适用于叠层镀釉的组合釉料及其制备方法与流程
本发明涉及釉料和光伏组件,具体涉及一种适用于叠层镀釉的组合釉料的制备方法和采用该制备方法制备得到的组合釉料。
背景技术:
1、太阳能作为一种绿色能源,世界各国正在通过技术开发与创新最大化地利用太阳能。我国出台了一系列政策法规促进太阳能产业的发展,使得太阳能光伏产业进入了高速发展阶段。在提高太阳能电池发电效率方面,随着双面perc电池为代表的技术日渐完善,双玻市场再一次得到了迅猛发展。
2、为有效提升双玻光伏组件的发电效率,以光伏背板玻璃为基,在其表面电池片连接透光处丝印涂覆高反射釉料,经固化、钢化处理形成高反射镀釉层,可将电池片连接透光处的太阳光再次反射至电池片加以利用,提升光伏组件的输出功率。
3、目前,光伏背板半钢化镀釉玻璃的高反射镀釉层的反射率sci(550nm)可达到80%以上,随着光伏玻璃的轻薄化和182电池、210电池的逐渐普及,2.0mm宽板化半钢化镀釉玻璃需满足更高的抗冲击要求,该类型的半钢化玻璃破损率高于传统3.2mm半钢化玻璃。
4、现阶段的光伏背板2.0mm半钢化镀釉玻璃使用单镀釉层,所用釉料的玻璃粉的线膨胀系数小于光伏背板2.0mm半钢化玻璃的线膨胀系数,釉层受到半钢化玻璃赋予的压缩作用产生压应力,且釉层的耐压强度大于抗张强度(王德强等.玻璃色釉用低熔点玻璃的研究进展[j].玻璃与搪瓷,2006,034(004):43-48.),使得镀釉面釉条处与镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m,即227g(直径约38.1mm)表面光滑的钢球落于光伏背板2.0mm半钢化镀釉玻璃镀釉面釉条处,不破损的最低值为1.2m。但相对地,光滑面(非镀釉面)釉条处受到釉层的拉伸作用产生张应力,该处的抗冲击落球高度最高达到0.7m。
技术实现思路
1、为克服现有技术方案的缺陷,本发明的目的在于提供一种适用于叠层镀釉的组合釉料的制备方法,通过将水溶性调墨油与高膨胀玻璃粉或低膨胀玻璃粉分别形成不同的釉料,以将两种不同的釉料先后在光伏背板2.0mm玻璃表面电池片连接透光处镀釉,形成叠层镀釉层,光滑面(非镀釉面)釉条处的抗冲击落球高度达到1.2m。
2、本发明采用以下的技术方案:
3、一种适用于叠层镀釉的组合釉料,包括底层釉料和表层釉料,按质量份计,所述底层釉料包括水溶性调墨油30-40份和高膨胀玻璃粉60-70份,所述表层釉料包括水溶性调墨油15-25份、低膨胀玻璃粉35-45份和钛白粉40-50份;所述高膨胀玻璃粉的平均线膨胀系数大于光伏背板2.0mm半钢化玻璃的平均线膨胀系数,光伏背板2.0mm半钢化玻璃的平均线膨胀系数大于所述低膨胀玻璃粉的平均线膨胀系数。表层釉料为高反射表层釉料,其反射率sci(550nm)可达到80%以上。
4、所述光伏背板2.0mm半钢化玻璃表面电池片连接透光处(即相邻电池片之间的间隙)使用所述组合釉料形成叠层镀釉层,所述高反射叠层镀釉层包括由所述底层釉料形成的底镀釉层以及由所述表层釉料形成的表镀釉层。
5、表镀釉层受到底镀釉层赋予的压缩作用产生压应力,且其耐压强度大于抗张强度,使得镀釉面釉条处与镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m;通过控制底镀釉层和表镀釉层的干膜厚度,使得叠层镀釉层整体的平均线膨胀系数与光伏背板2.0mm半钢化玻璃的平均线膨胀系数相当,消除光滑面(非镀釉面)釉条处应力,使其与镀釉面釉条处、镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m。
6、所述组合釉料可在600-720℃的钢化温度下熔融、烧结。所述表层釉料中的钛白粉选自龙蟒佰利联r-996、科慕r-902+和科慕r-706的一种或多种。
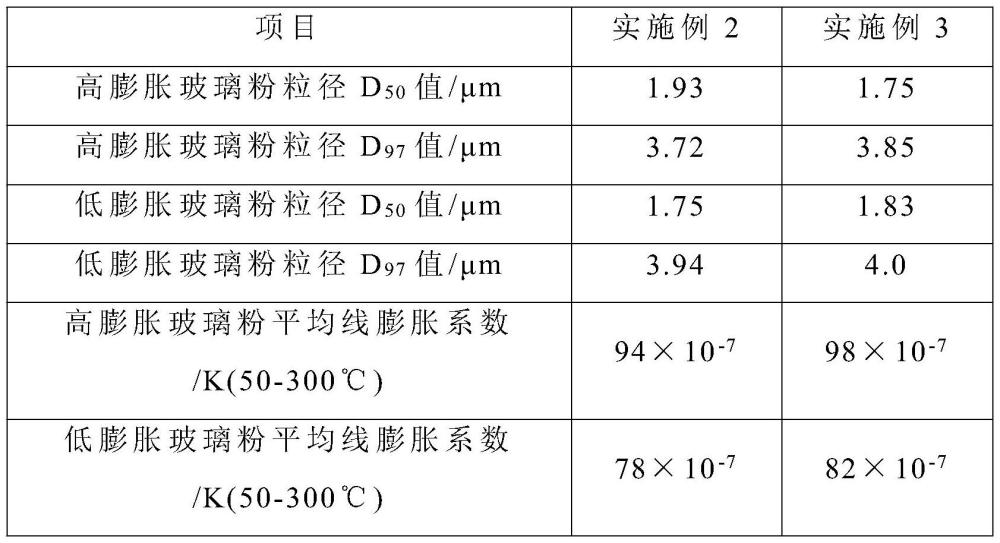
7、根据本发明的一些优选实施方面,所述高膨胀玻璃粉在50-300℃温度范围的平均线膨胀系数为(95±5)×10-7/k;所述低膨胀玻璃粉在50-300℃温度范围的平均线膨胀系数为(80±5)×10-7/k;光伏背板2.0mm半钢化玻璃在50-300℃温度范围的的平均线膨胀系数为(87-88)×10-7/k。
8、根据本发明的一些优选实施方面,按质量份计,所述高膨胀玻璃粉包括如下组分:二氧化硅40-45份,氧化锌15-25份,氧化铋5-10份,氧化硼15-20份,碳酸钠10-15份,二氧化钛5-10份,碳酸钾1-5份。
9、根据本发明的一些优选实施方面,按质量份计,所述低膨胀玻璃粉包括如下组分:氧化锌40-60份,二氧化硅25-35份,氧化铝5-10份,二氧化钛5-10份,二氧化锆3-6份,氧化钙2-3份,碳酸钾1-2份,五氧化二磷0.5-1份,六氟硅酸钠0.5-1份,氯化钾0.1-0.5份。
10、根据本发明的一些优选实施方面,所述高膨胀玻璃粉和低膨胀玻璃粉的粒径d50值为1.5-2μm、d97值为3.5-4μm。
11、根据本发明的一些优选实施方面,按质量份计,水溶性调墨油组分包括如下组分:二丙二醇丁醚30-40份、三丙二醇甲醚15-25份、二乙二醇丁醚15-25份、水溶性丙烯酸树脂20-40份、聚氧化乙烯1-5份、乙基纤维素1-5份和水性分散剂1-5份。
12、本发明提供了一种如上所述组合釉料的制备方法,包括如下步骤:
13、水溶性调墨油的制备:将二丙二醇丁醚、三丙二醇甲醚、二乙二醇丁醚、水溶性丙烯酸树脂、聚氧化乙烯、乙基纤维素混合搅拌并加热,保温溶解,加入水性分散剂,混合均匀后冷却至室温,得到水溶性调墨油;
14、底层釉料的制备:将水溶性调墨油和高膨胀玻璃粉混合并高速(1000-1200转/min)分散至均匀,通过三辊研磨机研磨细度值至20μm以下,振动过滤,得到底层釉料;
15、表层釉料的制备:将水溶性调墨油、低膨胀玻璃粉和钛白粉混合并高速(1000-1200转/min)分散至均匀,通过三辊研磨机研磨细度值至20μm以下,振动过滤,得到表层釉料。
16、根据本发明的一些优选实施方面,所述高膨胀玻璃粉和低膨胀玻璃粉通过配料均混、融化、淬冷、研磨、均化得到。所述融化熔炼温度为1150-1300℃,保温1-2h;所述均化筛分粒径d50值为1.5-2μm、d97值为3.5-4μm。
17、在一些实施例中,高膨胀玻璃粉和低膨胀玻璃粉的制备具体包括如下步骤:
18、1)配料均混:按质量份计,配料,加入容器中,置于振荡混匀机均混,得到预混料;
19、2)融化:将预混料装入刚玉坩埚,放入马弗炉,升温到熔炼温度并保温,完成熔制,得到玻璃液;
20、3)淬冷:取出刚玉坩埚,将玻璃液倒入冷水中进行水淬,得到玻璃熔块;
21、4)研磨:将玻璃熔块置于球磨机,加入纯水介质和锆球进行湿式研磨,得到玻璃浆;
22、5)均化:将玻璃浆振动过筛、烘干;通过高压气流粉碎均匀,检测筛分粒径,得到玻璃粉。
23、本发明提供了一种如上所述的组合釉料在光伏背板2.0mm半钢化玻璃中的应用,即光伏背板2.0mm半钢化镀釉玻璃,所述光伏背板2.0mm半钢化镀釉玻璃表面电池片连接透光处(即相邻电池片之间的间隙)设置有由所述的组合釉料形成的叠层镀釉层,所述叠层镀釉层包括由所述底层釉料形成的底镀釉层以及由所述表层釉料形成的表镀釉层,所述底镀釉层的干膜厚度为10-20μm,所述表镀釉层的干膜厚度为10-20μm,所述叠层镀釉层的干膜厚度为20-40μm。
24、以光伏背板2.0mm玻璃为基,在表面电池片连接透光处进行底层釉料丝印镀釉,固化成膜、降温冷却,形成底镀釉层,底镀釉层的表面再进行表层釉料丝印镀釉,固化成膜,形成表镀釉层,而后整体钢化处理,形成叠层镀釉层,通过控制底镀釉层和表镀釉层的干膜厚度,使得叠层镀釉层整体的平均线膨胀系数与光伏背板2.0mm半钢化玻璃的平均线膨胀系数相当,消除光滑面(非镀釉面)釉条处应力,使其与镀釉面釉条处、镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m。
25、本发明提供了一种光伏组件,包括由上至下依次设置的前板玻璃、前封装材料层、电池层、后封装材料层、背板玻璃,其特征在于,所述背板玻璃为如上所述的光伏背板2.0mm半钢化镀釉玻璃。
26、由于采用了上述的技术方案,本发明与现有技术相比,具有以下优势:本发明的适用于叠层镀釉的组合釉料的制备方法,制备得到的底层釉料含高膨胀玻璃粉,表层釉料含低膨胀玻璃粉和钛白粉;高膨胀玻璃粉的平均线膨胀系数(95±5)×10-7/k(50-300℃)>光伏背板2.0mm半钢化玻璃的平均线膨胀系数>低膨胀玻璃粉的平均线膨胀系数(80±5)×10-7/k(50-300℃);底层釉料和表层釉料先后在光伏背板2.0mm玻璃上形成底镀釉层、表镀釉层,而后整体钢化处理,形成叠层镀釉层;表镀釉层受到底镀釉层赋予的压缩作用产生压应力,且其耐压强度大于抗张强度,使得镀釉面釉条处与镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m;通过控制底镀釉层和表镀釉层的干膜厚度,使得叠层镀釉层整体的平均线膨胀系数与光伏背板2.0mm半钢化玻璃的平均线膨胀系数相当,消除光滑面(非镀釉面)釉条处应力,使其与镀釉面釉条处、镀釉面非釉条处、光滑面(非镀釉面)非釉条处的抗冲击性相同,落球高度达到1.2m;叠层镀釉层降低了玻璃运输/层压的破碎率,为大版组件提供优异的静态、动态机载性能,有效解决了大版组件户外安装强度的问题。
- 还没有人留言评论。精彩留言会获得点赞!