拉丝机滑梭组装设备的制作方法
本技术涉及拉丝机滑梭组装,具体而言,涉及一种拉丝机滑梭组装设备。
背景技术:
1、拉丝机滑梭是在玻璃纤维生产的拉丝过程中,用于分束和编排玻璃纤维丝束的组件,目前滑梭的装配方式基本依靠人工装配,由人工预先将钢套和滑块套接后,再批量安装滑叉。
2、但是,这种装配方式的劳动强度大,装配现场半成品堆积严重,由于人工装配手法差异,装配后的成品存在不同程度的偏紧或偏松,影响使用效果,装配效率低。
技术实现思路
1、本实用新型的主要目的在于提供一种拉丝机滑梭组装设备,以解决现有技术中的拉丝机滑梭的组装效率低的问题。
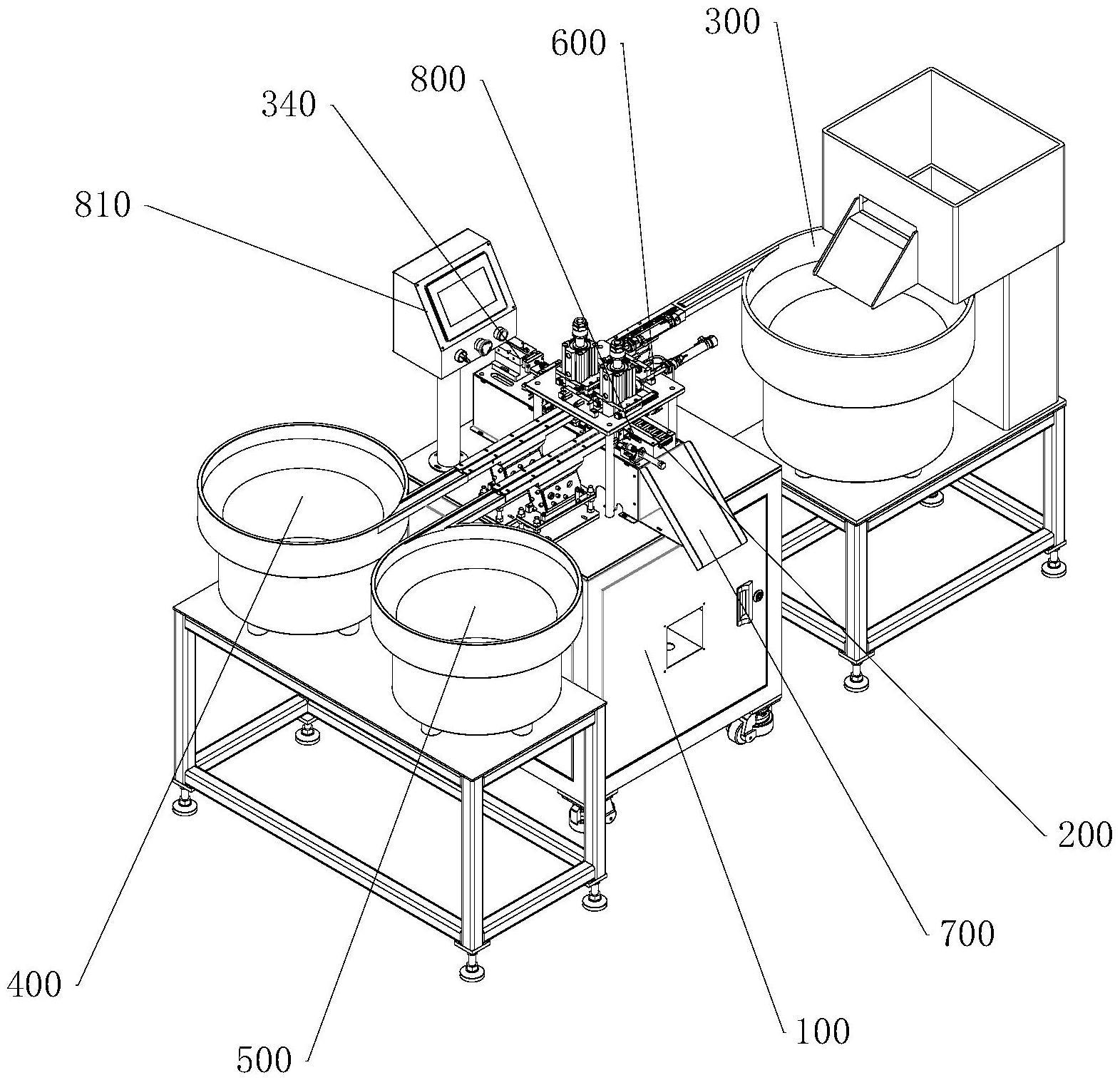
2、为了实现上述目的,本实用新型提供了一种拉丝机滑梭组装设备,包括:装配输送轨道;滑块上料机构,滑块上料机构包括滑块输送轨道,以用于输送滑块,滑块输送轨道与装配输送轨道对接;钢套上料机构,钢套上料机构包括套件输送轨道,套件输送轨道位于装配输送轨道的侧方,以用于输送钢套;滑叉上料机构,滑叉上料机构包括滑叉输送轨道,滑叉输送轨道设置在装配输送轨道的侧方,以用于输送滑叉;夹取组装机构,设置在装配输送轨道的上方,夹取组装机构包括取料夹具,取料夹具沿预定轨迹可移动地设置,以将套件输送轨道内的钢套或滑叉输送轨道内的滑叉夹取至滑块上以进行装配。
3、进一步地,装配输送轨道沿第一方向延伸,滑块输送轨道沿第二方向延伸,第一方向与第二方向相互垂直,拉丝机滑梭组装设备还包括:推进装置,设置在滑块输送轨道的侧方,推进装置沿水平方向可伸缩地设置,以将滑块输送轨道上的滑块推送至装配输送轨道上。
4、进一步地,推进装置包括:推进气缸;推块,推块设置在推进气缸的驱动端,推进气缸通过推块推动滑块。
5、进一步地,夹取组装机构还包括:水平驱动部件,沿水平方向可伸缩地设置;竖直驱动部件,沿竖直方向可伸缩地设置,水平驱动部件与竖直驱动部件驱动连接,取料夹具设置在竖直驱动部件的驱动端。
6、进一步地,夹取组装机构还包括:安装基座,水平驱动部件和竖直驱动部件均设置在安装基座上;其中,安装基座上设置有避让孔,竖直驱动部件的至少部分穿过避让孔与取料夹具连接。
7、进一步地,取料夹具包括:钢套夹持组件,钢套夹持组件包括第一气动接头和插杆,插杆设置在第一气动接头上;滑叉夹持组件,滑叉夹持组件包括第二气动接头,第二气动接头上设置有用于容纳滑叉的插槽。
8、进一步地,第一气动接头上设置有多个第一吸附孔,多个第一吸附孔环绕插杆设置;和/或,第二气动接头上设置有多个第二吸附孔,多个第二吸附孔环绕插槽设置。
9、进一步地,钢套上料机构还包括:第一滑轨,设置在装配输送轨道的侧方,第一滑轨的延伸方向与装配输送轨道的延伸方向一致;第一分料座,设置在第一滑轨上并沿第一滑轨的延伸方向可移动地设置,第一分料座位于套件输送轨道的端部,第一分料座上设置有第一容纳槽,第一容纳槽与套件输送轨道相对。
10、进一步地,滑叉上料机构还包括:第二滑轨,设置在装配输送轨道的侧方,第二滑轨的延伸方向与装配输送轨道的延伸方向一致;第二分料座,设置在第二滑轨上并沿第二滑轨的延伸方向可移动地设置,第二分料座位于滑叉输送轨道的端部,第二分料座上设置有第二容纳槽,第二容纳槽与滑叉输送轨道相对。
11、进一步地,拉丝机滑梭组装设备还包括:出料导板,与装配输送轨道对接,以输出装配后的滑梭;红外计数器,设置在装配输送轨道的出料端,以记录滑梭的个数。
12、应用本实用新型的技术方案,拉丝机滑梭组装设备包括装配输送轨道、滑块上料机构、钢套上料机构、滑叉上料机构和夹取组装机构,滑块上料机构包括滑块输送轨道,以用于输送滑块,滑块输送轨道与装配输送轨道对接;钢套上料机构包括套件输送轨道,套件输送轨道位于装配输送轨道的侧方,以用于输送钢套;滑叉上料机构包括滑叉输送轨道,滑叉输送轨道设置在装配输送轨道的侧方,以用于输送滑叉;夹取组装机构设置在装配输送轨道的上方,夹取组装机构包括取料夹具,取料夹具沿预定轨迹可移动地设置,以将套件输送轨道内的钢套或滑叉输送轨道内的滑叉夹取至滑块上以进行装配。这样设置将滑块上料、钢套上料和滑叉上料进行了集成,在上料过程中,通过夹取组装机构依次将钢套和滑叉安装在滑块上完成滑梭装配,整个过程无需人工参与,在滑块运输的过程中即能完成滑梭的组装,大大提高了滑梭的组装效率。
技术特征:
1.一种拉丝机滑梭组装设备,其特征在于,包括:
2.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述装配输送轨道(200)沿第一方向延伸,所述滑块输送轨道(320)沿第二方向延伸,所述第一方向与所述第二方向相互垂直,所述拉丝机滑梭组装设备还包括:
3.根据权利要求2所述的拉丝机滑梭组装设备,其特征在于,所述推进装置(340)包括:
4.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述夹取组装机构(600)还包括:
5.根据权利要求4所述的拉丝机滑梭组装设备,其特征在于,所述夹取组装机构(600)还包括:
6.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述取料夹具(601)包括:
7.根据权利要求6所述的拉丝机滑梭组装设备,其特征在于,所述第一气动接头(6011)上设置有多个第一吸附孔(6016),多个所述第一吸附孔(6016)环绕所述插杆(6012)设置;和/或,
8.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述钢套上料机构(400)还包括:
9.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述滑叉上料机构(500)还包括:
10.根据权利要求1所述的拉丝机滑梭组装设备,其特征在于,所述拉丝机滑梭组装设备还包括:
技术总结
本技术提供了一种拉丝机滑梭组装设备,包括:装配输送轨道;滑块上料机构,滑块上料机构包括滑块输送轨道,以用于输送滑块,滑块输送轨道与装配输送轨道对接;钢套上料机构,钢套上料机构包括套件输送轨道,套件输送轨道位于装配输送轨道的侧方,以用于输送钢套;滑叉上料机构,滑叉上料机构包括滑叉输送轨道,滑叉输送轨道设置在装配输送轨道的侧方,以用于输送滑叉;夹取组装机构,设置在装配输送轨道的上方,夹取组装机构包括取料夹具,取料夹具沿预定轨迹可移动地设置,以将套件输送轨道内的钢套或滑叉输送轨道内的滑叉夹取至滑块上以进行装配。本技术解决了现有技术中的拉丝机滑梭的组装效率低的问题。
技术研发人员:覃祎帆,范旭,余潮波,杨鹏,武磊
受保护的技术使用者:巨石集团有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!