热弯模具冷却设备的制作方法
1.本实用新型涉及玻璃加工技术领域,具体地涉及一种热弯模具冷却设备。
背景技术:
2.随着科技的快速发展,汽车产业现在越来越智能化,从无到有,从按键控制到触摸控制,从触摸控制到语音控制,“液晶中控屏”也成为汽车中不可或缺的产品,从低端到高端的车型,“液晶中控屏”样式也千姿百态,对车载盖板玻璃需求日益增加。不仅在汽车行业,其他行业也对盖板玻璃需求也同样只增不减。
3.现有玻璃热弯设备,无独立的模具冷却工位,均是徐冷工位将摸具冷却至接近室温后,工人将摸具取出,这样的设备加工效率低,能耗高。
技术实现要素:
4.本实用新型的目的是为了克服现有技术存在的现有设备降温效率低下,占用时间长的问题,提供一种热弯模具冷却设备。
5.为了实现上述目的,本实用新型一方面提供一种热弯模具冷却设备,包括入料口以及与所述入料口相连通的冷却工位,所述冷却工位包括上冷却组件、下冷却组件以及第一驱动组件,所述下冷却组件具有能够承载待冷却模具的承载面,所述第一驱动组件能够驱动所述上冷却组件和/或所述下冷却组件贴合于待冷却模具表面并对其降温。
6.可选地,所述上冷却组件包括冷却板以及循环泵,所述冷却板内设置有呈蛇形分布的流道,所述循环泵能够驱动冷却介质沿所述流道流动。
7.可选地,所述冷却板还包括底板以及盖板,所述流道设置于所述底板的一侧,所述底板背离所述流道的一侧能够贴合于待冷却模具的表面,所述盖板能够盖合于所述底板具有流道的一侧并设置有与所述流道相连通的进水口和出水口,所述进水口设置于所述流道的第一端,所述出水口设置于所述流道的第二端。
8.可选地,所述底板与所述盖板通过螺栓连接。
9.可选地,所述流道间的空隙处设置有螺栓孔,所述盖板对应于所述螺栓孔设置有通孔,所述螺栓孔开口处周围设置有密封圈,所述密封圈设置于所述底板与所述盖板之间。
10.可选地,所述上冷却组件包括多个在同一平面上依次排列的冷却板,两相邻设置的所述冷却板通过连接板连接。
11.可选地,所述下冷却组件固定设置,所述第一驱动组件包括驱动气缸,所述驱动气缸能够驱动所述上冷却组件朝向所述下冷却组件移动,所述上冷却组件以及所述下冷却组件分别贴合于待冷却模具两侧。
12.可选地,所述第一驱动组件包括多个间隔设置的所述驱动气缸。
13.可选地,所述热弯模具冷却设备还包括第一搬运组件,所述第一搬运组件包括夹爪以及第二驱动组件,所述夹爪能够夹持待冷却模具,所述第二驱动组件能够驱动所述夹爪在所述入料口和所述冷却工位之间移动。
14.可选地,所述热弯模具冷却设备还包括多个依次设置的冷却工位以及第二搬运组件,所述第二搬运组件能够驱动待冷却工件在相邻设置的冷却工位之间移动。
15.通过上述技术方案,利用上冷却组件以及下冷却组件同时对模具进行降温,从而加快模具的降温速度,进而降低模具对设备的占用时间,加快设备的加工效率,提高模具的流转效率。
附图说明
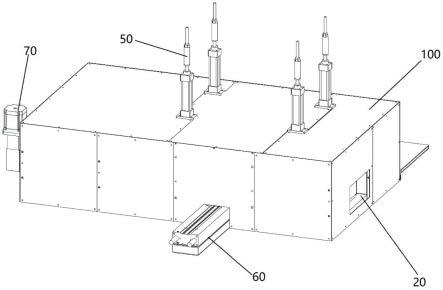
16.图1是本实用新型所述的热弯模具冷却设备的一种实施方式的结构示意图;
17.图2是本实用新型所述的热弯模具冷却设备的内部结构示意图;
18.图3是本实用新型所述的上冷却组件的一种实施方式的结构示意图;
19.图4是本实用新型所述的底板的一种实施方式的结构示意图;
20.图5是本实用新型所述的盖板的一种实施方式的结构示意图;
21.图6是本实用新型所述的第一搬运组件一种实施方式的结构示意图;
22.图7是本实用新型所述的第二搬运组件一种实施方式的结构示意图。
23.附图标记说明
24.10-待冷却模具,20-入料口,30-下冷却组件,40-上冷却组件,41-冷却板,411-底板,4111-流道,4112-螺栓孔,4113-密封圈,412-盖板,4121-通孔,4122-进水口,4123-出水口,50-第一驱动组件,51-连接板,60-第二搬运组件,61-第三驱动组件,62-施力框架,70-第一搬运组件,71-第二驱动组件,72-夹爪,80-下料位,90-框架,100-保护板。
具体实施方式
25.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
26.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上”、“下”、“顶”、“底”、“左”、“右”通常是指装置或设备处于使用状态下的方位。需要说明的是,这仅是为了便于描述本实用新型,不应理解为对本实用新型的限制。
27.此外,术语“第一”、“第二”等仅用于描述目的,而不应理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
28.在本实用新型中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
29.本实用新型一方面提供一种热弯模具冷却设备,包括入料口20以及与所述入料口20相连通的冷却工位,所述冷却工位包括上冷却组件40、下冷却组件30以及第一驱动组件50,所述下冷却组件30具有能够承载待冷却模具10的承载面,所述第一驱动组件50能够驱动所述上冷却组件40和/或所述下冷却组件30贴合于待冷却模具10表面并对其降温。
30.需要说明的是,现有技术中,在玻璃热弯工序后,需要将模具以及内部成型的玻璃产品一同进行冷却,以使得产品定型,然而现有设备冷却效率不高,导致模具堆积,占用时间长且模具流传时间较长,导致同样的生产效率下,需要更多的模具,进而使得生产成本显著上升。
31.对于上述情况,如图1-2所示,本技术中利用上冷却组件40以及下冷却组件40同时
对模具进行降温,从而加快模具的降温速度,进而降低模具对设备的占用时间,加快设备的加工效率,提高模具的流转效率。入料口20不仅可以作为模具进入本设备的接口,为了加强自动化程度,入料口20可与上一制程的出料口相连接,由于此时模具还具有较高温度,这样的设置方式能够避免工作人员需要搬运高温且重量较大的模具。入料口20与上一制程的出料口可直接连接,也可采用搬运装置或机械臂等设备进行连接。
32.上冷却组件40与下冷却组件30可采用相似的结构,或者根据模具的外形以及制程需要设置不同的结构,上冷却组件40与下冷却组件30可采用液冷组件或换热器等形式。例如,采用具有较高导热率的材料支撑的散热板与待冷却模具相贴合,并采用散热翅、风扇等设备对上述散热板进行降温。
33.第一驱动组件50的设置可以使得上冷却组件40与下冷却组件30在未工作时能够具有足够的距离使得待降温模具10能够进入上冷却组件40与下冷却组件30之间,而当需要上冷却组件40与下冷却组件30工作时,第一驱动组件50可驱动两者互相靠近或两者中的一个向另一个靠近。第一驱动组件50可采用气缸、滑道或齿轮等机械结构进行驱动,驱动力可采用液动、气动或电动等形式。下冷却组件40设置的承载面可使得待冷却模具10在自然重力的作用下贴合于所述承载面。
34.作为一种具体的实施方式,如图3-5所示,所述上冷却组件40包括冷却板41以及循环泵,所述冷却板41内设置有呈蛇形分布的流道4111,所述循环泵能够驱动冷却介质沿所述流道4111流动。可以理解地,下冷却组件30可采用与上冷却组件40相同的结构。蛇形分布的流道4111能够尽可能地覆盖冷却板41以加强冷却介质与待冷却模具10间接接触的面积,提高冷却效果和效率。冷却介质可采用水也可采用其他有机溶液,或者例如水、乙二醇、石墨粉组成的混合物作为冷却介质。
35.另外,如图3-5所示,所述冷却板41还包括底板411以及盖板412,所述流道4111设置于所述底板411的一侧,所述底板411背离所述流道4111的一侧能够贴合于待冷却模具10的表面,所述盖板412能够盖合于所述底板411具有流道4111的一侧并设置有与所述流道4111相连通的进水口4122和出水口4123,所述进水口4122设置于所述流道4111的第一端,所述出水口4123设置于所述流道4111的第二端。流道4111可设置有一条或多条,多条互不干涉的流道4111可使得冷却介质尽可能地保持低温,以提高换热效率。底板411背离所述流道4111的一侧可为平板状或设置为与模具外形相适应,使得冷却板41能够尽可能地充分地与待冷却模具10相贴合。设置于流道4111两端的进水口4122和出水口4123可防止冷却介质在流道4111内形成死区导致冷却效率低下。
36.作为一种具体的实施方式,如图3-5所示,所述底板411与所述盖板412通过螺栓连接。螺栓连接较为可靠且简单易行。具体地,可设置有大量螺栓以对底板411和盖板412进行连接,螺栓可设置于冷却板的四周以及中部,防止流道4111中的液体发生泄露。
37.为进一步地防止流道4111中的冷却介质从螺栓处发生泄露,如图3-5所示,所述流道411间的空隙处设置有螺栓孔4112,所述盖板412对应于所述螺栓孔4112设置有通孔4121,所述螺栓孔4112开口处周围设置有密封圈4113,所述密封圈4113设置于所述底板411与所述盖板412之间。密封圈4113可设置于专用的凹槽内以定位准确,防止密封圈4113发生移动,密封圈4113可采用硅胶、橡胶等材质。进一步地,流道4111的周围也可设置有密封条以加强流道4111的密封性。
38.为避免流道过长导致冷却效率下降以及冷却不均的问题,所述上冷却组件40包括多个在同一平面上依次排列的冷却板41,两相邻设置的所述冷却板41通过连接板51连接。具体的冷却板41的设置数量可由待冷却模具10的体积决定,冷却板41可以阵列的方式进行设置,本技术中仅示例性地将两个冷却板41进行连接。
39.另外,所述下冷却组件30固定设置,如图2-3所示,所述第一驱动组件50包括驱动气缸,所述驱动气缸能够驱动所述上冷却组件40朝向所述下冷却组件30移动,所述上冷却组件40以及所述下冷却组件30分别贴合于待冷却模具10两侧。
40.为加强推力,并且使得上冷却组件40运行平稳,如图1-3所示,所述第一驱动组件50包括多个间隔设置的所述驱动气缸。
41.由于上一工序传递的待冷却模具10不一定能够准确地移动到冷却工位上,通常只能将待冷却模具10传递至入料口20处,因此,如图1,图2以及图6所示,所述热弯模具冷却设备还包括第一搬运组件70,所述第一搬运组件70包括夹爪72以及第二驱动组件71,所述夹爪72能够夹持待冷却模具10,所述第二驱动组件71能够驱动所述夹爪72在所述入料口20和所述冷却工位之间移动。第一搬运组件70能够将位于入料口20的待冷却模具10搬运至冷却工位上。所述夹爪72可采用气缸驱动、电动机驱动等驱动方式,为使得夹爪72能够开合还可设置有齿轮等部件,由于模具通常可能具有较大的重量,夹爪72可具有增力结构或设置有多个夹爪72以增加夹持力。所述第二驱动组件71可采用滑道的形式,滑道可具有较长的运行行程以及平稳的运行过程,由于模具内的产品为玻璃产品,这一设置显得尤为必要。
42.由于单个冷却工位的冷却时间可能并不匹配单个上一工序的生产能力,例如上一工序的生产时间为5分钟,而冷却则需要10分钟,此时通常需要设置多个设备去进行冷却,为解决上述问题,所述热弯模具冷却设备还包括多个依次设置的冷却工位以及第二搬运组件60,所述第二搬运组件60能够驱动待冷却工件10在相邻设置的冷却工位之间移动。具体地,以设置两个冷却工位为例,如图2以及图7所示,第一搬运组件70可将位于入料口20的待冷却模具10分别搬运至不同的冷却工位。另外,作为另一种实施方式,由于待冷却模具10为依次从上一工序运送至本设备,因此,为了方便工作人员将冷却后的模具搬运处设备,可示例性地,将紧邻入料口20的冷却工位设置为第一冷却工位,紧邻第一冷却工位,设置有第二冷却工位,并沿第一以及第二冷却工位的设置方向,设置有下料位80,待冷却模具10可先放置在第一冷却工位进行冷却,当下一个待冷却模具即将需要冷却前,将第一冷却工位上的模具搬运至第二冷却工位,使得两个模具同时分别在第一以及第二冷却工位上进行冷却,在第二冷却工位上冷却到位以后,再经下料位80搬离本设备。
43.如图7所示,第二搬运组件60可包括第三驱动组件61以及与其活动端相连的施力框架62,第三驱动组件61可采用气缸、液压缸等装置,为了施力均匀,避免搬运过程中模具移动方向发生偏移,其活动端可与施力框架62相连,施力框架可具有能够贴合于待冷却模具侧边的贴合面,使得施力均匀。
44.可以理解地,如图1以及图2所示,本技术设置有支撑各零部件的框架90以及设置于框架90上能够包裹冷却工位的保护板100。为了方便设备的设置,设备底部还可设置有支撑腿或支撑框架等使设备设置于合适的高度。
45.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于此。在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型。
包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本实用新型所公开的内容,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1