玻璃器皿批量倒口装置的制作方法
1.本实用新型涉及玻璃器皿倒口装置的技术领域,尤其涉及一种玻璃器皿批量倒口装置。
背景技术:
2.在生活中我们会用到许多的玻璃器皿,而玻璃器皿的加工方式包括吹制成型、压制成型、离心成型、自由成型这几种方式。在玻璃器皿成型后通常会在其开口处成型一个倒口,以方便在使用玻璃器皿时将盛装在其内部的液体倒出。
3.现有相关技术,在加工倒口时,通常是采用人工手持加热火枪,对玻璃器皿的开口处进行加热,当加热至一定温度后,使用钳子将加热部分向外侧掰,使其成型为一个倒口。采用人工制作倒口的方式时,倒口形状大小不同,且产品的加工效率较低。
技术实现要素:
4.针对现有技术中所述存在的不足,本方案提供了玻璃器皿批量倒口装置,其解决了玻璃器皿倒口的形状大小不同且加工效率低的问题。
5.根据本实用新型的实施例,一种玻璃器皿批量倒口装置,包括水平设置的安装板,所述安装板上设置有夹持机构和倒口机构,所述夹持机构用于沿同一直线同时夹持多个玻璃器皿;所述倒口机构包括设置在安装板上的倒口组件,所述倒口组件包括转动设置在升降组件上的转动件,所述转动件为长条状构件,转动件沿夹持机构夹持玻璃器皿的方向设置,在转动件上安装有多个倒口件,倒口件沿垂直与转动件的长度方向设置且位于同一平面内,在转动件上连接有用于驱动其进行转动的驱动件。
6.通过以上技术方案,在使用该装置为玻璃器皿制作倒口时,将多个玻璃器皿沿直线方向分布,并夹持在夹持机构上;对玻璃器皿需要制作倒口的地方进行加热,当加热至需要的温度后,启动驱动件,使转动件进行转动,当转动件进行转动时带动倒口件进行转动,以达到倒口件对玻璃器皿加热的地方进行倒口的功能,使用该装置对玻璃器皿进行倒口时,使得每一个加工出来的玻璃器皿的倒口形状大小军相同,提高了产品的加工质量;该装置可以一次性对多个玻璃器皿进行倒口,提高了玻璃器皿的加工效率。
7.优选的,所述倒口机构还包括升降组件,所述倒口组件安装在升降组件上,所述升降组件用于驱使倒口组件沿垂直于安装板的方向进行往复运动。
8.通过以上技术方案,利用升降组件可以驱使倒口组件沿竖直方向进行运动,在装置对高度不同的玻璃器皿制作倒口时,可以使用升降组件调节倒口机构的高度,使得装置的实用性更高。
9.优选的,所述驱动件为步进电机,所述转动件连接有用于检测器转动角度的角位移传感器。
10.通过以上技术方案,使用步进电机更加方便控制转动件的转动角度,使得每次转动的角度均相同,角位移传感器用于检测转动件的转动角度,可以对转动件每一次转动的
角度进行对比,将角位移传感器接收的信号反馈至步进电机,使得转动件每一次转动的角度均相同,即可以使得玻璃器皿的倒口的形状大小均相同,进一步提高生产的产品质量。
11.优选的,所述倒口件为长条状构件,倒口件穿设在转动件上,并在倒口件上设置有用于固定转动件和倒口件之间的相对位置的紧固螺母。
12.通过以上技术方案,利用倒口件穿设在转动件上的结构,可以调节倒口件与转动件之间的位置,以适用于开口直径不同的玻璃器皿,进一步提高了装置的实用性。
13.优选的,所述夹持机构包括定位件和施力组件,在定位件的一侧沿直线方向设置有多个定位口,所述定位口为v型口,所述施力组件用于朝向定位口的方向运动对待夹持的工件施加夹紧力。
14.通过以上技术方案,定位件用于定位玻璃器皿,方便定位玻璃器皿与倒口件的相对位置,将定位口制作成v型口可以起到自动定心的作用,在夹持不同直径的工件时均可以使得工件位于定位口的中间位置处,提高了装置的可靠性。
15.优选的,所述施力组件包括多个第一线性伸缩件、运动杆,第一线性伸缩件固定在安装板上,其伸缩端朝向定位口设置,运动杆沿多个定位口的分布方向设置,运动杆固定在第一线性伸缩件的伸缩端。
16.通过以上技术方案,利用运动杆可以分散第一线性伸缩件的作用力,使得每一个被加持的玻璃器皿均获得相同的作用力,减小由于某一些玻璃器皿受到的作用力较大,致使玻璃器皿发生碎裂的可能,提高装置的可靠性。
17.优选的,所述运动杆上设置有多个浮动组件,浮动组件包括伸缩杆、弹簧,伸缩杆滑移穿设在运动杆上,伸缩杆朝向定位口设置,在伸缩杆朝向定位口设置的一端固定有抵接件,弹簧穿设在伸缩杆上且位于运动杆与抵接件之间。
18.通过以上技术方案,当线性驱动件由于反应时差等原因,导致运动杆倾斜与放置在定位件上的玻璃器皿和分布直线存在倾角时,利用浮动组件可以弥补产生的误差,使得装置依旧可以对放置在定位件上的玻璃器皿进行夹紧处理,提高了的装置的可靠性;同时使用该装置还可以夹持口径不同的玻璃器皿,使得装置更加的实用。
19.优选的,所述伸缩杆远离抵接件的一端设置有限位件,限位件用于限定伸缩杆的滑移行程。
20.通过以上技术方案,限位件用于限定伸缩杆的运动行程,减小由于运动杆朝向远离定位件的方向进行运动时,受弹簧的作用力,伸缩杆脱离运动杆的可能,提高装置的可靠性。
21.相比于现有技术,本实用新型至少具有如下有益效果之一:
22.1.利用该装置为玻璃器皿制作倒口时,可以使得每一个玻璃器皿的倒口的形状大小均相同,提高了产品的加工质量,该装置还可以同时为多个玻璃器皿制作倒口,有利于提高产品的加工效率;
23.2.利用升降组件和倒口件穿设在转动件上的结构,可以使得装置可以对不同高度,不同口径的玻璃器皿制作倒口,提高了装置的实用性;
24.3.利用设置在运动杆上的浮动组件,可以减小由于装置的自身误差带来夹持玻璃器皿产生时的误差,提高了装置的实用性。
附图说明
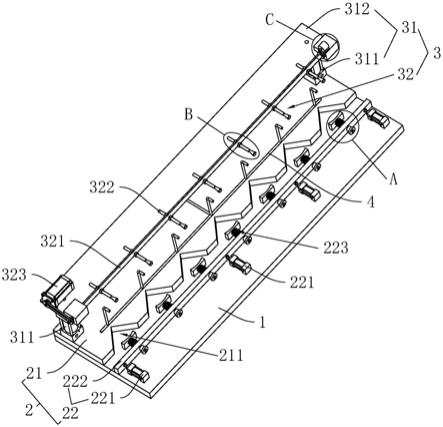
25.图1为本技术实施例的整体结构示意图;
26.图2为图1中的a部放大图;
27.图3为图1中的b部放大图;
28.图4为图1中的c部放大图。
29.上述附图中:1、安装板;2、夹持机构;21、定位件;211、定位口;22、施力组件;221、第一线性伸缩件;222、运动杆;223、浮动组件;2231、伸缩杆;2232、弹簧;2233、抵接件;2234、限位件;3、倒口机构;31、升降组件;311、第二线性伸缩件;312、顶升件;32、倒口组件;321、转动件;322、倒口件;323、驱动件;324、角位移传感器;325、紧固螺母;326、安装座;327、成型件;4、燃料管。
具体实施方式
30.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
31.一种玻璃器皿批量倒口装置,参照图1-图4,包括安装板1、设置在其上用于同时沿同一直线方向夹持多个待加工的玻璃器皿的夹持机构2、固定在安装板1上用于为玻璃器皿制作倒口的倒口机构3。利用该装置可以使得加工出来的玻璃器皿的倒口的形状大小均相同,同时还可以提高产品的加工效率。
32.安装板1可以采用钢板制作,此处制作成矩形板状构件。夹持机构2包括定位件21和施力组件22,定位件21采用平板状构件制作,此处定位件21制作成矩形板状构件,定位件21的宽度小于安装板1,定位件21固定在安装板1的其中一主平面上,且其侧面与安装板1的侧面相平行,定位件21可以采用螺栓连接或者焊接固定的方式固定在安装板1上,定位件21靠近安装板1的侧面设置。在定位件21的一侧沿其侧边的长度方向开设有多个定位口211,定位口211为v型口。
33.施力组件22包括多个第一线性伸缩件221和用于抵接玻璃器皿的运动杆222,第一线性伸缩件221可以采用通过市场购买的气缸、液压缸或者电缸,此处采用气缸,第一线性伸缩件221安装固定在安装板1上,其伸缩端朝向定位件21设置,运动杆222为长杆状或者长板状构件,此处运动杆222制作成圆柱状构件,运动杆222固定在第一线性伸缩件221的伸缩端上。
34.在对待加工的玻璃器皿进行夹持时,将玻璃器皿放置在定位口211内,启动第一线性伸缩件221,将运动杆222推动与玻璃器皿抵接,将玻璃器皿抵接在定位口211内,利用将运动杆222设置在第一线性伸缩件221上的结构可以使得第一线性伸缩件221施加的作用力均匀的分布在运动杆222上,使玻璃器皿的受力更加均匀,减小玻璃器皿因受力过大发生损坏的可能。
35.在运动杆222上还安装有多个浮动组件223,浮动组件223包括安装在运动杆222上的伸缩杆2231、弹簧2232和抵接件2233,伸缩杆2231为长杆状构件,伸缩杆2231朝向定位口211设置,每一个定位口211均对应设置有一个伸缩杆2231;抵接件2233固定在伸缩杆2231朝向定位口211的一端,抵接件2233可以采用平板状构件制作,抵接件2233朝向定位口211的一面设置成内凹的圆弧状;弹簧2232可以通过市场购买得到,弹簧2232穿设在伸缩杆2231上,且弹簧2232位于抵接件2233和运动杆222之间。
36.在启动第一线性伸缩件221驱使运动杆222朝向定位口211的方向进行运动时,利用浮动组件223可以使得抵接件2233保持抵接玻璃器皿的状态,减小由于第一线性伸缩件221的响应时间误差或者装置的自身原因造成运动杆222发生倾斜,致使不但能对玻璃器皿进行抵接的可能,提高了装置的可靠性。同时利于浮动组件223还可以夹持不同口径的玻璃器皿,提高了装置的实用性。
37.在伸缩杆2231远离抵接件2233的一端固定有限位件2234,限位件2234为平板状构件,限位件2234可以采用螺栓连接固定在伸缩杆2231上。
38.倒口机构3设置在安装板1或者定位件21上,此处设置在定位件21上;倒口机构3包括升降组件31和倒口组件32,升降组件31包括安装在定位件21上的第二线性伸缩件311和顶升件312,第二线性伸缩件311可以采用气缸、液压缸或者电缸制作,第二线性伸缩件311竖直设置在定位件21上,顶升件312可以制作成平板状构件,顶升件312水平固定在第二线性伸缩件311的伸缩端上。
39.倒口组件32安装在顶升件312上,倒口组件32包括转动设置在顶升件312边缘处的转动件321、倒口件322和驱动件323,转动件321为长条状构件,为方便安装转动件321,在转动件321的两端设置有安装座326,安装座326设置在顶升件312靠近定位口211的一侧,使转动件321的长度方向沿多个定位口211的分布方向设置。
40.在转动件321上穿设有多个倒口件322,一个定位口211对应一个倒口件322,倒口件322为长条状构件,安装倒口件322时,使得所有的倒口件322均位于同一水平面,且倒口件322的长度方向垂直于转动件321设置。
41.在倒口件322上连接有紧固螺母325,紧固螺母325与倒口件322之间呈螺纹连接,且在倒口件322上安装两个紧固螺母325,两个紧固螺母325分布在转动件321的两侧。
42.驱动件323可以采用通过市场购买的步进电机,驱动件323安装在顶升件312上,驱动件323和转动件321之间采用带传动的机构传递动力。使用步进电机作为驱动件323可以准确的控制转动件321的转动角度,即可以准确控制倒口的倾斜角度。
43.转动件321上还连接有一个角位移传感器324,角位移传感器324可以通过市场购买得到,在驱动件323驱使转动件321进行转动时,转动件321将其自身的转动角度传输至角位移传感器324,角位移传感器324将其获得的转动角度得到信号反馈至驱动件323,以方便并进行自适应的调整。
44.在倒口件322远离转动件321的一端螺纹连接有成型件327,成型件327为一个圆锥状的构件,成型件327的大端朝向远离倒口件322的方向设置,成型件327与倒口件322同轴设置。
45.在安装板1上安装有用于供燃气传输的燃料管4,每一个定位口211均对应设置有一个燃料管4,在燃料管4的出口端安装有喷头,燃料管4可以采用金属波纹管制作,以方便改变喷头的高度。
46.本技术一种玻璃器皿批量倒口装置的实施原理为:将多个待加工的玻璃器皿放置在定位口211处,启动第一线性伸缩件221,驱使运动杆222和浮动组件223朝向定位口211进行运动,将玻璃器皿夹紧;启动第二线性伸缩件311,使倒口组件32位于合适的高度,启动驱动件323,使倒口件322水平设置;点燃自燃料管4传输的燃气对玻璃器皿进行加热;当加热至一定温度后,驱使转动件321朝向玻璃器皿进行转动,在玻璃器皿上制作倒口,待玻璃器
皿成型后取出即可。
47.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1