式载体、以及对该电加热式载体进行保持的金属制的筒状部件。尾气净化装置中,电加热式载体设置于供来自发动机的尾气流通的尾气流路的途中。
[0123]
实施例
[0124]
以下,例示用于更好地理解本发明及其优点的实施例,不过,本发明并不限定于实施例。
[0125]
<实施例1>
[0126]
(1.坯料的制作)
[0127]
将碳化硅(sic)粉末和金属硅(si)粉末以80:20的质量比例进行混合,制备陶瓷原料。然后,在陶瓷原料中添加作为粘合剂的羟丙基甲基纤维素、作为造孔材料的吸水性树脂,并且,添加水,制成成型原料。然后,将成型原料利用真空练泥机进行混炼,制作圆柱状的坯料(物料)。粘合剂的含量在将碳化硅(sic)粉末和金属硅(si)粉末的合计设为100质量份时设为7.0质量份。造孔材料的含量在将碳化硅(sic)粉末和金属硅(si)粉末的合计设为100质量份时设为3.0质量份。水的含量在将碳化硅(sic)粉末和金属硅(si)粉末的合计设为100质量份时设为42质量份。碳化硅粉末的平均粒径为20μm,金属硅粉末的平均粒径为6μm。另外,造孔材料的平均粒径为20μm。碳化硅粉末、金属硅粉末以及造孔材料的平均粒径是指:利用激光衍射法测定粒度的频率分布时的体积基准下的算术平均粒径。
[0128]
(2.蜂窝成型体的制作)
[0129]
接下来,准备具有图10所示的口模结构的成型机。图11(a)中示出实施例1中采用的口模的平面示意图。口模的隔室块44呈六边形,在口模的隔室块44之间的孔中插入有图4(b)所示的结构的t字销42。将t字销42的宽度d1、腿长度l1、腿厚度t1、肩长度l3示于表1。在1条直线上排列的隔室中,彼此空开2个隔室块的间隔来设置t字销42。
[0130]
接下来,采用上述的成型机将得到的圆柱状的坯料(物料)成型,由此制作隔壁的一部分缺损而使得一部分隔室连结的蜂窝成型体。在得到的蜂窝成型体的端面形成有图11(b)所示的狭缝21,整体形成有如图3(h)所示中断分割的狭缝。
[0131]
(3.蜂窝干燥体的制作)
[0132]
对蜂窝成型体进行高频介电加热干燥后,采用热风干燥机,于120℃进行2小时干燥,制作蜂窝干燥体。
[0133]
(4.电极部形成糊料的制备及蜂窝烧成体的制作)
[0134]
将金属硅(si)粉末、碳化硅(sic)粉末、甲基纤维素、甘油、以及水利用自转公转搅拌机进行混合,制备电极部形成糊料。si粉末、以及sic粉末以体积比计按si粉末:sic粉末=40:60进行配合。另外,在将si粉末、以及sic粉末的合计设为100质量份时,甲基纤维素为0.5质量份,甘油为10质量份,水为38质量份。金属硅粉末的平均粒径为6μm。碳化硅粉末的平均粒径为35μm。这些平均粒径是指:利用激光衍射法测定粒度的频率分布时的体积基准下的算术平均粒径。
[0135]
接下来,通过曲面印刷机,将该电极部形成糊料以适当的面积及膜厚涂布于蜂窝干燥体,进而,利用热风干燥机,于120℃进行30分钟干燥。然后,将该蜂窝干燥体在ar气氛
中于1400℃进行3小时烧成,制成蜂窝结构体。将得到的蜂窝结构体的隔室间距及隔壁19的厚度(肋厚)示于表1。
[0136]
对于柱状蜂窝结构体,端面为外径(直径)100mm的圆形,高度(隔室的流路方向上的长度)为100mm,外周壁的厚度为0.5mm。隔壁的厚度为0.19mm,隔壁的气孔率为45%,隔壁的平均细孔径为8.6μm。电极部的厚度为0.3mm。另外,如图7(b)所示,对狭缝21的长度l与宽度d之比l/d、以及将位于狭缝21周围的隔壁在厚度为一半的位置进行切割而包围狭缝21的区域的面积中的狭缝21的面积的比例(开口率)分别进行测定。将l/d及开口率的测定结果示于表1。
[0137]
<实施例2>
[0138]
在成型机的口模的隔室块44之间的孔中,如图11(c)所示插入图4(a)所示的结构的
コ
字销41,除此以外,与实施例1同样地制作隔壁的一部分缺损而使得一部分隔室连结的蜂窝结构体。将
コ
字销41的宽度d1、腿长度l1、腿厚度t1、台长度l2示于表1。在1条直线上排列的隔室中,彼此空开2个隔室块的间隔来设置
コ
字销41。将得到的蜂窝成型体的隔室间距及隔壁19的厚度(肋厚)示于表1。在得到的蜂窝成型体的端面形成有图11(d)所示的狭缝21,整体形成有如图3(h)所示中断分割的狭缝。
[0139]
<实施例3>
[0140]
口模的隔室块44设为四边形,在口模的隔室块44之间的孔中,如图12(a)所示插入图4(a)所示的结构的
コ
字销41,除此以外,与实施例1同样地制作隔壁的一部分缺损而使得一部分隔室连结的蜂窝结构体。将
コ
字销41的宽度d1、腿长度l1、腿厚度t1、台长度l2示于表1。在1条直线上排列的隔室中,彼此空开3个隔室块的间隔来设置
コ
字销41。将得到的蜂窝成型体的隔室间距及隔壁19的厚度(肋厚)示于表1。在得到的蜂窝成型体的端面形成有图12(b)所示的狭缝21,整体形成有如图3(h)所示中断分割的狭缝。
[0141]
<实施例4>
[0142]
不采用
コ
字销41,通过采用一部分孔闭塞的口模进行挤出成型来形成狭缝,除此以外,与实施例2同样地制作隔壁的一部分缺损而使得一部分隔室连结的蜂窝结构体。口模的被闭塞的孔设为与实施例2的插入有
コ
字销41的孔相同位置的孔。将得到的蜂窝成型体的隔室间距及隔壁19的厚度(肋厚)示于表1。在得到的蜂窝成型体的端面形成有图11(d)所示的狭缝21,整体形成有如图3(h)所示中断分割的狭缝。
[0143]
<变形评价>
[0144]
如图13所示,关于四边形及六边形的隔室,分别对以狭缝非形成部中的隔室的宽度da为基准时的、狭缝形成部中的隔室的宽度db的变化率:[(db-da)/da]
×
100(%)进行测定,通过该变化率来评价蜂窝结构体的变形程度。该变化率越小,意味着:狭缝形成部中,隔室的宽度变化越小。将评价结果示于表1。由表1可知:实施例1~4中,该变化率小于10%,或小于20%,蜂窝结构体的变形均得到良好的抑制。
[0145]
表1
[0146]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1