一种柔性玻璃制品制作加工方法与流程
1.本发明涉及柔性玻璃技术领域,特别涉及一种柔性玻璃制品制作加工方法。
背景技术:
2.柔性玻璃制品是近年来超薄玻璃发展的方向,具有良好的可弯曲、柔韧的性能,满足电子产品智能化及轻薄化的要求。
3.综合国内外的研究,现有柔性玻璃制品(一般指厚度在10~200um之间)主要的制备方法有两种:
4.一、直接成型法将用于制造玻璃的各组分加热熔融后,采用浮法/溢流的方式直接制成指定厚度的柔性玻璃,但是在批量生产中,该方法主要用于制作厚度大于100um的玻璃,而且成本很高,不易大面积制作;
5.二、薄化法通过hf等液体蚀刻或者研磨/抛光的方式,将较厚的玻璃薄化至指定厚度的柔性玻璃。该方法成本较低,且可以大面积制作,然而由于玻璃薄化目标厚度非常薄,制程中非常容易碎裂;
6.其次,柔性玻璃制品的加工主要包括切割、表面微蚀刻、表面研磨抛光、cnc成型、边抛、边缘蚀刻、钢化等。使得柔性玻璃厚度薄,钢化前具有易碎的特点。
技术实现要素:
7.本发明所要解决的技术问题是,提供一种柔性玻璃制品制作加工方法。
8.为了解决这一技术问题,本发明采用以下技术方案:
9.一种柔性玻璃制品制作加工方法,包括以下步骤;
10.步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
11.步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
12.步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
13.步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
14.步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
15.进一步地,所述粘接组合物包括压敏型、热固型、uv固化型、二液混合固化型胶粘剂。
16.进一步地,所述粘接组合物包括采用光收缩/膨胀型树脂为主体的组合物。
17.进一步地,所述粘接组合物包括采用热收缩/膨胀型树脂为主体的组合物。
18.进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
19.进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉。
20.进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
21.进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理。
22.进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
23.进一步地,所述玻璃原材与载板ⅰ之间设有阻隔物,所述阻隔物的尺寸小于玻璃原材与载板ⅰ尺寸;所述玻璃原材与载板ⅰ之间通过粘接组合物粘接。
24.本发明的有益效果如下:
25.1.本发明的制备的柔性玻璃与现有的直接成型法相比,具有技术难度低、生产过程容易控制、成本较低,容易进行大面积制作。
26.2.本发明的制备的柔性玻璃与现有的薄化法相比,通过载板作为支撑,在生产加工过程中,产品不易碎裂,玻璃表面缺陷容易修复。
27.具体地实施方式
28.以下结合实施例对本发明作进一步说明。
29.实施例1
30.一种柔性玻璃制品制作加工方法,包括以下步骤;
31.步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
32.步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
33.步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
34.步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
35.步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
36.进一步地,所述粘接组合物包括压敏型、热固型、uv固化型、二液混合固化型胶粘剂。
37.进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
38.进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
39.进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
40.进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理;其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
41.进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
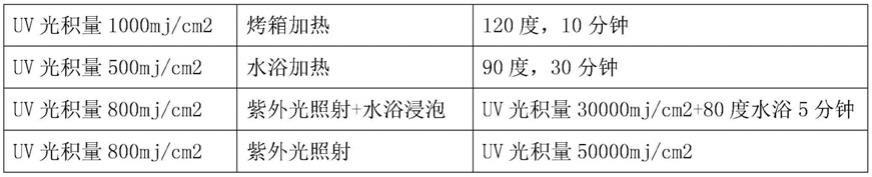
42.进一步地,紫外光照射和/或加热处理方式如下表所示;
43.层叠条件分离方式分离条件uv光积量1000mj/cm2烤箱加热120度,10分钟uv光积量500mj/cm2水浴加热90度,30分钟uv光积量800mj/cm2紫外光照射+水浴浸泡uv光积量30000mj/cm2+80度水浴5分钟uv光积量800mj/cm2紫外光照射uv光积量50000mj/cm2
44.实施例2
45.一种柔性玻璃制品制作加工方法,包括以下步骤;
46.步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
47.步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
48.步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
49.步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
50.步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
51.进一步地,所述粘接组合物包括采用光收缩/膨胀型树脂为主体的组合物。
52.进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
53.进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
54.进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
55.进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理,其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
56.进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
57.进一步地,紫外光照射和/或加热处理方式如下表所示;
58.层叠条件分离方式分离条件uv光积量1000mj/cm2烤箱加热120度,10分钟uv光积量500mj/cm2水浴加热90度,30分钟uv光积量800mj/cm2紫外光照射+水浴浸泡uv光积量30000mj/cm2+80度水浴5分钟uv光积量800mj/cm2紫外光照射uv光积量50000mj/cm2
59.实施例3
60.一种柔性玻璃制品制作加工方法,包括以下步骤;
61.步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
62.步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
63.步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
64.步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
65.步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
66.进一步地,所述粘接组合物包括采用热收缩/膨胀型树脂为主体的组合物。
67.进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
68.进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
69.进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
70.进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理,其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
71.进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
72.进一步地,紫外光照射和/或加热处理方式如下表所示;
73.层叠条件分离方式分离条件uv光积量1000mj/cm2烤箱加热120度,10分钟uv光积量500mj/cm2水浴加热90度,30分钟uv光积量800mj/cm2紫外光照射+水浴浸泡uv光积量30000mj/cm2+80度水浴5分钟uv光积量800mj/cm2紫外光照射uv光积量50000mj/cm2
74.实施例4
75.一种柔性玻璃制品制作加工方法,包括以下步骤;
76.步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
77.步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
78.步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
79.步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
80.步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
81.进一步地,所述粘接组合物包括压敏型、热固型、uv固化型、二液混合固化型胶粘剂。
82.进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
83.进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
84.进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
85.进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理,其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
86.进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
87.进一步地,所述玻璃原材与载板ⅰ之间设有阻隔物,所述阻隔物的尺寸小于玻璃原材与载板ⅰ尺寸;所述玻璃原材与载板ⅰ之间通过粘接组合物粘接,且玻璃原材、载板ⅰ、载板ⅱ的表面均设置有蚀刻液防腐层。
88.进一步地,紫外光照射和/或加热处理方式如下表所示;
[0089][0090][0091]
实施例5
[0092]
一种柔性玻璃制品制作加工方法,包括以下步骤;
[0093]
步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
[0094]
步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
[0095]
步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,再通过切割、cnc成型加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
[0096]
步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
[0097]
步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
[0098]
进一步地,所述粘接组合物包括采用光收缩/膨胀型树脂为主体的组合物。
[0099]
进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
[0100]
进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
[0101]
进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
[0102]
进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理,其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
[0103]
进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
[0104]
进一步地,所述玻璃原材与载板ⅰ之间设有阻隔物,所述阻隔物的尺寸小于玻璃原材与载板ⅰ尺寸;所述玻璃原材与载板ⅰ之间通过粘接组合物粘接,且玻璃原材、载板ⅰ、载板ⅱ的表面均设置有蚀刻液防腐层。
[0105]
进一步地,紫外光照射和/或加热处理方式如下表所示;
[0106]
层叠条件分离方式分离条件uv光积量1000mj/cm2烤箱加热120度,10分钟uv光积量500mj/cm2水浴加热90度,30分钟uv光积量800mj/cm2紫外光照射+水浴浸泡uv光积量30000mj/cm2+80度水浴5分钟uv光积量800mj/cm2紫外光照射uv光积量50000mj/cm2
[0107]
实施例6
[0108]
一种柔性玻璃制品制作加工方法,包括以下步骤;
[0109]
步骤一;将玻璃原材通过粘接组合物贴附于载板ⅰ上,使得玻璃原材与载板ⅰ固定;
[0110]
步骤二;将固定后的玻璃原材与载板ⅰ进行化学蚀刻减薄和/或物理研磨抛光,使得玻璃原材薄化至指定厚度,并去除其表面外观缺陷,得到由载板ⅰ固定的柔性玻璃;
[0111]
步骤三;将一块或复数块由载板ⅰ固定的柔性玻璃通过粘接组合物与载板ⅱ层叠,
再通过切割、cnc成型、研磨抛光、蚀刻加工,得到由载板ⅱ固定的柔性玻璃ⅰ;
[0112]
步骤四;将由载板ⅱ固定的柔性玻璃ⅰ,通过紫外光照射和/或加热处理,使载板ⅰ、载板ⅱ与柔性玻璃分离,得到柔性玻璃ⅰ;
[0113]
步骤五;将步骤四的柔性玻璃ⅰ进行钢化处理,得到柔性玻璃制品。
[0114]
进一步地,所述粘接组合物包括采用热收缩/膨胀型树脂为主体的组合物。
[0115]
进一步地,所述化学蚀刻减薄方式包括浸泡式、喷淋式、水平淋洗式,所述蚀刻液包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种与玻璃原材反应进行蚀刻减薄。
[0116]
进一步地,所述物理研磨抛光包括采用研磨抛光机进行减薄和/或抛光,所述研磨抛光料粉包括含金刚砂、石英砂、碳化硅、氧化铝、氧化铈、氧化铁的研磨抛光料粉;其中,研磨抛光机用于将玻璃原材在化学蚀刻减薄过程中产生的表面外观缺陷进行修复。
[0117]
进一步地,所述载板包括玻璃、陶瓷、石英、pp、pe、pvc、pvdf、pmma材质载板;所述贴附方式包括刮刀刮涂、滚轮滚压、压板压合贴附。
[0118]
进一步地,所述步骤三中还包括研磨抛光、蚀刻加工;所述切割包括刀轮切割、激光切割、水刀切割;所述cnc成型、研磨抛光、蚀刻包括对柔性玻璃表面边缘和侧面四周进行加工处理,其中,蚀刻加工包括采用氢氟酸、氟硅酸、氟化铵、氟化氢铵、盐酸、硫酸、硝酸、磷酸、草酸、柠檬酸、酒石酸、氨基磺酸中的一种或多种为蚀刻液进行蚀刻处理。
[0119]
进一步地,所述钢化方式包括将柔性玻璃浸泡在熔盐中,经过离子置换,增加柔性玻璃表面强度,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钾、亚硝酸钠、硅酸钾、硅酸钠、磷酸钾、磷酸钠。
[0120]
进一步地,所述玻璃原材与载板ⅰ之间设有阻隔物,所述阻隔物的尺寸小于玻璃原材与载板ⅰ尺寸;所述玻璃原材与载板ⅰ之间通过粘接组合物粘接,且玻璃原材、载板ⅰ、载板ⅱ的表面均设置有蚀刻液防腐层。
[0121]
进一步地,紫外光照射和/或加热处理方式如下表所示;
[0122]
层叠条件分离方式分离条件uv光积量1000mj/cm2烤箱加热120度,10分钟uv光积量500mj/cm2水浴加热90度,30分钟uv光积量800mj/cm2紫外光照射+水浴浸泡uv光积量30000mj/cm2+80度水浴5分钟uv光积量800mj/cm2紫外光照射uv光积量50000mj/cm2
[0123]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明技术方案进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1