基于激光的大尺寸开孔方法、系统及介质与流程
本发明涉及激光加工,尤其涉及一种基于激光的大尺寸开孔方法、系统及介质。
背景技术:
1、在家居装饰及家电行业中,随处可见形形色色的玻璃产品如电磁炉面板、热水壶、开关面板、幕墙玻璃。随着人们对产品的品质要求也越来越高,玻璃加工的需求旺盛。其中以钠钙玻璃、铝硅玻璃、硼硅玻璃为材料主体的玻璃,应用较为广泛。上述玻璃的主要切割方式为皮秒玻璃切割方法及水刀切割方法。皮秒玻璃切割方法,是先采用超快皮秒激光对玻璃进行预切割,然后采用激光(二氧化碳激光)对预切割的轨迹进行裂片。
2、目前皮秒玻璃切割方法只适用于玻璃的外轮廓加工,大尺寸的内孔的切割仍需要使用水刀切割方法。然而,水刀切割方法耗材多、切割产生的污染排放严重,不利于环保。
3、此外,目前激光触发采用单一脉冲触发,这导致在非直线段开孔时,工件吸收的激光能量过,使得工件瞬间膨胀并爆破,对工件造成过度损伤从而导致玻璃崩裂。
技术实现思路
1、基于此,有必要针对现有技术的皮秒玻璃切割方法不适合大尺寸的内孔的切割,而采用水刀切割方法进行大尺寸的内孔的切割,存在耗材多、切割产生的污染排放严重,而且目前激光触发采用单一脉冲触发,这导致在非直线段开孔时,工件吸收的激光能量过,使得工件瞬间膨胀并爆破,对工件造成过度损伤从而导致玻璃崩裂的技术问题,提出了一种基于激光的大尺寸开孔方法、系统及介质。
2、一种基于激光的大尺寸开孔方法,所述方法包括:
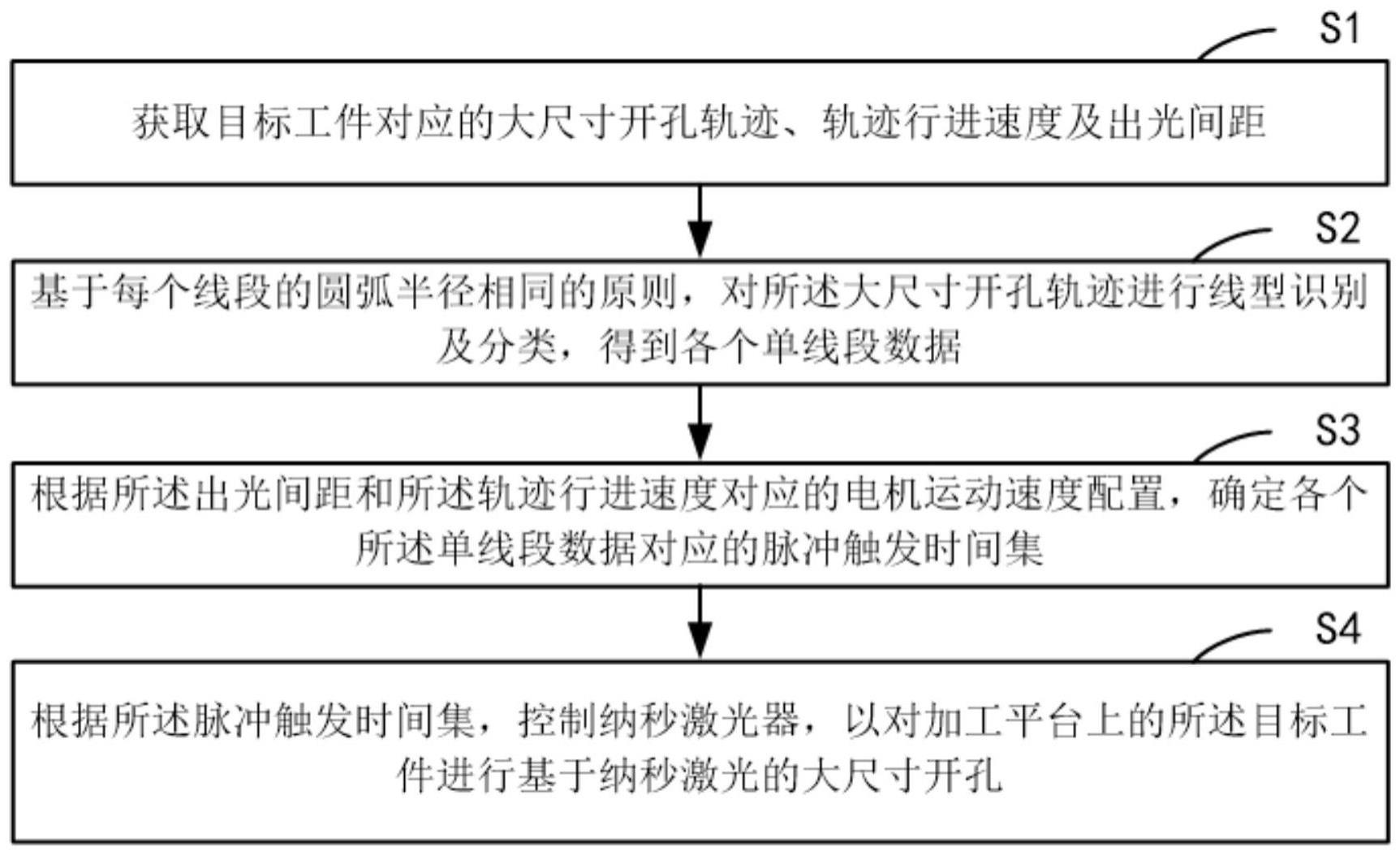
3、获取目标工件对应的大尺寸开孔轨迹、轨迹行进速度及出光间距;
4、对所述大尺寸开孔轨迹进行线型识别及分类,得到各个单线段数据;
5、根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集;
6、根据所述脉冲触发时间集,控制纳秒激光器,以对加工平台上的所述目标工件进行基于纳秒激光的大尺寸开孔。
7、进一步地,所述对所述大尺寸开孔轨迹进行线型识别及分类,得到各个单线段数据的步骤,包括:
8、将所述大尺寸开孔轨迹输入预设的轨迹线型识别模型进行线型识别,得到各个所述单线段数据;
9、其中,所述轨迹线型识别模型是采用训练样本集,对初始模型进行训练得到的模型;
10、所述训练样本集中的每个训练样本包括:轨迹样本和各个单线段标签值,每个所述单线段标签值对应的的线段的曲率半径相同,所述初始模型是基于神经网络得到的模型。
11、进一步地,所述根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集的步骤,包括:
12、根据所述大尺寸开孔轨迹及所述出光间距,确定各个轨迹出光位置所在的所述单线段数据;
13、根据预设的激光器脉宽和每个所述轨迹出光位置所在的所述单线段数据,确定每个所述轨迹出光位置对应的脉冲触发时间间隔;
14、根据各个所述脉冲触发时间间隔,得到各个所述单线段数据对应的各所述脉冲触发时间集。
15、进一步地,所述根据预设的激光器脉宽和每个所述轨迹出光位置所在的所述单线段数据,确定每个所述轨迹出光位置对应的脉冲触发时间间隔的步骤,包括:
16、
17、其中,δt1为所在的所述单线段数据为直线段的所述轨迹出光位置对应的脉冲触发时间间隔,δt2为所在的所述单线段数据为圆弧段的所述轨迹出光位置对应的脉冲触发时间间隔,d为所述出光间距,所述出光间距是各钻孔之间的出光间隔,r为预设的钻孔半径,r为所述轨迹出光位置所在的所述单线段数据中的圆弧段对应的曲率半径,t0为脉冲脉宽,v1为所述轨迹行进速度中的直线段行进速度,v2为所述轨迹行进速度中的圆弧段行进速度,arcsin是反正弦函数。
18、进一步地,所述根据所述脉冲触发时间集,控制纳秒激光器,以对加工平台上的所述目标工件进行基于纳秒激光的大尺寸开孔,包括:
19、根据所述大尺寸开孔轨迹和预设的电机运动速度配置,控制所述平台运动电机工作,并且根据所述脉冲触发时间集,生成trig信号;
20、根据所述trig信号控制所述纳秒激光器,按预设的激光器脉宽及预设的单次激光脉冲数量发射目标纳秒激光,以对所述加工平台上的所述目标工件进行大尺寸开孔。
21、进一步地,所述纳秒激光器包括:脉宽可调激光种子源、扩束镜、准直镜、光纤、光波分复用装置;
22、在所述纳秒激光器获取到所述trig信号时,在所述trig信号的上升沿,所述脉宽可调激光种子源产生激光种子信号;
23、所述激光种子信号依次经过所述扩束镜的扩束处理、所述准直镜的准直处理、耦合到所述光纤中、所述光波分复用装置的波分复用处理、光束在经过所述光纤增益放大,得到所述目标纳秒激光。
24、进一步地,所述激光种子信号是与预设的激光器脉宽对应的信号,其中,所述激光器脉宽大于3ns,并且所述激光器脉宽小于9ns。
25、进一步地,在光束在经过所述光纤增益放大时,采用980nm或者878nm的泵浦源进行增益放大。
26、一种基于激光的大尺寸开孔系统,所述系统包括:控制器、纳秒激光器、加工平台,所述加工平台设有平台运动电机;
27、所述控制器用于实现如下步骤:
28、获取目标工件对应的大尺寸开孔轨迹、轨迹行进速度及出光间距;
29、对所述大尺寸开孔轨迹进行线型识别及分类,得到各个单线段数据;
30、根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集;
31、根据所述脉冲触发时间集,控制纳秒激光器,以对加工平台上的所述目标工件进行基于纳秒激光的大尺寸开孔。
32、一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行以下步骤:
33、获取目标工件对应的大尺寸开孔轨迹、轨迹行进速度及出光间距;
34、对所述大尺寸开孔轨迹进行线型识别及分类,得到各个单线段数据;
35、根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集;
36、根据所述脉冲触发时间集,控制纳秒激光器,以对加工平台上的所述目标工件进行基于纳秒激光的大尺寸开孔。
37、本技术的基于激光的大尺寸开孔方法,通过根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集,根据所述脉冲触发时间集,控制纳秒激光器,以对加工平台上的所述目标工件进行基于纳秒激光的大尺寸开孔。本技术实现了采用纳秒激光进行大尺寸开孔,相对水刀切割方法,本技术减少了耗材、减少了切割产生的污染排放;然而,目标工件对于激光具有一定吸收作用,当纳秒激光的光束透过目标工件时,目标工件的表面诱导吸收激光能量,吸收的激光能量转化为目标工件的内能,在吸收的激光能量过多时,将使得目标工件瞬间膨胀并爆破,对目标工件造成过度损伤从而导致玻璃崩裂,本技术根据所述出光间距和所述大尺寸开孔轨迹、所述轨迹行进速度,确定各个所述单线段数据对应的各脉冲触发时间集,使非直线段的脉冲间隔时长与直线段的脉冲间隔时长不同,从而避免了在非直线段开孔时,工件吸收的激光能量过多,避免了对工件造成过度损伤从而导致玻璃崩裂。
- 还没有人留言评论。精彩留言会获得点赞!