一种泡沫陶瓷及其制备方法与流程
1.本发明涉及先进陶瓷制造技术领域,尤其涉及一种泡沫陶瓷及其制备方法。
背景技术:
2.在铸造生产过程中,泡沫陶瓷可有效地减少或消除液态金属中的夹杂物,显著改善铸件品质和成品率,提高铸造产品的质量水平与经济效益。其中,氧化锆泡沫陶瓷具有高强度、高温稳定性及耐腐蚀的特性,被广泛应用于钢水及高温熔体的过滤,其使用温度约为1600~1650℃,备受铸造行业的青睐。泡沫陶瓷的制备方法有造孔法、发泡法、有机前驱体浸渍法等,目前多采用聚氨酯海绵浸渍法。
3.近年来,基于快速成形的陶瓷增材制造可缩短制造周期、降低制造成本,成为陶瓷材料成形的研究热点。其中,自由基光固化体系速率快、性能易调节,但固化收缩严重,单独使用时成形精度低;阳离子固化体系黏度大速率慢,但体积收缩较小,能满足成形精度的要求。自由基-阳离子混杂光固化体系能形成交联互穿网络,具有引发协同效应、性能互补等优势,由于成型工艺简单、速率快、精度高,因此以液态光敏树脂为基础的光固化3d打印技术在增材制造领域具有重大应用前景。
4.采用传统的高压发泡法制备聚氨酯海绵,其网孔大小均匀性差、网丝粗细一致性差,容易造成最终泡沫陶瓷产品的稳定性差、合格率低,具体如下:(1) 由于化学反应产生的气体而生成气孔,很难控制海绵的孔径及其分布;(2) 由于发泡剂的分布及用量、发泡的速度差异,易导致海绵内的气孔大小与形状差别很大、分布不均匀。具体的聚氨酯海绵中孔道结构的缺陷是:(1) 孔道的直径有大有小;(2) 孔道的内部可能会有较大的球形洞;(3) 海绵内存有未冲破聚氨酯壁的孔。采用存在缺陷的聚氨酯海绵生产的泡沫陶瓷力学强度低、抗热震性能差,容易在浇注过程中发生产品破碎的现象。
5.而采用光固化3d打印技术制备陶瓷产品,由于光敏陶瓷浆料价格昂贵、陶瓷生坯合格率低、脱脂烧结收缩率大,导致光固化3d打印法难以进行产业化生产。
技术实现要素:
6.本发明所要解决的技术问题在于,提供一种泡沫陶瓷,具有高通孔率和高力学性能等优点,产品的稳定性好、合格率高。
7.本发明所要解决的技术问题还在于,提供一种泡沫陶瓷的制备方法,工艺简单,降低成本,高效快速、节能降耗,能产业化应用。
8.为达到上述技术效果,本发明提供了一种泡沫陶瓷,其由海绵支撑体浸泡于氧化锆陶瓷浆料后经高温烧结形成,其中,所述海绵支撑体由混合光敏材料经过光固化3d打印制得,所述混合光敏材料包括混合光敏树脂,所述混合光敏树脂以重量份计包括下述原料:30份~60份环氧丙烯酸酯;40份~70份活性稀释剂;1份~5份自由基光引发剂;
50份~70份脂肪族环氧树脂;30份~50份羟丁基乙烯基醚;1份~5份阳离子光引发剂。
9.作为上述方案的改进,所述环氧丙烯酸酯的粘度≤60000mpa
·
s;所述活性稀释剂为1,6-己二醇二丙烯酸酯,其粘度≤10mpa
·
s;所述自由基光引发剂为2,4,6-三甲基苯甲酰基-二苯基氧化磷,成分含量≥99.0%;所述脂肪族环氧树脂的粘度≤300mpa
·
s;所述羟丁基乙烯基醚的成分含量≥98.0%;所述阳离子光引发剂为二芳基碘鎓盐,成分含量≥99.5%。
10.作为上述方案的改进,所述环氧丙烯酸酯的粘度为30000~60000mpa
·
s;所述活性稀释剂为1,6-己二醇二丙烯酸酯,其粘度为5~10mpa
·
s;所述自由基光引发剂为2,4,6-三甲基苯甲酰基-二苯基氧化磷,成分含量为99.0~99.5%;所述脂肪族环氧树脂的粘度为200~300mpa
·
s;所述羟丁基乙烯基醚的成分含量为98.0~99.5%;所述阳离子光引发剂为二芳基碘鎓盐,成分含量为99.5~99.8%。
11.作为上述方案的改进,所述混合光敏材料包括混合光敏树脂和陶瓷粉料,所述陶瓷粉料的加入量为混合光敏树脂的1~3wt%,所述陶瓷粉料选用氧化锆粉料。
12.作为上述方案的改进,所述氧化锆陶瓷浆料由氧化锆粉体、氧化镁、粘结剂进行混料,并经过球磨制得;所述氧化锆粉体的粒径尺寸为5
µ
m~30
µ
m;所述氧化锆陶瓷浆料的粘度为12000mpa
·
s~15000mpa
·
s。
13.作为上述方案的改进,所述泡沫陶瓷的通孔率>85%,常温抗压强度>8.5mpa,1400℃一次空气热震后残余强度>3.5mpa。
14.相应的,本发明还提供一种泡沫陶瓷的制备方法,包括:(1)以重量份计,将30份~60份环氧丙烯酸酯、40份~70份活性稀释剂、2份~5份自由基光引发剂,50份~70份脂肪族环氧树脂、30份~50份羟丁基乙烯基醚、1份~5份阳离子光引发剂搅拌均匀,得到混合光敏树脂;(2)将混合光敏树脂经过光固化3d打印,制得海绵支撑体;(3)对所述海绵支撑体进行陶瓷浸浆处理,以使氧化锆陶瓷浆料附着在所述海绵支撑体上,得到泡沫陶瓷坯体;(4)对所述泡沫陶瓷坯体进行干燥处理,然后再进行高温烧结,得到泡沫陶瓷成品。
15.作为上述方案的改进,步骤(2)包括:将混合光敏树脂的原料混合均匀;设定光固化3d打印机的打印厚度、打印速率、光功率密度和光固化时间;将混合后的混合光敏树脂通过光固化3d打印机进行3d打印,得到海绵支撑体。
16.或者,步骤(2)包括:
将混合光敏树脂的原料混合均匀,并添加陶瓷粉料;设定光固化3d打印机的打印层厚度、打印速率、光功率密度和光固化时间;将混合后的混合光敏树脂通过光固化3d打印机进行3d打印,得到海绵支撑体。
17.作为上述方案的改进,所述打印层厚度为0.01~0.1mm、打印速率为10~50mm/s、光功率密度为5~25mw/cm2、光固化时间为2~5s。
18.作为上述方案的改进,步骤(3)包括下述步骤:将海绵支撑体浸渍在氧化锆陶瓷浆料中,辊压后形成第一坯体;将所述第一坯体再次浸渍在所述氧化锆陶瓷浆料中,辊压后形成第二坯体;将所述第二坯体进行干燥;所述第二坯体干燥后,在所述第二坯体表面喷涂所述氧化锆陶瓷浆料,得到泡沫陶瓷坯体。
19.作为上述方案的改进,步骤(4)中:所述干燥处理的工艺参数为:干燥温度为35℃~45℃,干燥时间为8h~12h;所述高温烧结的条件为:先以0.3℃/min~0.5℃/min的升温速率升至600℃~620℃,并保温0.5h~1h;再以0.5℃/min~1.5℃/min的升温速率升至1680℃~1720℃,并保温4h~6h;烧结气氛为空气。
20.实施本发明,具有如下有益效果:本发明泡沫陶瓷,其是先由混合光敏树脂经过光固化3d打印制得海绵支撑体,再将海绵支撑体浸渍在氧化锆陶瓷浆料中,并经干燥烧结而得。
21.首先,混合光敏树脂包括特定比例的环氧丙烯酸酯、活性稀释剂、自由基光引发剂、脂肪族环氧树脂、羟丁基乙烯基醚和阳离子光引发剂,上述原料组成自由基-阳离子混杂光固化体系,能形成交联互穿网络,具有引发协同效应、性能互补等优势,可显著提高光固化3d打印法成型海绵支撑体的结构设计、打印速率、力学性能和合格率。所得海绵支撑体的网孔大小均一,网丝粗细一致,力学性能优异。而且,本发明采用混合光敏树脂而非光敏氧化锆陶瓷浆料,降低工艺难度,降低成本,有效控制烧结的收缩率,提高生坯的合格率和产品质量的稳定性,以实现产业化生产。
22.其次,海绵支撑体放入氧化锆陶瓷浆料中,氧化锆陶瓷浆料可有效地附着在光固化3d打印的海绵支撑体上,氧化锆陶瓷浆料采用氧化镁作为稳定剂,可有效使氧化锆泡沫陶瓷在高温烧成后具有良好的室温强度与热震残余强度,实现了结构优化与性能优化的统一,同时氧化镁在陶瓷浆料中形成弱碱性环境,能够有效降低陶瓷浆料对设备的腐蚀。
23.最后,本发明以光固化3d打印海绵支撑体并进行浸浆可制备高通孔率、高力学强度的氧化锆泡沫陶瓷,具有良好的室温强度及热震残余强度,通孔率高达85~87%,常温抗压强度高达14~16mpa,1400℃一次空气热震后残余强度高达6~8mpa,满足铸造浇注的要求。
附图说明
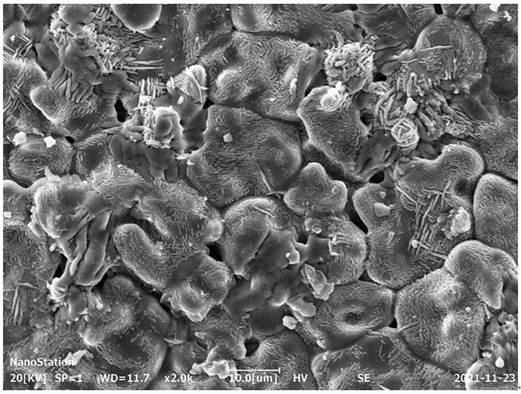
24.图1为本发明实施例1~3中得到的氧化锆泡沫陶瓷的物相组成;图2为本发明实施例1中得到的氧化锆泡沫陶瓷的扫描电镜图。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚,下面对本发明作进一步地详细描述。
26.术语除非另外说明或存在矛盾之处,本文中使用的术语或短语具有以下含义:本发明中,所使用的“其组合”、“其任意组合”、“其任意组合方式”等中包括所列项目中任两个或任两个以上项目的所有合适的组合方式。
27.本发明中,“优选”仅为描述效果更好的实施方式或实施例,应当理解,并不构成对本发明保护范围的限制。
28.本发明中,以开放式描述的技术特征中,包括所列举特征组成的封闭式技术方案,也包括包含所列举特征的开放式技术方案。
29.本发明中,涉及到数值区间,如无特别说明,则包括数值区间的两个端点。
30.关于泡沫陶瓷的制备,现有技术无法兼顾产业化生产、降低成本和产品质量。为此,本发明提供了一种泡沫陶瓷,其由海绵支撑体浸泡于氧化锆陶瓷浆料后经高温烧结形成。其中,所述海绵支撑体由混合光敏材料经过光固化3d打印制得,所述混合光敏材料包括混合光敏树脂,所述混合光敏树脂以重量份计包括下述原料:30份~60份环氧丙烯酸酯;40份~70份活性稀释剂;1份~5份自由基光引发剂;50份~70份脂肪族环氧树脂;30份~50份羟丁基乙烯基醚;1份~5份阳离子光引发剂。
31.优选的,所述混合光敏树脂以重量份计包括下述原料:35份~55份环氧丙烯酸酯;45份~65份活性稀释剂;2份~5份自由基光引发剂;55份~65份脂肪族环氧树脂;35份~45份羟丁基乙烯基醚;3份~5份阳离子光引发剂。
32.更佳的,所述混合光敏树脂以重量份计包括下述原料:40份~50份环氧丙烯酸酯;50份~60份活性稀释剂;2份~5份自由基光引发剂;57份~63份脂肪族环氧树脂;37份~43份羟丁基乙烯基醚;3份~5份阳离子光引发剂。
33.所述海绵支撑体由混合光敏材料经过光固化3d打印制得,所述混合光敏材料包括混合光敏树脂,光固化3d打印技术基于液态光敏树脂的光固化原理,其主要成分为低聚物、活性稀释剂、光引发剂等。自由基型和阳离子型树脂组成的自由基-阳离子混杂体系,可促
使混杂光固化体系在光引发、体积变化互补、性能调节方面具有协同效应,有助于成型件精度的优化与光固化树脂性能的提升。所述环氧丙烯酸酯与脂肪族环氧树脂的粘度将影响光敏树脂体系的打印速率与力学强度。优选地,所述环氧丙烯酸酯的粘度≤60000mpa
·
s(25℃)、脂肪族环氧树脂的粘度≤300mpa
·
s(25℃)。更佳地,环氧丙烯酸酯的粘度为30000~60000mpa
·
s(25℃)、脂肪族环氧树脂的粘度为200~300mpa
·
s(25℃)。
34.需要说明的是,所述环氧丙烯酸酯的粘度、脂肪族环氧树脂的粘度是指是25℃条件下测试的粘度。
35.本发明选用特定比例的自由基型光敏树脂、阳离子型光敏树脂及与之匹配的活性稀释剂与光引发剂。其中,自由基型光固化诱导期短、黏度低、韧性好、成本低,但体积收缩率大、附着力差;而阳离子型光固化诱导期较长、活性中间体寿命长、体积收缩率小、附着力好,光照停止后仍可继续进行固化反应。自由基型与阳离子型光敏树脂体系协同作用下可显著加快光打印速率、增强海绵支撑体强度、提高海绵支撑体合格率。
36.优选的,所述活性稀释剂为1,6-己二醇二丙烯酸酯,其粘度≤10mpa
·
s(25℃);所述自由基光引发剂为2,4,6-三甲基苯甲酰基-二苯基氧化磷,成分含量≥99.0%;所述羟丁基乙烯基醚的成分含量≥98.0%;所述阳离子光引发剂为二芳基碘鎓盐,成分含量≥99.5%。
37.更佳的,所述活性稀释剂为1,6-己二醇二丙烯酸酯,其粘度为5~10mpa
·
s(25℃);所述自由基光引发剂为2,4,6-三甲基苯甲酰基-二苯基氧化磷,成分含量为99.0~99.5%;所述羟丁基乙烯基醚的成分含量为98.0~99.5%;所述阳离子光引发剂为二芳基碘鎓盐,成分含量为99.5~99.8%。
38.需要说明的是,所述1,6-己二醇二丙烯酸酯的粘度是指是25℃条件下测试的粘度。
39.混合光敏树脂包括特定比例的环氧丙烯酸酯、活性稀释剂、自由基光引发剂、脂肪族环氧树脂、羟丁基乙烯基醚和阳离子光引发剂,上述原料组成自由基-阳离子混杂光固化体系,可显著提高光固化3d打印法成型海绵支撑体的打印精度、机械强度和合格率。所得海绵支撑体的网孔大小均一,网丝粗细一致,力学性能优异。而且,本发明采用混合光敏树脂而非光敏陶瓷浆料,降低工艺难度,降低成本,有效控制烧结的收缩率,提高生坯的合格率和产品质量的稳定性,以实现产业化生产。
40.优选的,所述混合光敏材料包括混合光敏树脂和陶瓷粉料,所述陶瓷粉料的加入量为混合光敏树脂的1~3wt%,可以提高打印的光敏树脂强度,而且打印的海绵支撑体存在表面粗化,有利于浸浆时陶瓷浆料的吸附作用。优选的,所述陶瓷粉料的加入量为混合光敏树脂的1~2.5wt%。
41.所述混合光敏材料中加入的陶瓷粉料为单一陶瓷粉料,优先选用氧化锆粉料。
42.在一种实施方式中,所述海绵支撑体的光固化3d打印制备方法,通过设定打印厚度、打印速率、光功率密度、光固化时间,以快速成型海绵支撑体。优选的,所述打印层厚度为0.01~0.1mm、打印速率为10~50mm/s、光功率密度为5~25mw/cm2、光固化时间为2~5s。
43.本发明采用3d打印成型法制备海绵支撑体,并以此海绵支撑体为模板通过浸泡陶瓷浆料来制备泡沫陶瓷,而不是直接采用3d打印陶瓷浆料来制备泡沫陶瓷。本发明制得的3d打印海绵支撑体的密度为25~30kg/m3;拉伸强度≥280kpa;断裂伸长率≥80%;压缩变形力(40%)为5.5
±
1.5n。
44.本发明采用自由基-阳离子混杂光固化体系的光固化3d打印成型法,可显著提高海绵支撑体的结构设计、打印速率、力学性能和合格率,所得海绵支撑体的网孔大小均一,网丝粗细一致。3d打印成型法有利于设计海绵支撑体的网孔结构,该网孔结构可以根据产品的应用要求而定。并以此为模板制备的泡沫陶瓷产品的网孔一致性好,可降低传统法制备的聚氨酯海绵中孔道结构缺陷而造成的产品不良,同时可减少由于网孔大小不一而导致泡沫陶瓷产品不符合要求等问题。
45.进一步,所述氧化锆陶瓷浆料由氧化锆粉体、氧化镁、粘结剂进行混料,并经过球磨制得。优选的,所述氧化镁的加入量为3mol%~10mol%氧化锆含量;所述粘结剂为pva溶液,加入量为5wt%~20wt%氧化锆粉体,所述氧化锆陶瓷浆料的粘度为12000mpa
·
s~15000mpa
·
s。
46.所述氧化锆氧化锆陶瓷浆料由氧化锆粉体、氧化镁粉体、pva溶液组成,其中,所述氧化锆的粒径过大将影响烧结活性与产品的力学强度,优选的,所述氧化锆粉体的粒径≤30μm。更佳的,所述氧化锆粉体的粒径尺寸为5
µ
m~30
µ
m。
47.所述氧化镁作为稳定剂,氧化镁具有与氧化锆相近的阳离子半径,高温烧结过程中可固溶进入到氧化锆的晶体结构中,可有效地调控氧化锆陶瓷中单斜相与四方相的比例。相对于其他稳定剂如氧化钇、氧化铈等,氧化镁稳定的氧化锆陶瓷具有更加突出的抗热震性能。同时,相变产生的微裂纹能够较好地抵抗热震所引起的裂纹扩展,使裂纹扩展所需的能量提高,在宏观上表现出更高的抗热震性能。此外,采用氧化镁在陶瓷浆料中形成的碱性环境可有效降低浆料对设备的腐蚀。
48.因此,氧化镁通过对氧化锆陶瓷的相组成及含量的调整和控制,充分利用烧结过程中发生单斜相与四方相相变所引起的体积变化,可优化材料的热膨胀性能,提高材料的抗热震性。优选地,当氧化锆的重量份为100份时,所述氧化镁粉体的重量份为3.7~7.4份。示例性的,氧化锆的重量份为100份,氧化镁的重量份可以为3.7份、4.0份、5.0份、6.0份、7.0份、7.4份等,但不限于此。另外,所述氧化镁粉体的粒径≤2.0μm;更佳地,所述氧化镁粉体的粒径1.0μm~2.0μm。
49.所述pva溶液作为粘结剂,可有效地附着在光固化3d打印的海绵支撑体上,可有效调控上浆重量与挂浆均匀度。优选地,所述pva溶液的重量份为6~10份,聚合度为5000~7000;所述pva溶液的浓度为10%~15%。
50.本发明通过海绵支撑体在氧化锆陶瓷浆料中浸浆,使氧化锆陶瓷浆料附着在所述海绵支撑体上,可有效使氧化锆泡沫陶瓷在高温烧成后具有良好的室温强度与热震残余强度,实现了结构优化与性能优异的统一,同时氧化镁在陶瓷浆料中形成弱碱性环境,能够有效降低陶瓷浆料对设备的腐蚀。
51.综上所述,本发明涉及的氧化锆陶瓷具有高强度、高硬度、低密度及良好的化学稳定性等性能,传统工艺无法高效地成型或加工复杂中空结构等,严重制约着先进陶瓷材料在高新技术领域的应用。本发明采用的3d打印技术,是一种无模自由成型技术,在解决复杂结构陶瓷部件精密成型问题方面具有显著优势。光固化3d打印技术可实现对海绵支撑体结构的设计,而基于结构设计的海绵支撑体通过浸浆可制备不同结构的氧化锆陶瓷材料。利用氧化锆的单斜相与四方相的相变机制,氧化锆陶瓷产品具有良好的抗热震性能,可应用于极端的高温热震环境。
52.本发明制得的泡沫陶瓷的通孔率>85%,常温抗压强度>8.5mpa,1400℃一次空气热震后残余强度>3.5mpa。优选的,本发明制得的通孔率高达85~87%,常温抗压强度高达14~16mpa,1400℃一次空气热震后残余强度高达6~8mpa。
53.相应的,本发明还提供一种泡沫陶瓷的制备方法,包括:(1)以重量份计,将30份~60份环氧丙烯酸酯、40份~70份活性稀释剂、2份~5份自由基光引发剂,50份~70份脂肪族环氧树脂、30份~50份羟丁基乙烯基醚、1份~5份阳离子光引发剂搅拌均匀,得到混合光敏树脂;步骤(1)中,混合光敏树脂的原料选用,其技术细节同上所述,在此不再赘述。
54.(2)将混合光敏树脂经过光固化3d打印,制得海绵支撑体;优选的,步骤(2)包括:将混合光敏树脂的原料混合均匀;设定光固化3d打印机的打印厚度、打印速率、光功率密度和光固化时间;将混合后的混合光敏树脂通过光固化3d打印机进行3d打印,得到海绵支撑体。
55.或者,步骤(2)包括:将混合光敏树脂的原料混合均匀,并添加陶瓷粉料;设定光固化3d打印机的打印层厚度、打印速率、光功率密度和光固化时间;将混合后的混合光敏树脂通过光固化3d打印机进行3d打印,得到海绵支撑体。
56.更佳的,所述打印层厚度为0.01~0.1mm、打印速率为10~50mm/s、光功率密度为5~25mw/cm2、光固化时间为2~5s。
57.本发明可以根据实际需要,通过光固化3d打印,利用无模自由成型技术,解决了复杂结构陶瓷部件的精密成型问题,实现对不同结构海绵支撑体的制造需求。
58.(3)对所述海绵支撑体进行陶瓷浸浆处理,以使氧化锆陶瓷浆料附着在所述海绵支撑体上,得到泡沫陶瓷坯体;优选的,步骤(3)包括下述步骤:将海绵支撑体浸渍在氧化锆陶瓷浆料中,辊压后形成第一坯体;将所述第一坯体再次浸渍在所述氧化锆陶瓷浆料中,辊压后形成第二坯体;将所述第二坯体进行干燥;所述第二坯体干燥后,在所述第二坯体表面喷涂所述氧化锆陶瓷浆料,得到泡沫陶瓷坯体。
59.优选地,所述第一坯体的上浆量为15~20wt%;所述第二坯体的上浆量为80~70wt%;所述第二坯体表面喷涂的上浆量为5~10wt%。
60.本发明采用三次上浆的方式,分别形成三层浆层,第一次上浆在于改善海绵体的疏水表面,形成有利于氧化锆浆料附着的过渡层;第二次上浆在过渡层的基础上大量上浆,形成氧化锆泡沫陶瓷主体;第三次上浆在于对泡沫陶瓷表面进行修饰,使其线条更加圆润粗壮。
61.(4)对所述泡沫陶瓷坯体进行干燥处理,然后再进行高温烧结,得到泡沫陶瓷成品。
62.在一种实施方式中,所述干燥处理的工艺参数为:干燥温度为35℃~45℃,干燥时间为10h~12h。优选地,所述干燥处理后含水量不高于2wt%。
63.在一种实施方式中,所述烧结条件为:先以0.3℃/min~0.5℃/min的升温速率升至600℃~620℃并保温0.5h~1h;再以0.5℃/min~1.5℃/min的升温速率升至1680℃~1720℃并保温4h~6h;烧结气氛为空气。
64.优选地,所述烧结条件为:采用推板窑进行无压烧结,升温速率为0.3℃/min,烧结温度至600℃进行保温处理,保温时间为1h;升温速率为1.5℃/min,烧结温度至1720℃进行保温处理,保温时间为4h,烧结气氛为空气,得到氧化锆泡沫陶瓷。
65.本发明先以较慢的升温速度升至600℃~620℃并保温0.5h~1h,有利于海绵支撑体的成分脱脂,再以较快的升温速度升至1680℃~1720℃并烧结4h~6h,可最大程度上进行镁元素的固溶作用与提高氧化锆陶瓷的致密化,从而实现增强氧化锆陶瓷的力学强度和抗热震性能。
66.下面以具体实施例进一步阐述本发明实施例1本实施例提供一种氧化锆泡沫陶瓷的制备方法,包括以下步骤:s1、以重量份计,60份环氧丙烯酸酯、40份活性稀释剂1,6-己二醇二丙烯酸酯(hdda)、5份自由基光引发剂2,4,6-三甲基苯甲酰基-二苯基氧化磷(tpo),70份脂肪族环氧树脂、30份羟丁基乙烯基醚(hbve)、5份阳离子光引发剂二芳基碘鎓盐,将所述原料搅拌均匀得到混合光敏树脂体系;s2、采用光固化3d打印技术制备海绵支撑体,设定光固化参数:打印层厚度设定为0.1mm,打印速率设定为20mm/s,光功率密度设定为24mw/cm2,光固化时间设定为2s。向光固化3d打印机的刮刀料槽中倒入混合光敏树脂,开始打印,得到海绵支撑体,打印规格为直径为100mm,厚度为30mm,网孔为10ppi。
67.s3、氧化锆陶瓷浆料由氧化锆粉体、氧化镁粉体、pva溶液组成。其中,氧化锆的重量份为100份、锆粉体的粒径30μm;氧化镁的重量份为7.4份、氧化镁粉体的粒径1.0μm;所述pva的重量份为10份,聚合度为7000、浓度为15%。结合球磨方式进行研磨获得陶瓷浆料,球磨的球料比为5:1,混料时间为4h,所述氧化锆陶瓷浆料的粘度为12100mpa
·
s。
68.s4、对所述海绵支撑体进行浸渍陶瓷浆料,自动辊压后形成第一坯体,所述第一坯体的上浆量为15wt%;将所述第一坯体再次浸渍在陶瓷浆料中,自动辊压后形成第二坯体,所述第二坯体的上浆量为80wt%;待所述第二坯体干燥后,在所述第二坯体表面喷涂所述陶瓷浆料,喷涂的上浆量为5wt%,得到氧化锆泡沫陶瓷坯体;s5、利用35℃干燥室对所述泡沫陶瓷坯体进行12h干燥处理,所述的干燥后的氧化锆泡沫陶瓷含水量低于2wt%;再采用推板窑对所述干燥后的泡沫陶瓷坯体进行无压烧结,升温速率为0.3℃/min,烧结温度至600℃进行保温处理,保温时间为1h;升温速率为1.5℃/min,烧结温度至1720℃进行保温处理,保温时间为4h,烧结气氛为空气,得到氧化锆泡沫陶瓷。
69.图2为实施例1得到的氧化锆泡沫陶瓷的扫描电镜图。
70.实施例2本实施例提供一种氧化锆泡沫陶瓷的制备方法,包括以下步骤:s1、以重量份计,30份环氧丙烯酸酯、70份活性稀释剂1,6-己二醇二丙烯酸酯
(hdda)、2份自由基光引发剂2,4,6-三甲基苯甲酰基-二苯基氧化磷(tpo),50份脂肪族环氧树脂、50份羟丁基乙烯基醚(hbve)、3份阳离子光引发剂二芳基碘鎓盐,将所述原料搅拌均匀得到混合光敏树脂体系;s2、采用光固化3d打印技术制备海绵支撑体,设定光固化参数:打印层厚设定为0.1mm,打印速率设定为20mm/s,光功率密度设定为24mw/cm2,光固化时间设定为2s。向光固化3d打印机的刮刀料槽中倒入混合光敏树脂,开始打印,得到海绵支撑体,打印规格为直径为60mm,厚度为20mm,网孔为20ppi。
71.s3、氧化锆陶瓷浆料由氧化锆粉体、氧化镁粉体、pva溶液组成。所述氧化锆的重量份为100份、锆粉体的粒径5μm;氧化镁的重量份为3.7份、氧化镁粉体的粒径1.0μm;所述pva的重量份为6份,聚合度为7000、浓度为15%。结合球磨方式进行研磨获得陶瓷浆料,球磨的球料比为3:1,混料时间为8h,所述氧化锆陶瓷浆料的粘度为14600mpa
·
s。
72.s4、对所述海绵支撑体进行浸渍陶瓷浆料,自动辊压后形成第一坯体,所述第一坯体的上浆量为20wt%;将所述第一坯体再次浸渍在陶瓷浆料中,自动辊压后形成第二坯体,所述第二坯体的上浆量为70wt%;待所述第二坯体干燥后,在所述第二坯体表面喷涂所述陶瓷浆料,喷涂的上浆量为10wt%,得到氧化锆泡沫陶瓷坯体。
73.s5、利用45℃干燥室对所述泡沫陶瓷坯体进行10h干燥处理,所述的干燥后的氧化锆泡沫陶瓷含水量低于2wt%;再采用推板窑对所述干燥后的泡沫陶瓷坯体进行无压烧结,升温速率为0.5℃/min,烧结温度至620℃进行保温处理,保温时间为0.5h;升温速率为0.5℃/min,烧结温度至1680℃进行保温处理,保温时间为6h,烧结气氛为空气,得到氧化锆泡沫陶瓷。
74.实施例3本实施例提供一种氧化锆泡沫陶瓷的制备方法,包括以下步骤:s1、以重量份计,50份环氧丙烯酸酯、50份活性稀释剂1,6-己二醇二丙烯酸酯(hdda)、3份自由基光引发剂2,4,6-三甲基苯甲酰基-二苯基氧化磷(tpo),60份脂肪族环氧树脂、40份羟丁基乙烯基醚(hbve)、3份阳离子光引发剂二芳基碘鎓盐,将所述原料搅拌均匀得到混合光敏树脂体系;s2、采用光固化3d打印技术制备海绵支撑体,设定光固化参数:打印层厚设定为0.1mm,打印速率设定为20mm/s,光功率密度设定为24mw/cm2,光固化时间设定为2s。向光固化3d打印机的刮刀料槽中倒入混合光敏树脂,开始打印,得到海绵支撑体,打印规格为直径为30mm,厚度为10mm,网孔为30ppi。
75.s3、氧化锆陶瓷浆料由氧化锆粉体、氧化镁粉体、pva溶液组成。其中,氧化锆的重量份为100份、锆粉体的粒径15μm;氧化镁的重量份为7.4份、氧化镁粉体的粒径2.0μm;pva的重量份为10份,聚合度为7000、浓度为15%。结合球磨方式进行研磨获得陶瓷浆料,球磨的球料比为4:1,混料时间为6h,所述氧化锆陶瓷浆料的粘度为13300mpa
·
s。
76.s4、对所述海绵支撑体进行浸渍陶瓷浆料,自动辊压后形成第一坯体,所述第一坯体的上浆量为15wt%;将所述第一坯体再次浸渍在陶瓷浆料中,自动辊压后形成第二坯体,所述第二坯体的上浆量为70wt%;待所述第二坯体干燥后,在所述第二坯体表面喷涂所述陶瓷浆料,喷涂的上浆量为10wt%,得到氧化锆泡沫陶瓷坯体;s5、利用45℃干燥室对所述泡沫陶瓷坯体进行12h干燥处理,所述的干燥后的氧化
锆泡沫陶瓷含水量低于2wt%;再采用推板窑对所述干燥后的泡沫陶瓷坯体进行无压烧结,升温速率为0.3℃/min,烧结温度至600℃进行保温处理,保温时间为1h;升温速率为1.0℃/min,烧结温度至1700℃进行保温处理,保温时间为4h,烧结气氛为空气,得到氧化锆泡沫陶瓷。
77.实施例4本实施例提供一种氧化锆泡沫陶瓷的制备方法,与实施例3不同之处在于步骤s2。实施例4向光固化3d打印机的刮刀料槽中倒入混合光敏树脂和氧化锆陶瓷粉料,氧化锆陶瓷粉料的加入量为混合光敏树脂的1wt%,开始打印,得到海绵支撑体。
78.实施例5本实施例提供一种氧化锆泡沫陶瓷的制备方法,与实施例3不同之处在于步骤s2。实施例5向光固化3d打印机的刮刀料槽中倒入混合光敏树脂和氧化锆陶瓷粉料,氧化锆陶瓷粉料的加入量为混合光敏树脂的2.5wt%,开始打印,得到海绵支撑体。
79.对比例1本实施例提供一种氧化锆泡沫陶瓷的制备方法,与实施例3不同之处在于步骤s1~s2,对比例1采用传统高压法制备的聚氨酯海绵作为上浆模板,其余均与实施例3相同。
80.其中,传统高压法制备聚氨酯海绵的方法如下:以聚酯多元醇65份~85份为主要材料,添加异氰酸15份~35份、催化剂三乙醇胺0.5份~2.5份、稳定剂有机硅泡沫0.5份~1.8份,通过自动进料系统结合高压聚酯发泡机在21℃恒温、高速搅拌条件下,经过链增长反应、发泡及交流等过程制备聚氨酯海绵。
81.对比例2本实施例提供一种氧化锆泡沫陶瓷的制备方法,与实施例3不同之处在于步骤s1,对比例2选用现有的光敏树脂组合物进行3d打印,该光敏树脂组合物包括290质量份环氧丙烯酸酯、210质量份双季戊四醇六丙烯酸酯、140质量份丙烯酸月桂酯和丙烯酸异冰片酯(体积比2/1)、300质量份单组份环氧树脂,8质量份消泡剂疏水基硬脂酸酯el-2600、6质量份阻聚剂对苯二酚和9质量份流平剂凯美特kmt-5510、37质量份自由基引发剂irgacure 819和irgacure 651(重量比3/1) 。
82.对比例3本实施例提供一种泡沫陶瓷的制备方法,与实施例3不同之处在于步骤s3。对比例3选用的陶瓷浆料为钛酸铝陶瓷浆料,钛酸铝陶瓷浆料量由煅烧α-al2o33kg、锐钛矿型钛白粉2kg、碳酸镁粉300g、二氧化硅粉350g、三氧化二铁10g、三氧化二镧16g、酚醛树脂1 .2kg、聚乙烯醇缩丁醛20g、蓖麻油15g、三油酸甘油酯5g、乙醇1600g和丁酮400g混合球磨5小时得到。
83.对实施例1~5和对比例1~3制得的海绵支撑体进行性能测试,结果如表1所示:表1为实施例1~5和对比例1~3制得的海绵支撑体性能测试结果
由表1数据可知,本发明实施例制得的海绵支撑体,密度为25~30kg/m3;拉伸强度≥280kpa;断裂伸长率≥80%;压缩变形力(40%)为5.5
±
1.5n。其拉伸强度和压缩变形力均优于对比例。
84.对实施例1~5和对比例1~3制得的氧化锆泡沫陶瓷进行性能测试,测试结果如表2所示。
85.表2为实施例1~5和对比例1~3制得的氧化锆泡沫陶瓷性能测试结果由表2数据可知,本发明实施例的氧化锆泡沫陶瓷的通孔率>85%,常温抗压强度>8.5mpa,1400℃一次空气热震后残余强度>3.5mpa,满足铸造浇注的要求。
86.其中,本发明实施例的氧化锆泡沫陶瓷的通孔率为85.2~89.1%;本发明实施例的氧化锆泡沫陶瓷的常温抗压强度为14.6~16.9mpa,1400℃一次空气热震后残余强度为6.1~7.8 mpa,相比对比例有大幅的提升;图1为本发明实施例1~3中得到的氧化锆泡沫陶瓷的物相组成。由图1可知,本发明泡沫陶瓷具有单斜zro2(m-zro2),四方氧化锆(t-zro2)两种晶态,其具有较佳的热震稳定性。图2为实施例1得到的氧化锆泡沫陶瓷的扫描电镜图,图2显示了氧化锆泡沫陶瓷的晶粒尺寸、面积和分布情况。结合图1、图2和表1可得,本发明采用光固化3d打印海绵支撑体并进行浸浆制备的氧化锆泡沫陶瓷,具有高通孔率、高力学强度及热震残余强度等优点。
87.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为
本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1