一种注凝成型制备610氧化铝纤维增强复合材料的方法与流程
1.本发明涉及氧化铝纤维复合材料领域,具体涉及一种610氧化铝纤维增强复合材料的制备方法。
背景技术:
2.氧化铝(al2o3)具有优良的机械、热学、光学性质,它可用于诸如工程陶瓷、宝石业及固体电解质等领域,随着先进复合材料的开发及其在高新技术领域中的应用,氧化物陶瓷纤维日益受到重视。其中,氧化铝基陶瓷纤维具有表面活性高,机械强度高、弹性模量大、热导率小、绝缘性好、抗化学侵蚀能力强等优点,是一种综合性能优良的工程材料,可作为陶瓷、金属、塑料等的增强组份,在工业及航空、航天领域中有着重要的作用。
3.公开号cn 105254320a、cn 106699209a和cn 106904952a分别公开了连续氧化物纤维增强陶瓷基复合材料及制备方法,都是采用有机先驱体溶液或溶胶引入基体,经过多次浸渍-固化-热处理得到复合材料,该制备方法存在一些不足:一是有机先驱体溶液或溶胶一般都与构成材料的氧化铝纤维成分相近,因此在复合浸渍、高温烧结的过程中,基体会对纤维产生一定的腐蚀作用,而且会与纤维之间形成强界面结合,不利于拉伸时产生纤维拔出等效应,影响拉伸强度;二是每次浸渍完成后,由于氧化铝基体不易凝胶或固化,在干燥过程中易流出、挥发。导致浸渍效率较低。本发明通过引入有机单体,通过有机高分子的聚合作用将前躯体分子固定在基体内部形成骨架,后续浸渍凝胶效果较好且与纤维成分有较大区别的硅溶胶,将内部填充致密。得到内部均匀的氧化铝纤维复合材料。
技术实现要素:
4.本发明的目的是针对传统工艺制备的610氧化铝纤维复合材料密度不高、力学性能不佳的问题,提供一种制备内部均匀、力学性能较高的310氧化铝纤维复合材料制备方法。
5.为实现上述目的,本发明采用以下技术方案:
6.一种注凝成型制备610氧化铝纤维增强复合材料的方法,包括以下步骤:
7.1)按照质量份数,称取有机单体3~6份,交联剂1~2份,分散剂0.5~1份,高纯纳米氧化铝粉55~65份,去离子水35~45份,混合球磨,得到氧化铝注凝浆料;
8.2)将氧化铝纤维按照铺层缝合方式,经向纤维与纬向纤维的比例为(1.5~3):1,编织成氧化铝织物,然后在去离子水中加热进行水煮处理,去除浸润剂,之后通风干燥;
9.3)将步骤2)干燥好的氧化铝织物放置于模具中,将模具内部抽真空后,浸渍步骤1)得到的氧化铝注凝浆料,打压并保压,恒温凝胶后,脱模干燥;
10.4)将步骤3)得到的粗坯放入马弗炉中进行烧结;
11.5)将经过步骤4)烧结的粗坯放置于模具中,将模具内部抽真空后浸渍硅溶胶,在3~4mpa保压22~26h后,将模具推入恒温烘箱中,在恒定温度下进行凝胶;
12.6)将经过步骤5)处理的粗坯经过脱模后在马弗炉中升温保持一段时间,然后自然
冷却至室温后得到610氧化铝纤维增强复合材料。
13.优选地,步骤1)中得到的氧化铝注凝浆料的粘度为15~25mpa
·
s,氧化铝固含量为55%~65%。
14.优选地,步骤1)中有机单体为丙烯酰胺,交联剂为n,n-亚甲基双丙烯酰胺,分散剂为柠檬酸氨。
15.优选地,步骤1)中氧化铝粉体的平均粒径为5~10nm,粉体与有机溶液球磨混合时的转速为300~500转/min,球磨时间为4~6h。
16.优选地,步骤2)中水煮处理的温度为70~80℃,处理时间为120~188h。
17.优选地,步骤3)中在合模之前,向氧化铝注凝浆料中加入4%~6%的过硫酸铵溶液引发剂,使用高速分散机混合均匀。
18.优选地,步骤3)中打压的压力为3.5~4mpa,保压时间为22~26h;恒温凝胶的温度为75~85℃,时长为36~60h。
19.优选地,步骤4)中烧结过程为:在空气中以4~8℃/min的升温速率升至900~1200℃,保温1~4h,自然冷却至室温。
20.优选地,步骤5)中浸渍的硅溶胶密度为1.28~1.32g/ml,凝胶温度为70~90℃,凝胶时间为44~50h。
21.优选地,步骤6)中在马弗炉中以4~8℃/min的升温速率升至900~1200℃保温1~4h。
22.本发明的优点及技术效果如下:
23.本发明采用优化的注凝成型工艺,根据合适的丙烯酰胺与氧化铝基体的比例,制备出低粘度、高固含量的氧化铝注凝浆料;该注凝浆料由于固含量高,凝胶均匀,改善了浆料流出问题,极大提升了浸渍效率,仅通过一次浸渍增重量便可以达到100%以上,降低了成本的同时也提高了复合材料的致密度。
附图说明
24.图1为实施例1制备的610氧化铝纤维增强复合材料的实物照片。
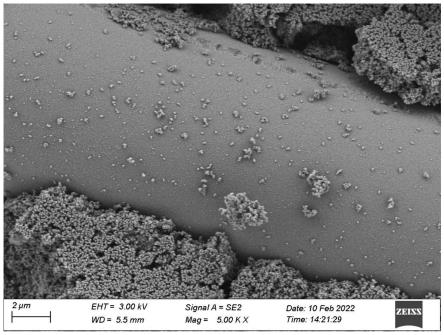
25.图2为实施例1制备的610氧化铝纤维增强复合材料的微观形貌。
具体实施方式
26.为使本发明的上述特征和优点能更明显易懂,下文特举实施例,并配合所附图作详细说明如下。
27.实施例1:
28.1)按照质量份数称取丙烯酰胺3.5份,n,n-亚甲基双丙烯酰胺1.5份,柠檬酸氨0.5份,高纯氧化铝粉55份(粒径为5~10nm),去离子水45份,混合配置并放入行星球磨机中球磨;球磨时间为4h,转速为300转/分钟,得到粘度为17.2mpa
·
s,固含量为55%的氧化铝注凝浆料。
29.2)将经向纤维与纬向纤维之比为3:1的氧化铝纤维织物放置在清洗工装中,加入去离子水至浸没织物。80℃保温120h后取出干燥。
30.3)在合模前向步骤1)中得到的氧化铝注凝浆料中加入5%的过硫酸铵溶液引发
剂,使用高速分散机混合均匀。将步骤2)中已经去除浸润剂的氧化铝纤维织物放置在成型工装中,经过合模、打压后,浸渍准备好的氧化铝注凝浆料。4mpa下保压24h后脱模开盖,在模具表面覆盖保鲜膜,在烘箱中80℃恒温凝胶48h后脱模,得到氧化铝纤维增强复合材料粗坯。
31.4)将步骤3)中得到的氧化铝纤维复合材料粗坯平整置于马弗炉中,在空气气氛中以8℃/min的升温速率升至900℃。保温4h。平板随炉降至室温后取出。
32.5)将步骤4)中得到的氧化铝纤维复合材料粗坯放置在成型工装中,经过合模、打压后,浸渍密度为1.32的硅溶胶。3.5mpa保压24h后,将工装放置在恒温烘箱中80℃凝胶48h。
33.6)将步骤5)中的氧化铝纤维复合材料粗坯脱模,去除浮胶后平整置于马弗炉中,在空气气氛中以8℃/min的升温速率升至1000℃,保温1h。平板随炉降至室温后取出,即可获得610氧化铝纤维增强复合材料(如图1-2所示)。
34.实施例2
35.1)按照质量份数称取丙烯酰胺6份,n,n-亚甲基双丙烯酰胺1份,柠檬酸氨0.5份,高纯氧化铝粉60份(粒径为5~10nm),去离子水40份,混合配置并放入行星球磨机中球磨;球磨时间为5h,转速为500转/分钟,得到粘度为25mpa
·
s,固含量为60%的氧化铝注凝浆料。
36.2)将经向纤维与纬向纤维之比为2:1的氧化铝纤维织物放置在清洗工装中,加入去离子水至浸没织物。75℃保温164h后取出干燥。
37.3)在合模前向步骤1)中得到的氧化铝注凝浆料中加入4%的过硫酸铵溶液引发剂,使用高速分散机混合均匀。将步骤2)中已经去除浸润剂的氧化铝纤维织物放置在成型工装中,经过合模、打压后,浸渍准备好的氧化铝注凝浆料。4mpa保压22h后脱模开盖,在模具表面覆盖保鲜膜,在烘箱中75℃恒温凝胶60h后脱模,得到氧化铝纤维增强复合材料粗坯。
38.4)将步骤3)中得到的氧化铝纤维复合材料粗坯平整置于马弗炉中,在空气气氛中以4℃/min的升温速率升至1000℃。保温2h。平板随炉降至室温后取出。
39.5)将步骤4)中得到的氧化铝纤维复合材料粗坯放置在成型工装中,经过合模、打压后,浸渍密度为1.30的硅溶胶。3mpa保压26h后,将工装放置在恒温烘箱中70℃凝胶50h后取出。
40.6)将步骤5)中的氧化铝纤维复合材料粗坯脱模,去除浮胶后平整置于马弗炉中,在空气气氛中以4℃/min的升温速率升至900℃,保温2h。平板随炉降至室温后取出,即可获得610氧化铝纤维增强复合材料。
41.实施例3
42.1)按照质量份数称取丙烯酰胺3份,n,n-亚甲基双丙烯酰胺2份,柠檬酸氨1份,高纯氧化铝粉65份(粒径为5~10nm),去离子水35份,混合配置并放入行星球磨机中球磨;球磨时间为6h,转速为400转/分钟,得到粘度为15.5mpa
·
s,固含量为65%的氧化铝注凝浆料。
43.2)将经向纤维与纬向纤维之比为1.5:1的氧化铝纤维织物放置在清洗工装中,加入去离子水至浸没织物。70℃保温188h后取出干燥。
44.3)在合模前向步骤1)中得到的氧化铝注凝浆料中加入6%的过硫酸铵溶液引发剂,使用高速分散机混合均匀;将步骤2)中已经去除浸润剂的氧化铝纤维织物放置在成型工装中,经过合模、打压后,浸渍准备好的氧化铝注凝浆料。3.5mpa保压26h后脱模开盖,在模具表面覆盖保鲜膜,在烘箱中36℃恒温凝胶36h后脱模,得到氧化铝纤维增强复合材料粗坯。
45.4)将步骤3)中得到的氧化铝纤维复合材料粗坯平整置于马弗炉中,在空气气氛中以6℃/min的升温速率升至1200℃。保温1h。平板随炉降至室温后取出。
46.5)将步骤4)中得到的氧化铝纤维复合材料粗坯放置在成型工装中,经过合模、打压后,浸渍密度为1.28的硅溶胶。4mpa保压22h后,将工装放置在恒温烘箱中90℃凝胶44h后取出。
47.6)将步骤5)中的氧化铝纤维复合材料粗坯脱模,去除浮胶后平整置于马弗炉中,在空气气氛中以6℃/min的升温速率升至1200℃,保温4h。平板随炉降至室温后取出,即可获得610氧化铝纤维增强复合材料。
48.对比例
49.1)将高纯纳米氧化铝粉与去离子水按照4:6的比例放入行星球磨机中球磨;球磨时间为4h,转速为300转/分钟。得到粘度为18.2mpa
·
s,固含量为40%的氧化铝浆料。
50.2)将经向纤维与纬向纤维之比为3:1的氧化铝纤维织物放置在清洗工装中,加入去离子水至浸没织物。80℃保温120h后取出干燥。
51.3)将步骤2)中已经去除浸润剂的氧化铝纤维织物放置在成型工装中,经过合模、打压后,浸渍步骤1)中准备好的氧化铝浆料。保压24h后脱模;在烘箱中80℃干燥24h。
52.4)将步骤3)中得到的氧化铝纤维复合材料粗坯平整置于马弗炉中,在空气气氛中以8℃/min的升温速率升至900℃。保温1h。平板随炉降至室温后取出。
53.5)将步骤4)中得到的氧化铝纤维复合材料粗坯放置在成型工装中,经过合模、打压后,浸渍密度为1.32的硅溶胶。保压24h后,将工装放置在恒温烘箱中80℃凝胶48h。
54.6)将步骤5)中的氧化铝纤维复合材料粗坯脱模,去除浮胶后平整置于马弗炉中,在空气气氛中以8℃/min的升温速率升至1000℃,保温1h。平板随炉降至室温后取出,即可获得610氧化铝纤维增强复合材料。
55.上述实施例和对比例在制备过程中,进行第一次浸渍后的增重情况如表1所示。
56.表1第一次浸渍后的增重情况
[0057][0058]
由表1可知,实施例相对于对比例,在第一次浸渍后增重达到了100%以上,而对比例浸渍后只增重60%左右,显然实施例达到了显著的增重效果。
[0059]
上述实施例和对比例制备的610氧化铝纤维增强复合材料的力学性能数据如表2-5所示。
[0060]
表2实施例1制备的610氧化铝纤维增强复合材料的力学性能
[0061][0062]
表3实施例2制备的610氧化铝纤维增强复合材料的力学性能
[0063][0064]
表4实施例3制备的610氧化铝纤维增强复合材料的力学性能
[0065][0066]
表5对比例制备的610氧化铝纤维增强复合材料的力学性能
[0067][0068]
由表2~5可知,实施例制备的610氧化铝纤维增强复合材料的密度要高于对比例,各项强度、模量等力学性能也要优于对比例,这是因为制备所得的复合材料内部孔隙更少,致密度较好,基体与纤维之间的结合更为紧密。
[0069]
虽然本发明已以实施例公开如上,然其并非用以限定本发明,本领域的普通技术人员对本发明的技术方案进行的适当修改或者等同替换,均应涵盖于本发明的保护范围内,本发明的保护范围以权利要求所限定者为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1