一种高寿命低变形率石英坩埚及其制备方法与流程
1.本发明涉及石英坩埚领域,具体涉及一种高寿命低变形率石英坩埚及其制备方法。
背景技术:
2.石英坩埚也称石英玻璃坩埚,大多为方形。石英坩埚具有结构精细、热导率低、热膨胀系数小、尺寸精度高、高温不变形、热震稳定性好、电性能好、耐化学侵蚀性好等特点,主要用于多晶硅熔炼铸锭使用。石英坩埚是多晶硅铸锭炉的关键材料,作为装载多晶硅原料的容器。此种石英坩埚要求在1500℃以上的高温下连续工作50小时以上,才能生产多晶硅锭。
3.石英坩埚在用于多晶硅熔炼铸锭使用时,由于其使用条件极其苛刻,对坩埚的纯度、强度、外观缺陷、内在质量、高温性能、热振稳定性、尺寸精度等都有极其严格的要求。而目前石英陶瓷坩埚主要采用注浆成型的方式制备成坯体,然后在1200℃左右烧结得到热导率为0.8w/m
·
k左右的陶瓷坩埚。热导率较低,温度梯度不均匀,受热或散热速率不一致,就会造成侧壁与底部热量差异较大,而为了获得高质量的铸锭多晶,需要较为平整的长晶界面,散热不均就会导致凹形的长晶界面,严重影响晶体的质量。此外,目前常规方法制备的高纯度石英坩埚在高温条件下还存在变形率高、抗热震性不足的缺陷,这也在很大程度上影响了石英坩埚的使用寿命。
技术实现要素:
4.针对现有技术中存在的石英坩埚热导率低导致散热不均匀、影响到晶体的质量,同时在高温条件下还存在变形率高、抗热震性不足的缺陷问题,本发明的目的是提供一种高寿命低变形率石英坩埚及其制备方法。
5.本发明的目的采用以下技术方案来实现:
6.第一方面,本发明提供一种高寿命低变形率石英坩埚,包括石英坩埚本体和设置在石英坩埚本体外侧表面的散热涂层;
7.其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;散热涂层是由硅溶胶和氮化铝/硅化镍复合微球复合而成。
8.优选地,所述石英坩埚本体的壁厚为5~10mm,所述散热涂层的厚度为0.6~1.2mm。
9.优选地,所述硅溶胶中二氧化硅的质量浓度为20%~30%,硅溶胶和石英砂粉末的质量比为1:0.2~0.4,氮化铝/硅化镍复合微球与硅溶胶的质量比为1:6~12。
10.优选地,所述石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为80~90:8.8~10.4:0.6~1.2。
11.优选地,所述氮化铝包覆硅化镍复合微球的粒径为10~50μm。
12.优选地,所述氮化铝/硅化镍复合微球的制备过程为:
13.s1.称取氧化镍粉末与二氧化硅粉末按照质量比为1:1.8~2.1混合至行星球磨仪中,在惰性气体的保护下球磨8~12h,得到球磨粉料;
14.s2.将球磨粉料压实后置于石墨炉内,在惰性气体的保护下,先升温至900~1000℃保温1~2h后,通入氢气,升温至1175~1250℃,继续保温处理2~3h,冷却至室温后,得到硅化镍粉末;
15.s3.将羟乙基纤维素与去离子水按照质量比为1:100~150混合均匀,形成混合液a;然后称取过氧化二苯甲酰与苯乙烯按照质量比为0.1~0.2:10混合均匀,形成混合液b;将混合液a升温至80~90℃后,通入惰性气体作为保护气,倒入混合液b,同时加入硅化镍粉末,搅拌反应4~6h,过滤并收集固体物,干燥处理后,得到聚苯乙烯包覆硅化镍粉末;
16.s4.将异丙醇铝与去离子水按照质量比为1:12~15混合,充分溶解后,加入聚苯乙烯包覆硅化镍粉末,升温至70~80℃,搅拌反应8~12h,喷雾干燥处理,得到氢氧化铝初步包覆硅化镍粉末;
17.s5.将氢氧化铝初步包覆硅化镍粉末混合至去离子水中,加入异丙醇铝,再次升温至70~80℃,搅拌反应3~6h,再次喷雾干燥处理,得到氢氧化铝包覆硅化镍粉末;
18.s6.将氢氧化铝包覆硅化镍粉末置于石墨炉内,在氮气氛围下,先升温至500~600℃,保温1~2h后,之后继续升温至1000~1100℃,保温处理3~5h,之后降温至550~650℃,通入氧气,保持石墨炉内氧气与氮气的体积比为3:1,保温处理3~5h,随炉冷却后,得到氮化铝包覆硅化镍复合微球。
19.优选地,所述s3中,混合液a和混合液b的质量比为20~30:1,硅化镍粉末与混合液a的质量比为1:15~20。
20.优选地,所述硅溶胶中二氧化硅的质量浓度为20%~30%,氮化铝/硅化镍复合微球与硅溶胶的质量比为1:6~12。
21.优选地,所述s4中,聚苯乙烯包覆硅化镍粉末与去离子水的质量比为1:15~20。
22.优选地,所述s5中,异丙醇铝、氢氧化铝初步包覆硅化镍粉末与去离子水的质量比为1:3~5:12~15。
23.第二方面,本发明提供一种高寿命低变形率石英坩埚的制备方法,包括以下步骤:
24.步骤一,制备石英坩埚本体:
25.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
26.步骤二,制备散热涂层:
27.称取氮化铝/硅化镍复合微球与硅溶胶混合均匀后,得到散热涂层;
28.步骤三,制备高寿命低变形率石英坩埚:
29.将散热涂层涂覆至石英坩埚本体的表面,干燥处理后,得到高寿命低变形率石英坩埚。
30.优选地,所述步骤一中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以300~500rpm的球磨速度球磨处理3~5h,得到石英砂浆。
31.优选地,所述步骤一中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在
室温下干燥处理20~24h后,再置于60~100℃下干燥处理10~15h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
32.优选地,所述步骤一中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至300~350℃,保温处理1~2h,再升温至750~800℃,保温处理1~2h,之后升温至1100~1200℃,保温处理3~5h,随炉冷却至室温后,得到石英陶瓷坩埚坯体。
33.优选地,所述步骤二中,散热涂层的混合的方法:称取氮化铝/硅化镍复合微球与硅溶胶在50~60℃的条件下超声分散均匀后,得到散热涂层。
34.优选地,所述步骤三中,散热涂层涂覆的方式为喷涂。
35.优选地,所述步骤三中,在散热涂层涂覆之前,先将石英坩埚本体置于50~60℃烘箱中烘烤0.2~0.5h。
36.优选地,所述步骤三中,干燥处理的条件为:在室温下干燥处理10~12h后,置于石墨炉内,先升温至150~250℃保温处理1~2h,再升温至450~550℃保温处理1~2h,之后再升温至1100~1200℃,保温2~4h,自然冷却后得到高寿命低变形率石英坩埚。
37.本发明的有益效果为:
38.本发明制备了一种石英坩埚,是由石英坩埚本体和表面的散热涂层组成。石英坩埚本体是由不同细度的石英砂粉末再通过与硅溶胶混合后制备而成,散热涂层是由硅溶胶和氮化铝/硅化镍复合微球复合而成。本发明制备的石英坩埚具有高寿命、低变形率、散热均匀、抗热抗震性高的优点。
39.由于常规的石英坩埚由于二氧化硅本身的导热性不足,所以存在散热不均的现象,本发明通过将氮化铝/硅化镍复合微球制备的涂层设置在石英坩埚本体的外侧,目的在于提升其均匀散热性。其中,氮化铝/硅化镍复合微球与硅溶胶复合烧结成型后,形成一层保护膜包覆在石英坩埚的表面,使用硅溶胶是为了作为粘合剂,同时还带来了纳米二氧化硅成分,使得涂层中氮化铝/硅化镍复合微球分散地更加均匀,最终的涂层液更加细腻平滑,进一步增强了均匀散热性和稳定性。
40.本发明中制备的氮化铝/硅化镍复合微球,氮化铝的导热性要高于硅化镍,但两者导热性都远高于二氧化硅。氮化铝作为外壳具有更高的导热性从而使得向外的散热性能更强,硅化镍的作为内核的导热性能稍低一些够起到缓冲热应力的作用。因此,氮化铝/硅化镍复合微球壳核结构的结合从而不仅具有更高的耐高温性,还提升了坩埚的均匀散热性和抗热抗震性。
具体实施方式
41.为了更清楚的说明本发明,对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
42.本发明制备的氮化铝/硅化镍复合微球,是以氮化铝作为外壳,硅化镍作为内核的微球结构。具体制备过程分析如下,第一,通过硅化合物和镍化合物混合球磨后在高温下结合制备出了硅化镍;第二,通过聚苯乙烯的单体溶液聚合法使得硅化镍形成表面包覆聚苯乙烯的微球;第三,利用异丙醇铝与去离子水反应生成氢氧化铝,以及氢氧化铝具有较强吸附性的性质,将聚苯乙烯包覆硅化镍粉末的表面吸附大量的氢氧化铝;第四,利用氢氧化铝
的高温分解成氧化铝以及氧化铝与氮气的反应原理,在硅化镍粉末表面形成氮化铝包覆层。
43.在步骤s5中,再次加入异丙醇铝的作用是为了再次补充包覆形成的氢氧化铝,使氢氧化铝的包覆更加完整;在步骤s6中,在氮气的保护下,包覆的硅化镍粉末中的有机物在500~600℃的条件下会分解碳化,同时氢氧化铝受热分解成氧化铝,之后随着温度继续升高,碳以及氧化铝的含量均越来越多,因此氧化铝在碳的存在下逐渐与氮气反应生成氮化铝,即3sio2+6c+2n2→
si3n4+6co,最终得到了氮化铝包覆在硅化镍粉末的表面,而再次通入的氧气是为了除去未反应完全的碳。
44.下面结合以下实施例对本发明作进一步描述。
45.实施例1
46.一种高寿命低变形率石英坩埚,包括石英坩埚本体和设置在石英坩埚本体外侧表面的散热涂层;其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;散热涂层是由硅溶胶和氮化铝/硅化镍复合微球复合而成,硅溶胶中二氧化硅的质量浓度为25%,氮化铝/硅化镍复合微球与硅溶胶的质量比为1:10,氮化铝包覆硅化镍复合微球的粒径为10~50μm。
47.石英坩埚本体的壁厚为8mm,散热涂层的厚度为1mm。
48.石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为85:9.6:1。
49.氮化铝/硅化镍复合微球的制备过程为:
50.s1.称取氧化镍粉末与二氧化硅粉末按照质量比为1:2混合至行星球磨仪中,在惰性气体的保护下球磨10h,得到球磨粉料;
51.s2.将球磨粉料压实后置于石墨炉内,在惰性气体的保护下,先升温至1000℃保温1.5h后,通入氢气,升温至1250℃,继续保温处理2.5h,冷却至室温后,得到硅化镍粉末;
52.s3.将羟乙基纤维素与去离子水按照质量比为1:100混合均匀,形成混合液a;然后称取过氧化二苯甲酰与苯乙烯按照质量比为0.1:10混合均匀,形成混合液b;将混合液a升温至80℃后,通入惰性气体作为保护气,倒入混合液b,同时加入硅化镍粉末,搅拌反应5h,过滤并收集固体物,干燥处理后,得到聚苯乙烯包覆硅化镍粉末;其中,混合液a和混合液b的质量比为25:1,硅化镍粉末与混合液a的质量比为1:18;
53.s4.将异丙醇铝与去离子水按照质量比为1:13混合,充分溶解后,加入聚苯乙烯包覆硅化镍粉末,升温至70℃,搅拌反应8h,喷雾干燥处理,得到氢氧化铝初步包覆硅化镍粉末;其中,聚苯乙烯包覆硅化镍粉末与去离子水的质量比为1:18;
54.s5.将氢氧化铝初步包覆硅化镍粉末混合至去离子水中,加入异丙醇铝,再次升温至70℃,搅拌反应5h,再次喷雾干燥处理,得到氢氧化铝包覆硅化镍粉末;其中,异丙醇铝、氢氧化铝初步包覆硅化镍粉末与去离子水的质量比为1:4:13;
55.s6.将氢氧化铝包覆硅化镍粉末置于石墨炉内,在氮气氛围下,先升温至600℃,保温1.5h后,之后继续升温至1100℃,保温处理4h,之后降温至600℃,通入氧气,保持石墨炉内氧气与氮气的体积比为3:1,保温处理4h,随炉冷却后,得到氮化铝包覆硅化镍复合微球。
56.上述高寿命低变形率石英坩埚的制备方法,包括以下步骤:
57.步骤一,制备石英坩埚本体:
58.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
59.其中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以400rpm的球磨速度球磨处理3~5h,得到石英砂浆;
60.其中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在室温下干燥处理24h后,再置于80℃下干燥处理12h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
61.其中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至300℃,保温处理2h,再升温至750℃,保温处理2h,之后升温至1200℃,保温处理4h,随炉冷却至室温后,得到石英陶瓷坩埚坯体。
62.步骤二,制备散热涂层:
63.称取氮化铝/硅化镍复合微球与硅溶胶在60℃的条件下超声分散均匀后,得到散热涂层;
64.步骤三,制备高寿命低变形率石英坩埚:
65.先将石英坩埚本体置于50℃烘箱中烘烤0.5h,再将散热涂层喷涂至石英坩埚本体的表面,在室温下干燥处理12h后,置于石墨炉内,先升温至200℃保温处理1.5h,再升温至500℃保温处理1.5h,之后再升温至1200℃,保温3h,自然冷却后得到高寿命低变形率石英坩埚。
66.实施例2
67.一种高寿命低变形率石英坩埚,包括石英坩埚本体和设置在石英坩埚本体外侧表面的散热涂层;其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;散热涂层是由硅溶胶和氮化铝/硅化镍复合微球复合而成,硅溶胶中二氧化硅的质量浓度为20%,氮化铝/硅化镍复合微球与硅溶胶的质量比为1:6,氮化铝包覆硅化镍复合微球的粒径为10~50μm。
68.石英坩埚本体的壁厚为5mm,散热涂层的厚度为0.6mm。
69.石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为80:8.8:0.6。
70.氮化铝/硅化镍复合微球的制备过程为:
71.s1.称取氧化镍粉末与二氧化硅粉末按照质量比为1:1.8混合至行星球磨仪中,在惰性气体的保护下球磨8h,得到球磨粉料;
72.s2.将球磨粉料压实后置于石墨炉内,在惰性气体的保护下,先升温至900℃保温1h后,通入氢气,升温至1175℃,继续保温处理2h,冷却至室温后,得到硅化镍粉末;
73.s3.将羟乙基纤维素与去离子水按照质量比为1:100混合均匀,形成混合液a;然后称取过氧化二苯甲酰与苯乙烯按照质量比为0.1:10混合均匀,形成混合液b;将混合液a升温至80℃后,通入惰性气体作为保护气,倒入混合液b,同时加入硅化镍粉末,搅拌反应4h,过滤并收集固体物,干燥处理后,得到聚苯乙烯包覆硅化镍粉末;其中,混合液a和混合液b的质量比为20:1,硅化镍粉末与混合液a的质量比为1:15;
74.s4.将异丙醇铝与去离子水按照质量比为1:12混合,充分溶解后,加入聚苯乙烯包覆硅化镍粉末,升温至70℃,搅拌反应8h,喷雾干燥处理,得到氢氧化铝初步包覆硅化镍粉末;其中,聚苯乙烯包覆硅化镍粉末与去离子水的质量比为1:15;
75.s5.将氢氧化铝初步包覆硅化镍粉末混合至去离子水中,加入异丙醇铝,再次升温至70℃,搅拌反应3h,再次喷雾干燥处理,得到氢氧化铝包覆硅化镍粉末;其中,异丙醇铝、氢氧化铝初步包覆硅化镍粉末与去离子水的质量比为1:3:12;
76.s6.将氢氧化铝包覆硅化镍粉末置于石墨炉内,在氮气氛围下,先升温至500℃,保温1h后,之后继续升温至1000℃,保温处理3h,之后降温至550℃,通入氧气,保持石墨炉内氧气与氮气的体积比为3:1,保温处理3h,随炉冷却后,得到氮化铝包覆硅化镍复合微球。
77.上述高寿命低变形率石英坩埚的制备方法,包括以下步骤:
78.步骤一,制备石英坩埚本体:
79.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
80.其中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以300rpm的球磨速度球磨处理3h,得到石英砂浆;
81.其中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在室温下干燥处理20h后,再置于60℃下干燥处理10h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
82.其中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至300℃,保温处理1h,再升温至750℃,保温处理1h,之后升温至1100℃,保温处理3h,随炉冷却至室温后,得到石英陶瓷坩埚坯体。
83.步骤二,制备散热涂层:
84.称取氮化铝/硅化镍复合微球与硅溶胶在50℃的条件下超声分散均匀后,得到散热涂层;
85.步骤三,制备高寿命低变形率石英坩埚:
86.先将石英坩埚本体置于50℃烘箱中烘烤0.2h,再将散热涂层喷涂至石英坩埚本体的表面,在室温下干燥处理10h后,置于石墨炉内,先升温至150℃保温处理1h,再升温至450℃保温处理1h,之后再升温至1100℃,保温2h,自然冷却后得到高寿命低变形率石英坩埚。
87.实施例3
88.一种高寿命低变形率石英坩埚,包括石英坩埚本体和设置在石英坩埚本体外侧表面的散热涂层;其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;散热涂层是由硅溶胶和氮化铝/硅化镍复合微球复合而成,硅溶胶中二氧化硅的质量浓度为30%,氮化铝/硅化镍复合微球与硅溶胶的质量比为1:12,氮化铝包覆硅化镍复合微球的粒径为10~50μm。
89.石英坩埚本体的壁厚为10mm,散热涂层的厚度为1.2mm。
90.石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为90:10.4:1.2。
91.氮化铝/硅化镍复合微球的制备过程为:
92.s1.称取氧化镍粉末与二氧化硅粉末按照质量比为1:2.1混合至行星球磨仪中,在惰性气体的保护下球磨12h,得到球磨粉料;
93.s2.将球磨粉料压实后置于石墨炉内,在惰性气体的保护下,先升温至1000℃保温2h后,通入氢气,升温至1250℃,继续保温处理3h,冷却至室温后,得到硅化镍粉末;
94.s3.将羟乙基纤维素与去离子水按照质量比为1:150混合均匀,形成混合液a;然后
称取过氧化二苯甲酰与苯乙烯按照质量比为0.2:10混合均匀,形成混合液b;将混合液a升温至90℃后,通入惰性气体作为保护气,倒入混合液b,同时加入硅化镍粉末,搅拌反应6h,过滤并收集固体物,干燥处理后,得到聚苯乙烯包覆硅化镍粉末;其中,混合液a和混合液b的质量比为30:1,硅化镍粉末与混合液a的质量比为1:20;
95.s4.将异丙醇铝与去离子水按照质量比为1:15混合,充分溶解后,加入聚苯乙烯包覆硅化镍粉末,升温至80℃,搅拌反应12h,喷雾干燥处理,得到氢氧化铝初步包覆硅化镍粉末;其中,聚苯乙烯包覆硅化镍粉末与去离子水的质量比为1:20;
96.s5.将氢氧化铝初步包覆硅化镍粉末混合至去离子水中,加入异丙醇铝,再次升温至80℃,搅拌反应6h,再次喷雾干燥处理,得到氢氧化铝包覆硅化镍粉末;其中,异丙醇铝、氢氧化铝初步包覆硅化镍粉末与去离子水的质量比为1:5:15;
97.s6.将氢氧化铝包覆硅化镍粉末置于石墨炉内,在氮气氛围下,先升温至600℃,保温2h后,之后继续升温至1100℃,保温处理5h,之后降温至650℃,通入氧气,保持石墨炉内氧气与氮气的体积比为3:1,保温处理5h,随炉冷却后,得到氮化铝包覆硅化镍复合微球。
98.上述高寿命低变形率石英坩埚的制备方法,包括以下步骤:
99.步骤一,制备石英坩埚本体:
100.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
101.其中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以500rpm的球磨速度球磨处理5h,得到石英砂浆;
102.其中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在室温下干燥处理24h后,再置于100℃下干燥处理15h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
103.其中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至350℃,保温处理2h,再升温至800℃,保温处理2h,之后升温至1200℃,保温处理5h,随炉冷却至室温后,得到石英陶瓷坩埚坯体。
104.步骤二,制备散热涂层:
105.称取氮化铝/硅化镍复合微球与硅溶胶在60℃的条件下超声分散均匀后,得到散热涂层;
106.步骤三,制备高寿命低变形率石英坩埚:
107.先将石英坩埚本体置于60℃烘箱中烘烤0.5h,再将散热涂层喷涂至石英坩埚本体的表面,在室温下干燥处理12h后,置于石墨炉内,先升温至250℃保温处理2h,再升温至550℃保温处理2h,之后再升温至1200℃,保温2~4h,自然冷却后得到高寿命低变形率石英坩埚。
108.对比例1
109.一种高寿命低变形率石英坩埚,包括石英坩埚本体和设置在石英坩埚本体外侧表面的散热涂层;其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;散热涂层是由硅溶胶和氮化铝微球复合而成,硅溶胶中二氧化硅的质量浓度为25%,氮化铝微球与硅溶胶的质量比为1:10,氮化铝微球的粒径为10~50μm。
110.石英坩埚本体的壁厚为8mm,散热涂层的厚度为1mm。
111.石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100
μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为85:9.6:1。
112.上述高寿命低变形率石英坩埚的制备方法,包括以下步骤:
113.步骤一,制备石英坩埚本体:
114.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
115.其中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以400rpm的球磨速度球磨处理3~5h,得到石英砂浆;
116.其中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在室温下干燥处理24h后,再置于80℃下干燥处理12h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
117.其中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至300℃,保温处理2h,再升温至750℃,保温处理2h,之后升温至1200℃,保温处理4h,随炉冷却至室温后,得到石英陶瓷坩埚坯体。
118.步骤二,制备散热涂层:
119.称取氮化铝微球与硅溶胶在60℃的条件下超声分散均匀后,得到散热涂层;
120.步骤三,制备高寿命低变形率石英坩埚:
121.先将石英坩埚本体置于50℃烘箱中烘烤0.5h,再将散热涂层喷涂至石英坩埚本体的表面,在室温下干燥处理12h后,置于石墨炉内,先升温至200℃保温处理1.5h,再升温至500℃保温处理1.5h,之后再升温至1200℃,保温3h,自然冷却后得到高寿命低变形率石英坩埚。
122.对比例2
123.一种石英陶瓷坩埚,包括石英坩埚本体;其中,石英坩埚本体是由硅溶胶和石英砂粉末制备而成;硅溶胶中二氧化硅的质量浓度为25%。
124.石英坩埚本体的壁厚为8mm。
125.石英砂粉末的纯度不小于99.9%,包括粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂;其中,粒径为0.5~1mm的石英砂,粒径为20~100μm的石英砂和粒径为100~200nm的石英砂的质量比为85:9.6:1。
126.上述石英陶瓷坩埚的制备方法,包括以下步骤:
127.称取石英砂粉末与硅溶胶球磨成石英砂浆后,注浆成型并经过烧结处理,制备得到石英坩埚本体;
128.其中,石英砂粉末球磨成石英砂浆的过程为:将石英砂粉末与硅溶胶混合至行星球磨仪中,以400rpm的球磨速度球磨处理3~5h,得到石英砂浆;
129.其中,注浆成型的过程为:将石英砂浆浇注至石膏模具中,先在室温下干燥处理24h后,再置于80℃下干燥处理12h,之后再置于石墨炉内烧结处理,即得到石英坩埚本体。
130.其中,烧结处理的过程为:将注浆成型后的产物置于石墨炉内,先升温至300℃,保温处理2h,再升温至750℃,保温处理2h,之后升温至1200℃,保温处理4h,随炉冷却至室温后,得到石英陶瓷坩埚。
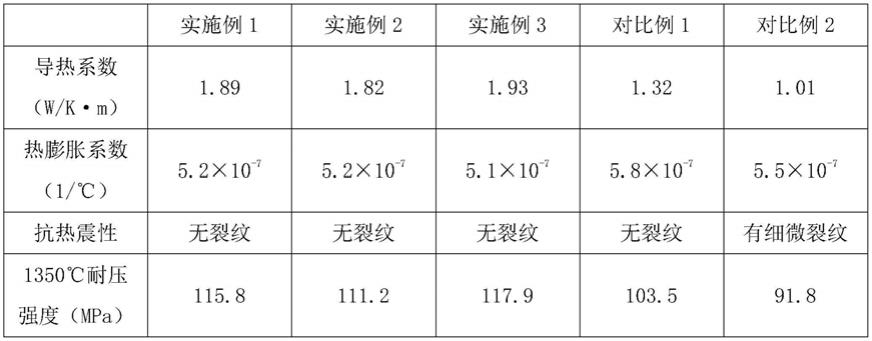
131.为了更加清楚的说明本发明,将本发明实施例1~3以及对比例1~2中所制备得到的石英坩埚进行性能上的检测对比,耐压强度按照标准gb/t 4740-1999进行检测;抗热震
性按照标准gb/t 3298-2008(20℃~200℃)进行检测;变形率使用热膨胀系数体现,根据标准qb/t1321-2012检测。
132.结果如表1所示:
133.表1不同石英坩埚的性能检测对比
[0134][0135]
由上表可知,本发明实施例1~3制备得到的石英坩埚的导热系数较高、热膨胀系数较小、热震无裂纹、高温耐压强度较大,说明具有较好的导热性、较低的变形率、较好的抗热震性以及较高的耐高温性,也进一步提升了石英坩埚的使用寿命。
[0136]
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1