真空玻璃的真空密封工艺及其所用的真空密封设备的制作方法
1.本发明涉一种玻璃造领域,特别是指一种真空玻璃的真空密封工艺及其所用的真空密封设备。
背景技术:
2.目前真空玻璃制作工艺是:先将两块平板玻璃与胶膜组装在一起并合片,合片后通过加热使密封胶膜软化粘接玻璃,将两层平板玻璃边缘密封,并在密封过程中留一抽气孔,两块玻璃之间一般形成0.3mm的间隙,抽真空装置通过抽气孔将两块平板玻璃之间的间隙内部抽成真空,抽真空结束后密封抽气孔。
3.该种真空玻璃制作工艺复杂,需要密封胶与玻璃的热胀冷缩系数不同,当其成品受热或预冷时,由于密封胶与玻璃热胀冷缩系数差异,很容易出现开胶现象,进而导致密封失败;且该工艺需要在密封工艺后对两层玻璃的间隙抽真空,抽真空过程中难以保证两层玻璃之间的真空度,且密封后还需要进行抽气孔封堵,工艺复杂,还容易漏气。
技术实现要素:
4.为了克服上述缺陷,本发明提供一种真空玻璃的真空密封工艺及其所用的真空密封设备,该真空玻璃的真空密封工艺简单,能够保证真空玻璃的两层玻璃之间的真空度,且不易漏气。本发明为了解决其技术问题所采用的技术方案:一种真空玻璃的真空密封工艺,其特征在于:包括如下步骤:
5.步骤一:在两层玻璃之间放入环形铁镍钴合金材料形成双层玻璃产品;
6.步骤二:把装配有铁镍钴合金材料的双层玻璃产品送入专用的真空腔体内,并由真空腔体内的玻璃工作台对双层玻璃产品进行支撑和定位;
7.步骤三:给专用的真空腔体抽真空到5*10-3
pa;
8.步骤四:启动真空腔体的电子束焊枪将双层玻璃产品边缘与铁镍钴合金材料融合在一起达到密封焊的效果。
9.两层玻璃及其中间的环形铁镍钴合金材料一起放在真空腔体内,给真空腔体抽真空到5*10-3pa,这样就使得双层玻璃产品内真空度也为5*10-3pa,焊接完成后,无需再对双层玻璃之间的间隙抽真空,焊接时,电子束焊枪会聚的高速电子流轰击工件接缝处产生高温(最高可达6000℃),使得在焊缝的铁镍钴合金材料形成熔池,使两层玻璃与铁镍钴合金材料熔合焊接在一起,铁镍钴合金材料最佳选用4j29铁镍钴合金,4j29铁镍钴合金在20~450℃之间具有与硅硼硬玻璃相近的线膨胀系数,并有良好的低温组织稳定性。铁镍钴合金的氧化膜致密,能很好地被玻璃浸润。铁镍钴合金添加在玻璃之间起到一种介质作用,使焊道密封性好且稳定坚固耐用,长期使用过程中经过热胀冷缩也不会出现开焊的情况,避免了漏气情况的发生,保证了真空玻璃之间的真空度。
10.作为本发明的进一步改进,所述环形铁镍钴合金材料为厚0.3mm、宽15mm的环形薄片,所述环形铁镍钴合金材料外缘与两层玻璃外缘对齐设置。焊接前,先制作厚0.3mm、宽
15mm的环形铁镍钴合金薄片,其夹设在双层玻璃之间,外侧边缘与双层玻璃外侧边缘对齐,焊接完成后真空玻璃焊接牢固,外形美观,且采用环形铁镍钴合金薄片更方便与双层玻璃进行快速组装定位,此外,环形铁镍钴合也可以通过移印、涂刷等方式成型在两层玻璃边缘之间,此为本领域技术人员根据本技术很容易想到的等同替换结构,也属于本技术保护范围。
11.作为本发明的进一步改进,两层玻璃中至少有一片是低辐射玻璃。这样将通过真空玻璃的传导、对流和辐射方式散失的热降到最低,达到节能效果。
12.作为本发明的进一步改进,所述步骤三中对真空腔体抽真空的同时打开加热装置对双层玻璃产品进行加热,待双层玻璃产品加热温度到达300℃以上,开始对双层玻璃产品进行焊接。焊接前对玻璃进行加热烘烤,能够促进玻璃表面气体排出,达到更好的真空效果。
13.所述真空腔体内采用红外灯管对双层玻璃产品进行加热。也可以采用其它加热方式,如电阻丝等,只要起到加热效果即可。
14.作为本发明的进一步改进,步骤四中包括如下分步:
15.(1)在工控系统上双层玻璃产品焊接长度和行走速度;
16.(2)启动位于玻璃工作台双侧的电子束焊枪和传动辊电机,将双层玻璃产品两相对侧焊好;
17.(3)启动玻璃工作台的旋转台的电机将旋转台转动90
°
,使电子束焊枪对准双层玻璃产品的另外两相对侧;
18.(4)在工控系统上设定双层玻璃产品焊接长度和行走速度;
19.(5)启动双侧的电子束焊枪和传动辊电机,将双层玻璃产品的另外两相对侧焊好形成真空玻璃。
20.焊接时,采用工控系统实现焊接参数设置,工控系统可手动、自动控制设备的各项功能,如抽真空、加热烘烤、玻璃运动、玻璃焊接,焊接过程中通过玻璃工作台带着玻璃做旋转和水平运动,使得玻璃一周顺序与电子束焊枪正对焊接,采用双侧电子束焊枪一次焊接两个边,两次即可焊接完成,焊接效率高。
21.一种真空密封设备,包括真空腔体、电子束焊枪、抽真空系统、玻璃工作台和工控系统,所述玻璃工作台设于真空腔体内,玻璃工作台能够对待焊接的双层玻璃产品进行定位,真空腔体上设有供待焊接的双层玻璃产品放入的进口,所述真空腔体上还设有能够将进口密封的封盖,至少一个电子束焊枪安装于真空腔体侧壁上,电子束焊枪能够朝玻璃工作台上的待焊接的双层玻璃产品接缝处发射高速电子流,高速电子流轰击待焊接的双层玻璃产品接缝处使待焊接玻璃与环形铁镍钴合金材料熔合焊接在一起,抽真空系统能够给真空腔体抽真空到设定的真空度,工控系统控制电子束焊枪和抽真空系统启停动作。
22.作为本发明的进一步改进,所述电子束焊枪固定安装于真空腔体内,玻璃工作台包括传动辊、旋转台、传动辊电机、旋转台电机和旋转轴密封座,所述旋转台能够绕竖直转轴转动的安装于真空腔体内,若干传动辊平行间隔排列设于转转台上方,所述传动辊能够绕水平转轴转动,待焊接的双层玻璃产品能够托持与各个传动辊上,所述传动辊电机通过传动机构驱动各个传动辊同步同向旋转,旋转台电机固定安装于真空腔体外侧,所述真空腔体上设有旋转轴密封座,旋转台电机的动力输出轴动密封的穿设于旋转轴密封座内,旋
转台电机的动力输出轴与旋转台同轴固连,工控系统控制传动辊电机和旋转台电机启停和转向。
23.作为本发明的进一步改进,所述真空腔体内还固定设有红外加热灯管,所述红外加热灯管位于,玻璃工作台正上方。
24.作为本发明的进一步改进,所述真空腔体的进口位于真空腔体上方,并位于玻璃工作台正上方,真空腔体内还设有真空度感应装置,所述真空度感应装置与工控系统电性连接通信。
25.本发明的有益效果是:本发明通过在两层玻璃中间夹设一层环形铁镍钴合金薄片,在真空环境下由电子束焊枪进行焊接成型,由于整个焊接密封环境都是在真空环境下进行,因此两层玻璃中间自动形成真空腔,无需在焊接完成后再抽真空操作,也避免了后续封堵抽真空口,简化的真空玻璃的生产工艺,保证了真空玻璃的真空度,且采用铁镍钴合金作为焊接介质,铁镍钴合金在20~450℃之间具有与硅硼硬玻璃相近的线膨胀系数,并有良好的低温组织稳定性,焊接完成后,铁镍钴合金与玻璃之间不会因热胀冷缩而开焊,且由于铁镍钴合金的氧化膜致密,能很好地被玻璃浸润,焊接后焊道密封性好且稳定坚固耐用,长期使用也不会出现漏气的情况发生。
附图说明
26.图1为两层玻璃与环形铁镍钴合金薄片合片的主视图;
27.图2为图1中a-a向剖视图;
28.图3为图2中b部放大图;
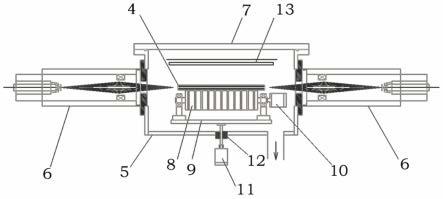
29.图4为真空密封设备结构原理图。
具体实施方式
30.实施例:一种真空玻璃的真空密封工艺,具体步骤如下:
31.步骤一:选择第一层玻璃1和第二层玻璃2,第一层玻璃采用普通玻璃,第二层玻璃采用低辐射玻璃,在第一层玻璃和第二层比例之间放入一层厚0.3mm、宽15mm的牌号为4j29的环形的铁镍钴合金薄片3,并且环形的铁镍钴合金薄片与第一层玻璃和第二层玻璃四周对齐固定形成双层玻璃产品4;
32.步骤二:打开真空腔体5顶部封盖,将待焊接的玻璃产品放在真空腔体5内的玻璃工作台上;
33.步骤三:启动抽真空系统(真空泵)对真空腔体5抽真空,同时打开红外灯管对真空玻璃加热;
34.步骤四:当真空腔体5的真空度到达5*10-3
pa,且玻璃加热温度到达300℃时,预备对真空玻璃进行焊接;
35.步骤五:在工控系统上设定真空玻璃焊接长度和行走速度,启动双侧的电子束焊枪6和传动辊电机,将待焊接玻璃产品两侧先焊好;
36.步骤六:启动旋转台电机将旋转台转动90
°
,将电子束焊枪6对准真空玻璃的另外两侧,在工控系统上设定真空玻璃焊接长度和行走速度,启动双侧的电子束焊枪6和传动辊电机,将真空玻璃的另两侧焊好。
37.一种真空玻璃的真空密封工艺中所用的真空密封设备,包括真空腔体5、电子束焊枪6、抽真空系统、玻璃工作台和工控系统,所述玻璃工作台设于真空腔体5内,玻璃工作台能够对待焊接的双层玻璃产品进行定位,真空腔体5上设有供待焊接的双层玻璃产品放入的进口,所述真空腔体5上还设有能够将进口密封的封盖7,至少一个电子束焊枪6安装于真空腔体5侧壁上,电子束焊枪6能够朝玻璃工作台上的待焊接的双层玻璃产品接缝处发射高速电子流,高速电子流轰击待焊接的双层玻璃产品接缝处使待焊接玻璃与环形铁镍钴合金材料熔合焊接在一起,抽真空系统能够给真空腔体5抽真空到设定的真空度,工控系统控制电子束焊枪6和抽真空系统启停动作。焊接过程中,装配好的待焊接的双层玻璃产品由玻璃工作台进行支撑定位,真空腔体5由抽真空系统进行抽真空,电子束焊枪6朝向双层玻璃边缘间隙内高速电子流,随着电子束焊枪6与待焊接玻璃产品相对运动,使得高速电子流沿着双层玻璃间隙一周进行轰击,实现了双层玻璃一周的全面焊接。
38.所述电子束焊枪6固定安装于真空腔体5内,玻璃工作台包括传动辊8、旋转台9、传动辊电机10、旋转台电机11和旋转轴密封座12,所述旋转台9能够绕竖直转轴转动的安装于真空腔体5内,若干传动辊8平行间隔排列设于转转台上方,所述传动辊8能够绕水平转轴转动,待焊接的双层玻璃产品能够托持与各个传动辊8上,所述传动辊电机10通过传动机构驱动各个传动辊8同步同向旋转,旋转台电机11固定安装于真空腔体5外侧,所述真空腔体5上设有旋转轴密封座12,旋转台电机11的动力输出轴动密封的穿设于旋转轴密封座12内,旋转台电机11的动力输出轴与旋转台9同轴固连,工控系统控制传动辊电机10和旋转台电机11启停和转向。焊接时,将待焊接的双层玻璃产品放在传动辊8表面,位于真空腔侧方的电子束焊枪6刚好与双层玻璃之间的缝隙正对,电子束焊枪6开始发射高速电子流进行焊接后,传动辊8带动玻璃直线运动,使得玻璃与电子束焊枪6正对的一侧边缘完全焊接好,然后旋转台9转动90
°
,传动辊8再带动玻璃直线运动,使得玻璃另一侧边缘完全焊接好,最好在真空腔两相对侧壁上分别设置一个电子束焊枪6,一次可以对玻璃两相对侧边缘进行焊接,焊接效率高,当然,如果是圆形玻璃则不需要传动辊8,只需旋转台9带动玻璃旋转一周即可,不同形状的玻璃可根据实际需要设计运动路径进行焊接即可,此外除了采用玻璃运动与电子束焊枪6正对焊接外,也可以采用电子束焊枪6绕玻璃外缘转动一周实现玻璃密封焊接,此类都是本领域技术人员根据本技术很容易想到的等同替换结构,属于本技术保护范围。
39.所述真空腔体5内还固定设有红外加热灯管13,所述红外加热灯管13位于,玻璃工作台正上方。
40.所述真空腔体5的进口位于真空腔体5上方,并位于玻璃工作台正上方,真空腔体5内还设有真空度感应装置,所述真空度感应装置与工控系统电性连接通信。
41.将真空腔体5进口放在玻璃工作台正上方,方便人员或机械手将组装好的待焊接的双层玻璃产品平稳的放在玻璃工作台上,防止玻璃之间发生侧向相对运动导致没有对齐,抽真空过程中通过真空度感应装置检测真空腔体5内的真空度,真空玻璃之间的真空度,并有利于自动化焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1