一种具有AG功能的凹面显示曲面玻璃的制造方法与流程
一种具有ag功能的凹面显示曲面玻璃的制造方法
技术领域
1.本技术涉及玻璃深加工工艺技术领域,特别涉及一种具有ag功能的凹面显示曲面玻璃的制造方法。
背景技术:
2.随着人类物质水平提高,对屏幕显示需求逐渐增大,同时追求更高性能、更加舒适屏幕显示,造成汽车行业及家电行业对弯曲屏幕显示玻璃的需求不断增加,然而玻璃表面反光现象会造成视觉不适,易疲劳,故需要具有ag防眩功能的曲面玻璃。传统的ag曲面玻璃生产工艺多为先ag,再热弯成型,然后化学钢化,更具体地说,先采用ag防眩处理后,再根据样片尺寸进行热弯处理,即在玻璃软化点附近,利用玻璃自身重力或者在外力作用下在设计的模具中实现玻璃弯曲,然后再对热弯后的产品进行化学钢化,加强玻璃抗划伤、耐磨性。但是该工艺具有明显的缺点:工序复杂、易发生光学畸变、良率低、生产效率慢、生产成本高。
技术实现要素:
3.有鉴于此,本技术的目的在于提供一种具有ag功能的凹面显示曲面玻璃的制造方法,用于解决现有技术中存在工序复杂、易发生光学畸变、良率低、生产效率慢以及生产成本高的技术问题。
4.为达到上述目的,本技术提供以下技术方案:
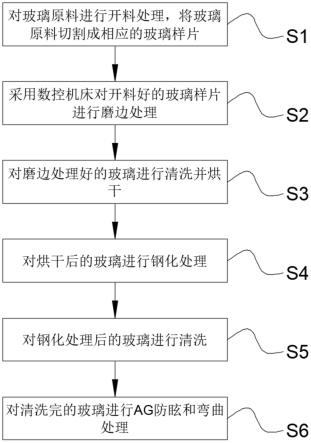
5.一种具有ag功能的凹面显示曲面玻璃的制造方法,包括以下步骤:
6.s1、对玻璃原料进行开料处理,将玻璃原料切割成相应的玻璃样片;
7.s2、采用数控机床对开料好的玻璃样片进行磨边处理;
8.s3、对磨边处理好的玻璃进行清洗并烘干;
9.s4、对烘干后的玻璃进行钢化处理;
10.s5、对钢化处理后的玻璃进行清洗;
11.s6、对清洗完的玻璃进行ag防眩和弯曲处理。
12.优选地,在上述的制造方法中,步骤s1具体为:
13.根据图纸尺寸要求,将玻璃原料初步加工成所需规格的尺寸。
14.优选地,在上述的制造方法中,步骤s2具体为:
15.将开料好的玻璃放置到数控机床上进行cnc加工,通过计算机控制数控机床对玻璃进行精密的尺寸切割、磨边及抛光,形成合格的玻璃样片。
16.优选地,在上述的制造方法中,步骤s4具体包括:
17.s41、将玻璃样片插入强化框中,然后将玻璃样片放置在预热炉内,按一定的升温曲线进行预热处理。
18.优选地,在上述的制造方法中,在步骤s41之后,步骤s4还包括:
19.s42、待玻璃样片在预热炉内达到符合强化要求后,转入强化炉内,浸泡在盛有熔
融状态的硝酸钾内,浸泡时间按所需的深度而设定。
20.优选地,在上述的制造方法中,在步骤s42之后,步骤s4还包括:
21.s43、等强化完成后,转入退火炉内,按一定的降温曲线进行退火处理,直至玻璃达到室温。
22.优选地,在上述的制造方法中,步骤s5具体为:
23.将样片放入泡水槽中浸泡,然后转移至另外水槽中或用超声波清洗。
24.优选地,在上述的制造方法中,步骤s6具体为:
25.将清洗完的玻璃运用化学蚀刻、激光蚀刻或其他工艺使玻璃表面具有ag防眩功能,在进行ag工序时玻璃会产生弯曲,形成具有ag功能的曲面玻璃。
26.优选地,在上述的制造方法中,还包括在步骤s6之后的步骤s7:
27.对经过ag防眩和弯曲处理得到的盖板玻璃进行质量检验,筛选出质量检验合格的盖板玻璃。
28.优选地,在上述的制造方法中,还包括在步骤s7之后的步骤s8:
29.对质量检验合格后的盖板玻璃进行包装出货。
30.与现有技术相比,本技术的有益效果是:
31.本技术一方面通过先对产品进行钢化处理,然后再进行ag和弯曲处理,有利于减少玻璃样片发生光学畸变的情况,进而减少加工不良率,另一方面可以实现ag与玻璃弯曲的工序能够在同一制程中进行,同时实现ag防眩和玻璃弯曲处理,有利于减少生产工艺流程,降低能耗,提高生产效率,减少成本投入。
附图说明
32.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
33.图1为本技术实施例提供的一种具有ag功能的凹面显示曲面玻璃的制造方法的流程图;
34.图2为本技术实施例提供的一种具有ag功能的凹面显示曲面玻璃的制造方法的细化流程图。
具体实施方式
35.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
36.在本技术实施例的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。此外,
术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
37.在本技术实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可更换连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术实施例中的具体含义。
38.请参阅图1-图2,本技术实施例提供了一种具有ag功能的凹面显示曲面玻璃的制造方法,包括以下步骤:s1、对玻璃原料进行开料处理,将玻璃原料切割成相应的玻璃样片;s2、采用数控机床对开料好的玻璃样片进行磨边处理;s3、对磨边处理好的玻璃进行清洗并烘干;s4、对烘干后的玻璃进行钢化处理;s5、对钢化处理后的玻璃进行清洗;s6、对清洗完的玻璃进行ag防眩和弯曲处理。
39.相比于传统的ag曲面玻璃生产工艺,本实施例一方面通过先对产品进行钢化处理,然后再进行ag和弯曲处理,有利于减少玻璃样片发生光学畸变的情况,进而减少加工不良率,另一方面可以实现ag与玻璃弯曲的工序能够在同一制程中进行,同时实现ag防眩和玻璃弯曲处理,有利于减少生产工艺流程,降低能耗,提高生产效率,减少成本投入。
40.进一步地,在本实施例中,步骤s1具体为:对玻璃原料进行开料处理,根据图纸尺寸要求,将玻璃原料初步加工成所需规格的尺寸。通过将玻璃原料初步加工成所需规格的尺寸,方便后续加工。
41.进一步地,在本实施例中,步骤s2具体为:将开料好的玻璃放置到数控机床上进行cnc加工,通过计算机控制数控机床对玻璃进行精密的尺寸切割、磨边及抛光,形成合格的玻璃样片。
42.进一步地,在本实施例中,步骤s4具体包括:s41、将玻璃样片插入强化框中,然后将玻璃样片放置在预热炉内,按一定的升温曲线进行预热处理。这样可以对玻璃样片进行预热处理,为强化做好前期准备。
43.进一步地,在本实施例中,在步骤s41之后,步骤s4还包括:s42、待玻璃样片在预热炉内达到符合强化要求后,转入强化炉内,浸泡在盛有熔融状态的硝酸钾内,浸泡时间按所需的深度而设定。这样实现对玻璃样片进行化学强化,提高玻璃样片的强度。
44.进一步地,在本实施例中,在步骤s42之后,步骤s4还包括:s43、等强化完成后,转入退火炉内,按一定的降温曲线进行退火处理,直至玻璃达到室温。这样完成整个钢化处理过程,并通过降温为后续工序做好准备。
45.进一步地,在本实施例中,步骤s5具体为:将样片放入泡水槽中浸泡,然后转移至另外水槽中或用超声波清洗。由于强化完的玻璃表面粘附一定的硝酸钾,通过清洗可以去除残存的硝酸钾。
46.进一步地,在本实施例中,步骤s6具体为:将清洗完的玻璃运用化学蚀刻、激光蚀刻或其他工艺使玻璃表面具有ag防眩功能,在进行ag工序时玻璃会产生弯曲,形成具有ag功能的曲面玻璃。这样可以在盖板玻璃的表面上形成防眩光层,有效减少眩光和反射,提高盖板玻璃的显示效果。
47.进一步地,在本实施例中,还包括在步骤s6之后的步骤s7:对经过ag防眩和弯曲处理得到的盖板玻璃进行质量检验,筛选出质量检验合格的盖板玻璃。通过多层的质量检验,
大大提高了成品质量。
48.进一步地,在本实施例中,还包括在步骤s7之后的步骤s8:对质量检验合格后的盖板玻璃进行包装出货。对合格后的盖板玻璃进行包装出货,方便后续的销售以及物流输送。
49.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
50.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1